сл
СП
to
;о
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ИЗ ФОЛЬГИРОВАННЫХ ДИЭЛЕКТРИКОВ | 2012 |
|
RU2519266C2 |
| Способ электрохимического прошивания отверстий | 1985 |
|
SU1252088A1 |
| Способ электрохимической обработки деталей | 1988 |
|
SU1555071A1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ МАРКИРОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТВОЛА ОРУЖИЯ | 2012 |
|
RU2514763C2 |
| Способ электрохимического прошивания отверстий | 1987 |
|
SU1440637A2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| Способ электрохимической обработки резьбовых поверхностей | 1985 |
|
SU1340954A1 |
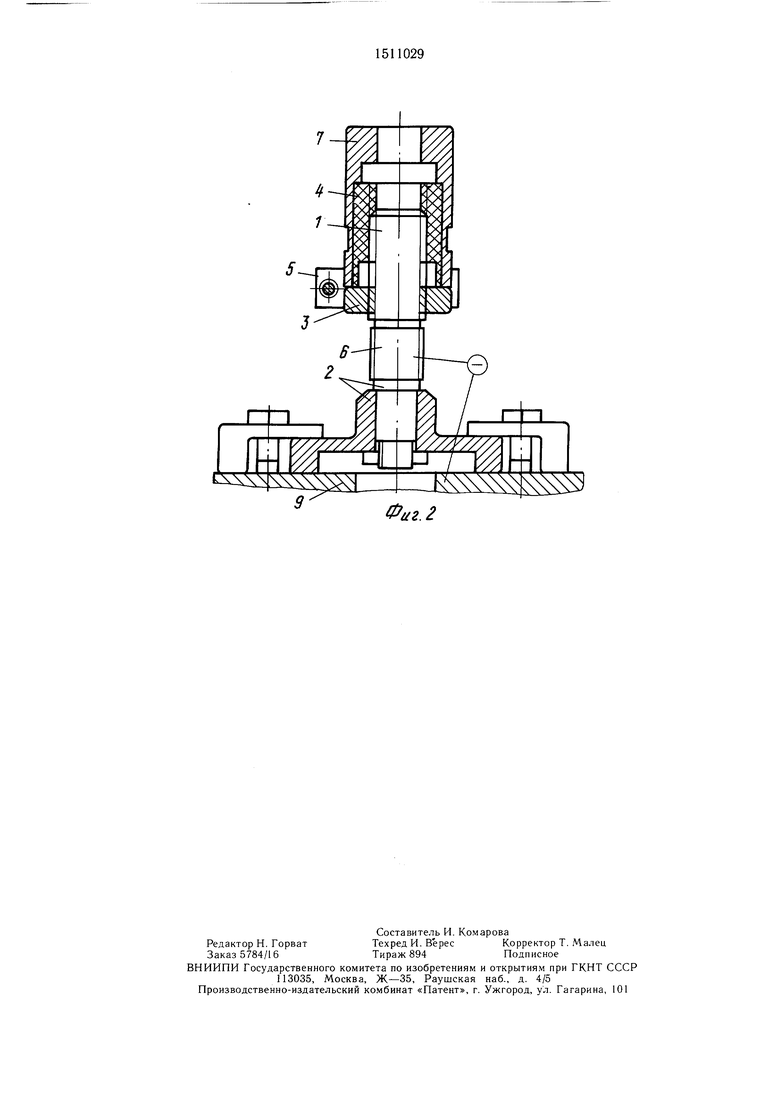
Изобретение относится к области электрохимической обработки и предназначено для калибрования отверстий. Целью является расширение технологических возможностей за счет обеспечения возможности калибрования внутренних резьбовых поверхностей. Это достигается тем, что зазор поддерживают за счет использования электрода-инструмента, имеющего базирующий резьбовый участок 1 и обрабатывающий участок 6. Обрабатываемую плашку 3 и базирующий элемент 4 навинчивают последовательно на участок 1, скрепляют их хомутом 5 и перемещают по резьбе так, чтобы плашка 3 располагалась эквидистантно резьбе участка 6. После установки плашки осуществляют процесс калибрования. 3 ил.
фиг. 3
Изобретение относится к электрохимической обработке и предназначено для калибрования отверстий.
Цель изобретения - расширение технологических возможностей за счет обес- нечения возможности калибрования внутренних резьбовых поверхностей.
Цель достигается тем, что используют электрод-инструмент, имеющий последовательно расположенные базирующий и обраК металлическому корпусу 7 диэлектрической гайки 4 подводится токоподвод 8 положительного потенциала.
Из стола 9 станка модели ЭХУЗ-2 (не показан) по каналам ЭЙ 2 в МЭЗ подают электролит, включают ток, при этом отрицательный потенциал на ЭЙ 2 поступает от стола 9, а положительный потенциал - на плашку 3 от токоподвода 8, через корпус 7 и хомут 5. В процесбатывающий участки. Вначале навинчивают .Ю се обработки деталь 3 вместе с диэлектри- деталь и вспомогательный элемент на ба-ческой гайкой 4 вращают то по, то против
зирующий участок, скрепляют их, после че-часовой стрелки на три оборота привого перемещают по резьбе в положение,дом (не показан) посредством тросика 10.
когда обрабатываемая деталь располагает-По окончании калибровки отключают ток,
ся эквидистантно резьбе обрабатывающего электролит и комплект «обрабатываемая де- участка электрода-инструмента.таль 3 - гайка 4 свинчивают и, сняв
На фиг. 1 показано расположение детали на базирующем участке; на фиг. 2 - деталь и вспомогательный элемент навинчены на базирующий участок и скреплены между собой; на фиг. 3 - деталь 20 переведена на обрабатывающий участок.
хомут 5, получают обработанную деталь 3. Формула изобретения
Способ базирования детали относительно электрода-инструмента при электрохимическом калибровании отверстий посредством ее центрирования по вспомогательному элементу из диэлектрического материаСпособ базирования детали относительно электрода-инструмента при электрохимическом калибровании отверстий посредством ее центрирования по вспомогательному элементу из диэлектрического материаНа базирующий резьбовой участок 1 электрода-инструмента 2 (ЭЙ) навинчивают плашку 3 (фиг. 1), затем навин-25 отличающийся тем, что, с целью чивают диэлектрическую гайку 4 (фиг. 2)расширения технологических возможностей и скрепляют ее с плашкой 3 хомутом 5,путем обеспечения возможности калибро- после чего комплект «плашка 3 - гайка 4 вания внутренних резьбовых поверхностей, навинчивают совместно таким образом, что-электрод-инструмент выполняют с последова- бы плашка 3 разместилась эквидистантнотельно расположенными базируюшим и об- резьбе обрабатываюшего резьбового участ-30 рабатывающим резьбовыми участками, на- ка 6 ЭЙ 2 (фиг. 3). Цри этом меж-винчивают на базирующий участок деталь, электродный зазор (МЭЗ) между резьбойзатем вспомогательный элемент, скреп- плашки и резьбой обрабатывающего участ-ляют их, после чего перемещают по резь- ка составляет 0,55 мм и поддерживает-бе в положение, когда обрабатываемая ся диэлектрической гайкой 4, располагаю-деталь располагается эквидистантно резьбе щейся на базирующем резьбовом участке35 обрабатывающего участка электрода-инстру- 1 ЭЙ 2.мента.
К металлическому корпусу 7 диэлектрической гайки 4 подводится токоподвод 8 положительного потенциала.
Из стола 9 станка модели ЭХУЗ-2 (не показан) по каналам ЭЙ 2 в МЭЗ подают электролит, включают ток, при этом отрицательный потенциал на ЭЙ 2 поступает от стола 9, а положительный потенциал - на плашку 3 от токоподвода 8, через корпус 7 и хомут 5. В процессе обработки деталь 3 вместе с диэлектри- ческой гайкой 4 вращают то по, то против
электролит и комплект «обрабатываемая де- таль 3 - гайка 4 свинчивают и, сняв
хомут 5, получают обработанную деталь 3. Формула изобретения
Способ базирования детали относительно электрода-инструмента при электрохимическом калибровании отверстий посредством ее центрирования по вспомогательному элементу из диэлектрического материа отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения возможности калибро- вания внутренних резьбовых поверхностей, электрод-инструмент выполняют с последова- тельно расположенными базируюшим и об- рабатывающим резьбовыми участками, на- винчивают на базирующий участок деталь, затем вспомогательный элемент, скреп- ляют их, после чего перемещают по резь- бе в положение, когда обрабатываемая деталь располагается эквидистантно резьбе обрабатывающего участка электрода-инстру- мента.
$ $ $$$$$$ $$х$$Ш(
Фиг. г
| Байсулов И | |||
| А | |||
| Электрохимическая обработка металлов | |||
| М.: Высшая школа, 1981, с | |||
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
