ЭО 35 N3
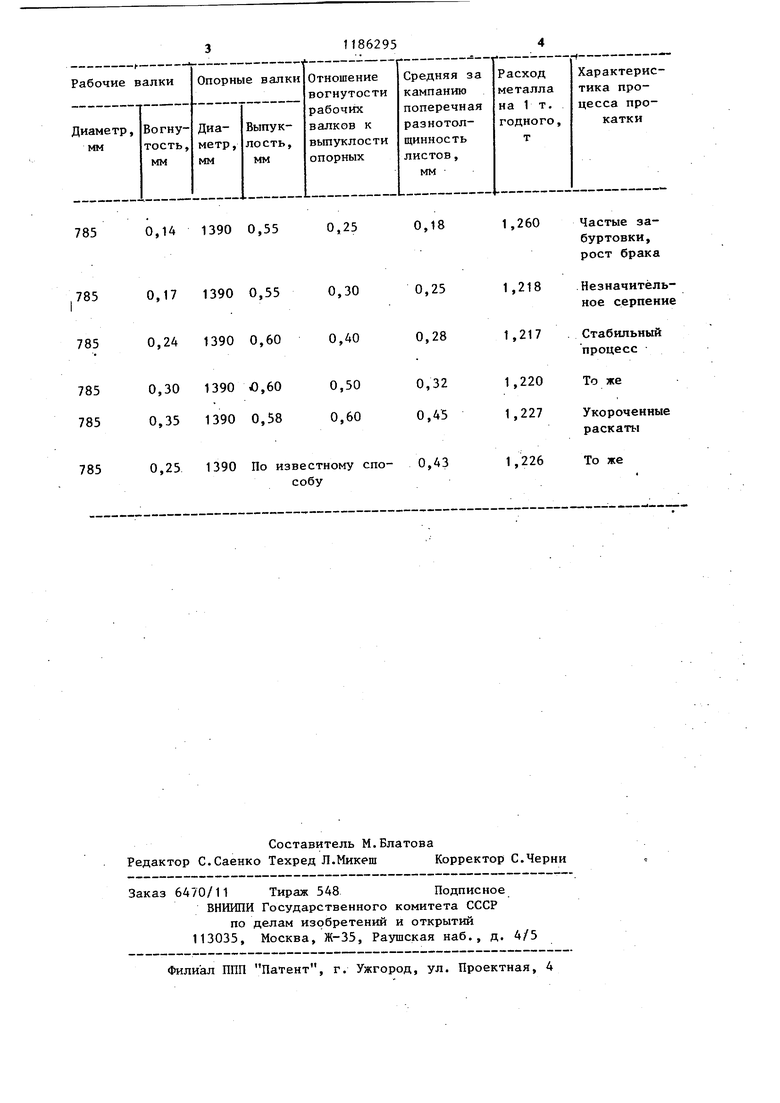
сл Изобретение относится к черной металлургии, в частности к гфоизвод ству толстолистовой горячекатанной стали. Цель изобретения - получение лис тов постоянного поперечного сечения путем обеспечения равномерного распределения межконтактных усилий по длине бочки валков и снижение расхо да металла. Особенностью клетей кварто являе ся то, что диаметры рабочих валков в 1,5-2,5 раза меньше диаметров опорных валков. Так как величина пр гиба цштиндра обратно пропорциональ на четвертой степени его диаметра, то жесткость рабочих валков значительно меньше жесткости опорньос валков и под воздействием усилийпрокатки они прогибаются и соприкасаются с опорными валками по всей д .не бочки независимо от формы профил их образующих. При этом на линии контакта опорных и рабочих валков возникаютмежвалковые усилия, определяющие их износ. В случае неравно мерного распределения контактных напряжений происходят неравномерньй износ валков и быстрое искажение профиля межвалкового зазора; Соответственно в течение кампании работы валков увеличивается поперечная разнотолщинность листов, что ведет к повышению расхода металла. { Ведение; прокатки толстых листов в клети с рабочими валками, выполненными с вогнутой образующей, и опорными валками, выполненными с вы пуклой образующей, отношение стрелы вогнутости профиля которых к стреле ВЫПУКЛОСТИ: профиля равно 0,30,5, приводит к тому, что в зоне ко такта по всей длине бочки между раб чими и опорными валками межконтактные усилия- распределяются равномерно, в результате чего .уменьшается скорость износа валков, что и позволяет вести прокатку листов с минимальной поперечной разнотолщиннос тью в течение всей кампании работы валков. При этом при соотношении стрелы вогнутости профиля рабочего валка к стреле выпуклости профиля опорного валка менее 0,3 снижается устойчивость процесса прокатки: уве личивается серповидность раскатов, забуртовка раскатов и, соответствен простои стана и расход металла. При соотношении более 0,5 увеличивается поперечная разнотолщинность и, соответственно, расход металла. В ненагруженном состоянии из-за разности стрел выпуклости опорных . и вогнутости рабочих валков они контактируют между собой только в средней части длины бочки. В процессе прокатки листов под воздействием усилий деформации рабочие валки (имеющие меньшую жесткость по сравнению с опорными валками) изгибаются относительно опорных валков и вместе с ними образуют форму прокатной щели. Под действием упругих сил рабочие валки стремятся выпрямиться, перераспределяя межконтактные усилия и компенсируя возникающее искажение профиля межвалкового зазора из-за износа валков. Таким образом, предлагаемьй способ прокатки толстых листов в чистовой клети кварто в сопоставлении с известными способами позволяет снизить расход металла и обеспечить постоянное поперечное сечение листа. И ри м е р. Проводят прокатку толстого листа на чистовой клети кварто стана 2800 мм из стали 17Г1СУ размерами 10x1570x6000 мм из подката толщиной 40, мм, полученного на черновой клети. В чистовой клети кварто устанавливают рабочие валки диаметром 785 мм со стрелой вогнутости профиля 0,25 мм и опорные валки диаметром 1390 мм со стрелой выпуклости профиля 0,55 мм. Отношение стрелы вогнутости профиля рабочего валка к стреле выпуклости профиля опорного валка составляет 0,454. Обжатие подката производят за 5 пропусков. Поперечная разнотолщинность листов в течение всей кампании работы валков находится в -пределах 0,15-0,25 мм, при устойчивом процессе прокатки раскаты получаются без серпения, прямолинейными. Результаты испытаний приведены в таблице. Как видно из таблицы, предлагаемый способ прокатки толстых листов в чистовой клети кварто обеспечивает постоянство межконтактных усилий между валками, равномерный износ по всей длине бочки валков и минимальную поперечную разнотолщинность листов в течение всей кампании работы валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| Способ горячей прокатки на широкополосном стане | 1989 |
|
SU1713695A1 |
| Способ прокатки полос | 1990 |
|
SU1761314A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАБОЧИХ ВАЛКОВ КЛЕТИ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1992 |
|
RU2043796C1 |
| Способ прокатки | 1984 |
|
SU1328012A1 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СИСТЕМЫ КВАРТО | 2002 |
|
RU2222393C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ПРОКАТНОГО ВАЛКА (ВАРИАНТЫ) | 1995 |
|
RU2093285C1 |
| Валковый комплект кварто | 1988 |
|
SU1516155A1 |
СПОСОБ ПРОКАТКИ /ГОЛСтаХ. . ЛИСТОВ В КЛЕТИ КВАРТО, включающий обжатие раската в профилированных валках за несколько проходов, отличающийся тем, что, с целью получения листов постоянного поперечного сечения путем обеспеченияравномерного распределения межконтактных усилий по длине бочки валков и снижения расхода металла, прокатку ведут в валках, у которых отношение стрелы вогнутости профиля рабочего валка к стреле выпуклости профиля опорного валка составляет 0,3-0,5. 1СЛ
| Способ прокатки гладких листов в четырехвалковой клети | 1981 |
|
SU984517A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ПРОКАТКИ ТУГОПЛАВКИХ МЕТАЛЛОВ | 0 |
|
SU398296A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Полухин П.И | |||
| и др | |||
| Прокатное производство | |||
| Метахшургиздат, 1960, с | |||
| Комнатная печь | 1923 |
|
SU666A1 |
