Устройства для выборочного контроля деталей, непрерывно поступ: ющих со станка на измерительную позицию, включающие распределительный и контрольно-измерительный узлы, известны.
Устройство, выполненное согласно изобретению, позволяет автоматизировать управление наладкой станка и создать наиболее полную характеристику процесса обработки по измеряемому параметру путем осуществления контроля по скользящей медиане. С этой целью распределительный узел выполнен в виде счетного электромагнитного механизма. Распределительный узел обеспечивает подачу заданного количества деталей независимо от шроизводительности станка. Контрольно-измерительный узел выполнен в виде кругового контактного коллектора с кулачковым запоминателем. подающим сигналы на распределительный механизм. Контактный коллектор в сочетании с электронным реле подает команду на остановку или подналадку станка.
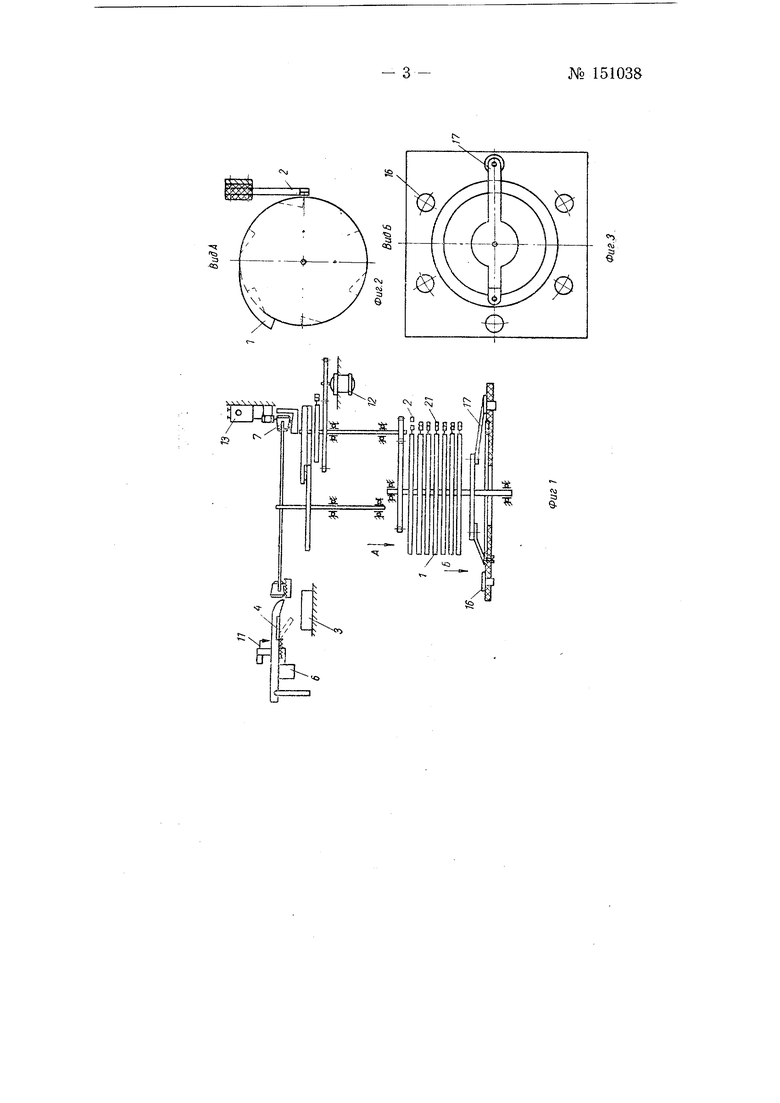
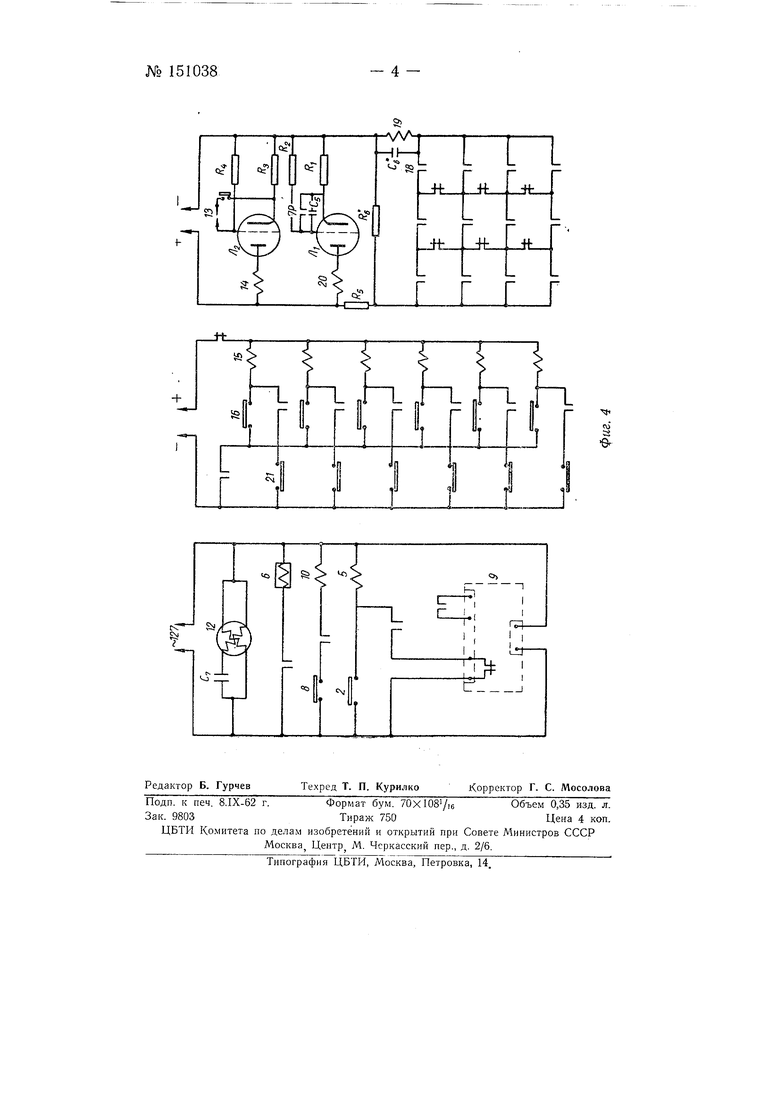
На фиг. 1 показана схема устройства; на фиг. 2 - контактный коллектор, вид по стрелке А на фиг. 1; на фиг. 3 -контактный коллектор, вид по стрелке Б на фиг. 1; на фиг. 4 - принципиальная электросхема устройства.
До замыкания кулачком / контактов 2 детали непрерывным потоком, сходя со станка, поступают в бункер 3 через открытую заслонку 4. После замыкания кулачком 1 контактов 2 срабатывает реле 5, включающее электромагнит 6. Последний закрывает заслонку 4 и детали со станка поступают на измерительную позицию 7. Счет деталей выработки осуществляется посредством замыкания и размыкания контактов 8 реле 9 счета импульсов после срабатывания реле 10. Реле 9 непосредственно связано со счетчиком // деталей, расположенным перед бункером. После счета последней детали выборки контакты реле 9 раз№ 151038- 2 мыкаются, Обесточивается электромагнит 6 и заслонка 4 опускается, открывая путь в бункер деталям, идущим от станка. Р1зменяя скорость вращения кулачка /, приводимого в движение от двигателя 72, можно регулировать время взятия выборки из партии деталей.
В случае выхода какой-либо детали за настроенный размер срабатывает электроконтактный датчик 13, отпирается лампа и срабатыBiieT реле 14 и одно из реле /5, в зависимости от того, какой из контактов 16 замкнут механическим кулачком П. Если в выборке из шести деталей любые три выйдут из размера, срабатывают любые три ре-, ле 15, вызывая срабатывание собственных контактов 18 в схеме запоминания. При этом срабатывают реле 19 и 20. Последнее дает команду на остановку или подналадку станка. Контакты 21 служат для обеспечения схемы и ПОДГ07ОВКИ ее к следующему циклу.
Предмет изобретения
Устройство для выборочного контроля деталей, непрерывно поступающих со станка на измерительную позицию, содержащее распределительный и контрольно-измерительный узлы, отличающееся тем, что, с целью создания наиболее полной характеристики процесса обработки по измеряемому параметру путем осуществления контроля по скользящей медиане и автоматизации управления наладки станка, распределительный узел выполнен в виде счетного электромагнитного механизма, обеспечивающего подачу заданного количества деталей независимо от производительности станка, а контрольно-измерительный узел выполнен в виде кругового контактного коллектора, с подающим сигнал на распределительный механизм кулачковым запоминателем, который в сочетании с электронными реле подает команду на остановку или подналадку станка.
.
vl
4
а &

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подналадки станков | 1958 |
|
SU121061A1 |
| Автомат для контроля внутренней резьбы гаек | 1958 |
|
SU121241A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
| Автомат для разборки и контроля спичечных наружных коробок | 1952 |
|
SU109927A1 |
| Автомат для контроля и сортировки по электрическим параметрам селеновых элементов | 1952 |
|
SU96738A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU361840A1 |
| Устройство для автоматического контроля и сортировки однотипных изделий по размерам | 1958 |
|
SU125893A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Автоматическая линия | 1980 |
|
SU918029A1 |
| Автомат для контроля усилий пружин коммутационных аппаратов | 1978 |
|
SU741237A1 |