Ось верхнего onofiHoeou рабочего ёалкоб
0сь Нижнего опорного и рабочего 5алко
сл
О5 СП
сд
0aaf
Изобретение относится к прокатному производству, а точнее к способам получения полос на станах кварто черной и цветной металлургии.
Известен способ воздействия на прокатываемую полосу, предусматривающий взаимодействие гидроцилиндров противоизгиба с опорными узлами валков, причем усилие противоизгиба изменяется в функции разности толщин в середине и по кромкам прокатываемой полосы 1.
Недостатком данного способа является небольшие пределы регулирования разнотолщинности в случае прокатки узкой полосы. При этом, чтобы расширить предел, увеличивают усилие противоизгиба, что влечет потерю жесткости подушек рабочих валков, снижает долговечность валковых опор.
Известен также способ воздействия на профиль прокатываемой полосы на стане кварто путем регулирования в процессе прокатки величины угла разворота осей рабочих валков в горизонтальной относительно друг друга плоскости 2.
Недостатком известного способа является ограниченный предел регулирования поперечной разнотолщинности полосы, Малая результативность воздействия на профиль прокатываемой полосы изменения распределения межвалкового давления по длине бочки валков объясняется тем, что при увеличении углов перекоса рабочих валков друг с другом и с соответствующими парными опорными валками резко возрастают осевые нагрузки на подщипники и в зоне контакта валков. Кроме того, невозможно использовать систему противочзгиба валков. При весьма малых углах перекосов рабочих валков относительно контактирующих с ними опорных валков (порядка 1-3 мин) осевые усилия достигают 3,5-5°/о от усилия прокатки, что в 3-5 раз снижает долговечность валковых опор. Потребные углы перекосов рабочих валков составляют 10- 15 мин.
Целью изобретения является увеличение пределов регулирования поперечной разнотолщинности полосы и долговечности подшипниковых узлов и валков путем снижения осевых и контактных нагрузок.
Поставленная цель достигается тем, что согласно способу воздействия на профиль прокатываемой полосы на стане кварто путем регулирования в процессе прокатки угла разворота осей рабочих валков в горизонтальной плоскости относительно одна другой, каждый опорный валок разворачивают синхронно с парным ему рабочим валком.
Такое осуществление способа, обеспечивает увеличение предела регулирования поперечной разнотолщинности полосы и долговечности подшипниковых узлов валков. Это достигается путем изменения распределения межвалкового давления по длине бочки валков с одновременным исключением перекоса рабочих и контактирующих с ними
парных опорных валков за счет совместного синхронного разворота в горизонтальной плоскости опорных и парных им рабочих валков, воздействующих, таким образом, в процессе прокатки на профиль полосы.
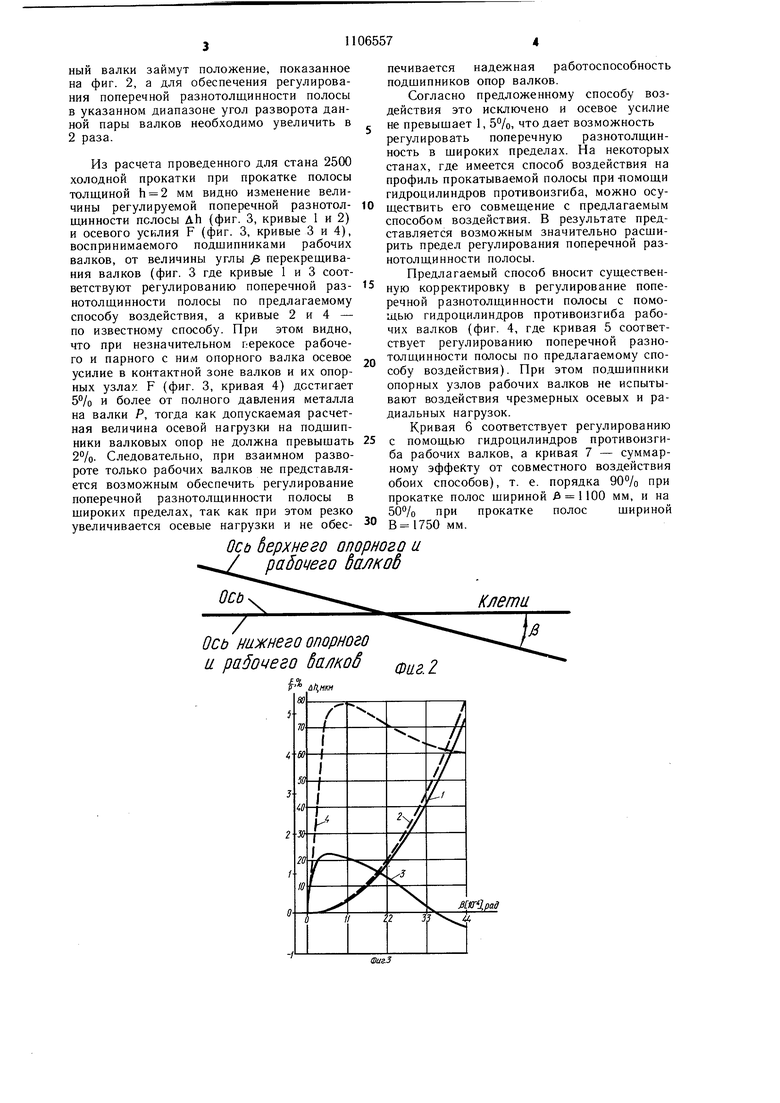
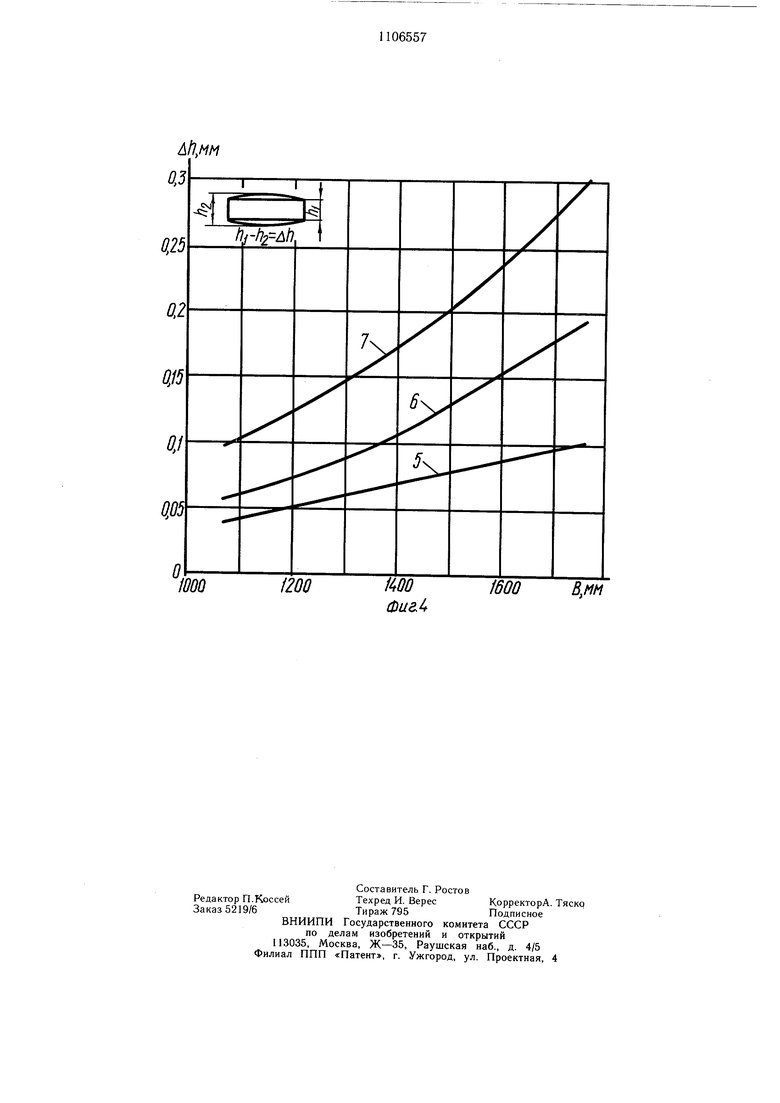
На фиг. 1 изображена схема перекоса осей валков при регулировании поперечной разнотолщинности (разворот обеих пар рабочий - опорный валки относительно друг друга и полосы); на фиг. 2 - то же, разворот одной пары рабочий - опорный валки относительно другой неподвижной пары; на фиг. 3 - график зависимости величины поперечной разнотолщинности и осевых усилий от угла перекоса э рабочих валков; на фиг. 4 - график зависимости поперечной разнотолщинности от ширины прокатываемой полосы.
Способ воздействия на поперечную разнотолщинность прокатываемой полосы осуществляется следующим образом.
В процессе прокатки, в результате прогиба валков, возникает поперечная разнотолщинность полосы Л h, т. е. неодинаковая толщина по ее ширине В, равная
Ah h;j-hi,
гдел г - толщина по среднему сечению полосы; 111 -толщина на краю полосы.
С целью уменьшения поперечной разНОТОЛП1ИННОСТИ полосы, а следовательно, улучщения ее качества, предлагается разворачивать синхронно верхнюю пару рабочий - опорный валки в горизонтальной плоскости относительно оси клети, например, по направлению прокатки. При этом нижнюю пару рабочий - опорный валки синхронно разворачивают в противоположном направлении, против направления прокатки.
В результате такого разворота валков их оси займут положение, показанное на фиг. 1, причем в процессе прокатки, при относительном развороте пар валков, в зависимости от величины угла их перекрещивания, например от О до 44.10 рад, можно соответственно корректировать поперечную разнотолщинность полосы Л h от О до 72 мкм ( фиг. 3, кривая 1).
Кроме того, корректировка поперечной разнотолщинности зависит от ширины прокатываемой полосы В. Например, при одинаковом угле разворота пар валков 44.10 рад, при ширине полосы 1100 мм поперечная разнотолщинность полосы уменьщается на 0,045 мм, а при ширине je 1750 мм разнотолщинность уменьшается на 0,1 мм (фиг. 4, кривая 1). При невозможности осуществления перекоса пар рабочий - опорный валки указанным способом достаточно синхронно развернуть в горизонтальной плоскости относительно оси клети одну, например, верхнюю пару валков. В этом случае оси пар рабочий - опорный валки займут положение, показанное на фиг. 2, а для обеспечения регулирования поперечной разнотолщинности полосы в указанном диапазоне угол разворота данной пары валков необходимо увеличить в 2 раза. Из расчета проведенного для стана 2500 холодной прокатки при прокатке полосы толщиной h 2 мм видно изменение величины регулируемой поперечной разнотолщинности полосы ДЬ (фиг. 3, кривые 1 и 2) и осевого усилия F (фиг. 3, кривые 3 и 4), воспринимаемого подшипниками рабочих валков, от величины углы перекрещивания валков (фиг. 3 где кривые 1 и 3 соответствуют регулированию поперечной разнотолщинности полосы по предлагаемому способу воздействия, а кривые 2 и 4 - по известному способу. При этом видно, что при незначительном перекосе рабочего и парного с ним опорного валка осевое усилие в контактной зоне валков и их опорных узлах F (фиг. 3, кривая 4) достигает и более от полного давления металла на валки Р, тогда как допускаемая расчетная величина осевой нагрузки на подшипники валковых опор не должна превышать 2%. Следовательно, при взаимном развороте только рабочих валков не представляется возможным обеспечить регулирование поперечной разнотолщинности полосы в широких пределах, так как при этом резко увеличивается осевые нагрузки и не обесВси верхнего опорного а рабочего балкод
/
Ось нижнего опорного
и. рабочего 5алко6
f%
uh,MKM
Фаг. 2 печивается надежная работоспособность подшипников опор валков. Согласно предложенному способу воздействия это исключено и осевое усилие не превышает 1, , что дает возможность регулировать поперечную разнотолщинность в широких пределах. На некоторых станах, где имеется способ воздействия на профиль прокатываемой полосы при -помощи гидроцилиндров противоизгиба, можно осуществить его совмещение с предлагаемым способом воздействия. В результате представляется возможным значительно расширить предел регулирования поперечной разнотолщинности полосы. Предлагаемый способ вносит существенную корректировку в регулирование поперечной разнотолщинности полосы с помощью гидроцилиндров противоизгиба рабочих валков (фиг. 4, где кривая 5 соответствует регулированию поперечной разнотолщинности полосы по предлагаемому способу воздействия). При этом подшипники опорных узлов рабочих валков не испытывают воздействия чрезмерных осевых и радиальных нагрузок. Кривая 6 соответствует регулированию с помощью гидроцилиндров противоизгиба рабочих валков, а кривая 7 - суммарному эффекту от совместного воздействия обоих способов), т. е. порядка 90% при прокатке полос щириной 1100 мм, и на 50/о при прокатке полос шириной мм.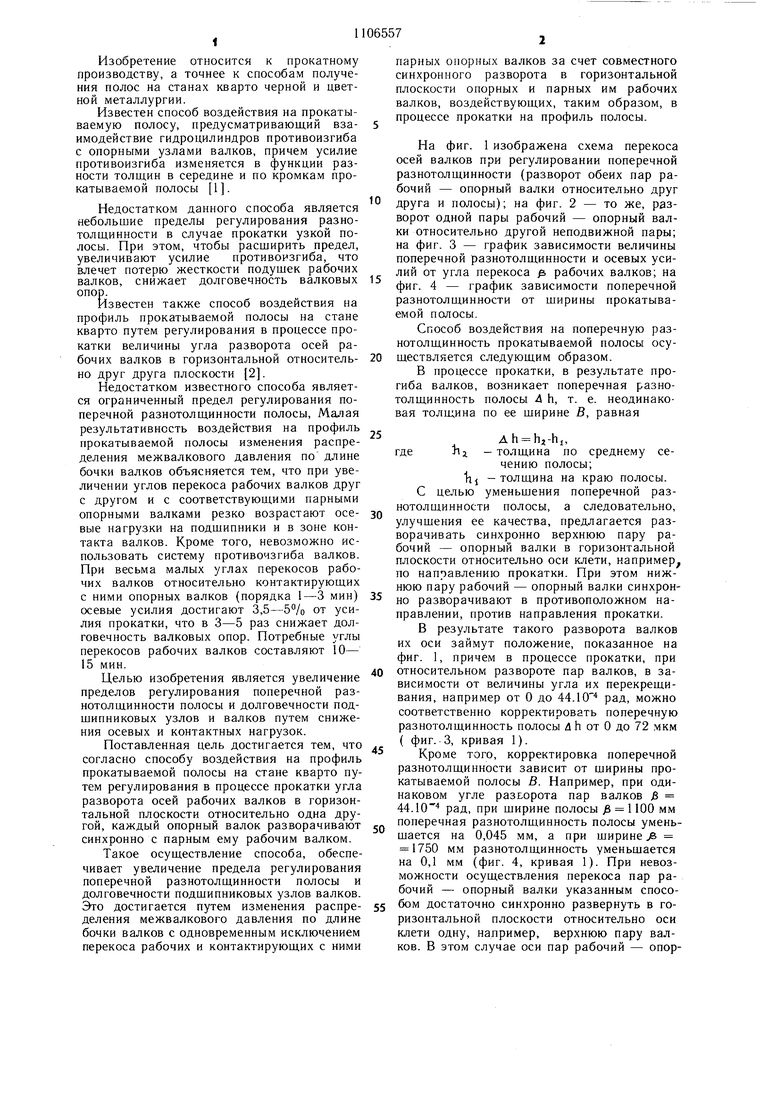
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ воздействия на профиль прокатываемой полосы на стане кварто | 1986 |
|
SU1359025A1 |
| Способ регулирования профиля прокатываемой полосы на стане кварто | 1987 |
|
SU1447442A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Способ воздействия на профиль прокатываемой полосы на стане кварто | 1987 |
|
SU1443991A2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2281817C1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| Устройство совмещенного регулирования продольной и поперечной разнотолщинности полосы в процессе прокатки | 1980 |
|
SU899183A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
СПОСОБ ВОЗДЕЙСТВИЯ НА ПРОФИЛЬ ПРОКАТЫВАЕМОЙ ПОЛОСЫ НА СТАНЕ КВАРТО, путем регулирования в процессе прокатки угла разворота осей рабочих валков в горизонтальной плоскости относительно одна другой, отличающийся тем, что, с целью увеличения пределов регулирования поперечной разнотолщинности полосы и долговечности подшипниковых узлов и валков путем снижения осевых и контактных нагрузок, каждый опорный валок разворачивают синхронно с парным ему рабочим валком.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ противоизгиба валков | 1978 |
|
SU698691A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ воздействия на профиль прокатываемой полосы | 1974 |
|
SU544478A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
