Мб
а S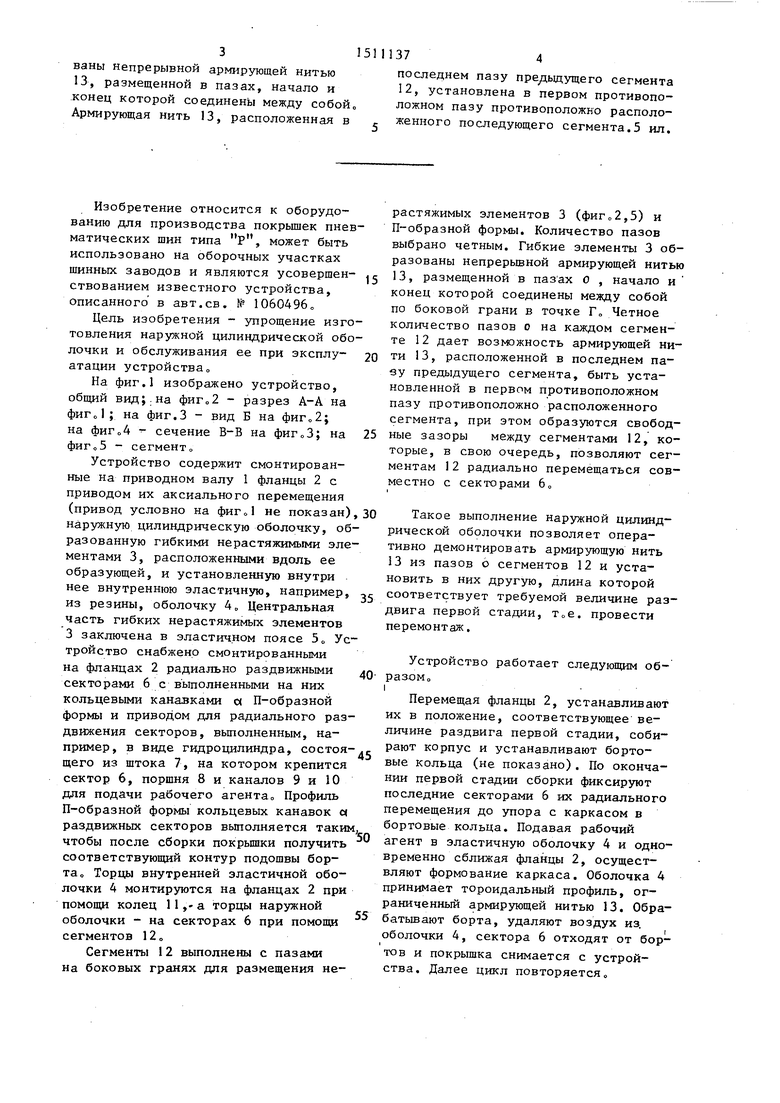
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и формования покрышек пневматических шин | 1982 |
|
SU1060496A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011534C1 |
| Устройство для сборки и формования покрышек пневматических шин | 1989 |
|
SU1620327A2 |
| Способ изготовления диафрагмы для сборки покрышек пневматических шин | 1991 |
|
SU1776235A3 |
| Устройство для формования покрышек пневматических шин | 1978 |
|
SU753672A1 |
| Диафрагма к барабану для сборки покрышек пневматических шин | 1972 |
|
SU448963A1 |
| Диафрагма к механизму для обработки борта | 1982 |
|
SU1034920A1 |
| Диафрагма к барабану для сборки покрышек пневматических шин | 1976 |
|
SU656866A1 |
| УСТРОЙСТВО ДЛЯ ВЫВОРАЧИВАНИЯ ПОКРЫШКИ | 2008 |
|
RU2376136C1 |
| Барабан для сборки и формования покрышек пневматических шин | 1975 |
|
SU555615A1 |
Изобретение относится к оборудованию для производства покрышек пневматических шин. Цель изобретения - упрощение изготовления наружной цилиндрической оболочки и обслуживание ее при эксплуатации устройства. Для этого сегменты 12 выполнены П-образной формы с четным количеством пазов, размещенных на боковых гранях. Гибкие элементы образованы непрерывной армирующей нитью 13, размещенной в пазах, начало и конец которой соединены между собой. Армирующая нить 13, расположенная в последнем пазу предыдущего сегмента 12, установлена в первом противоположном пазу противоположно расположенного последующего сегмента. 5 ил.
nfb /
±. L
ид
L
УОа
S
г
(Л
г
1
00
д
14)
ЩщЗ
ваны непрерывной армирующей нитью 13, размещенной в пазах, начало и конец которой соединены между собой, Армирующая нить 13, расположенная в
Изобретение относится к оборудованию для производства покрышек пневматических шин типа Р, может быть использовано на оборочных участках шинных заводов и являются усовершен- ствованием известного устройства, описанного в авт.св. № 1060496„
Цель изобретения - упрощение изготовления наружной цилиндрической оболочки и обслуживания ее при эксплу- атации устройства
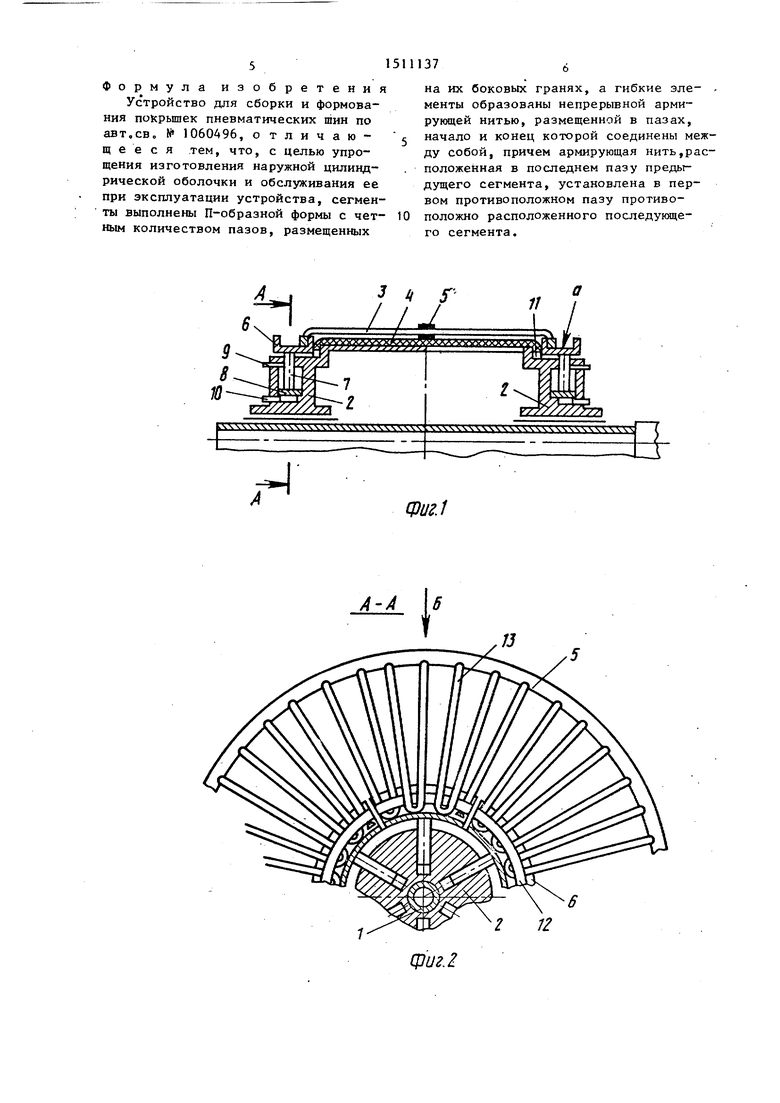
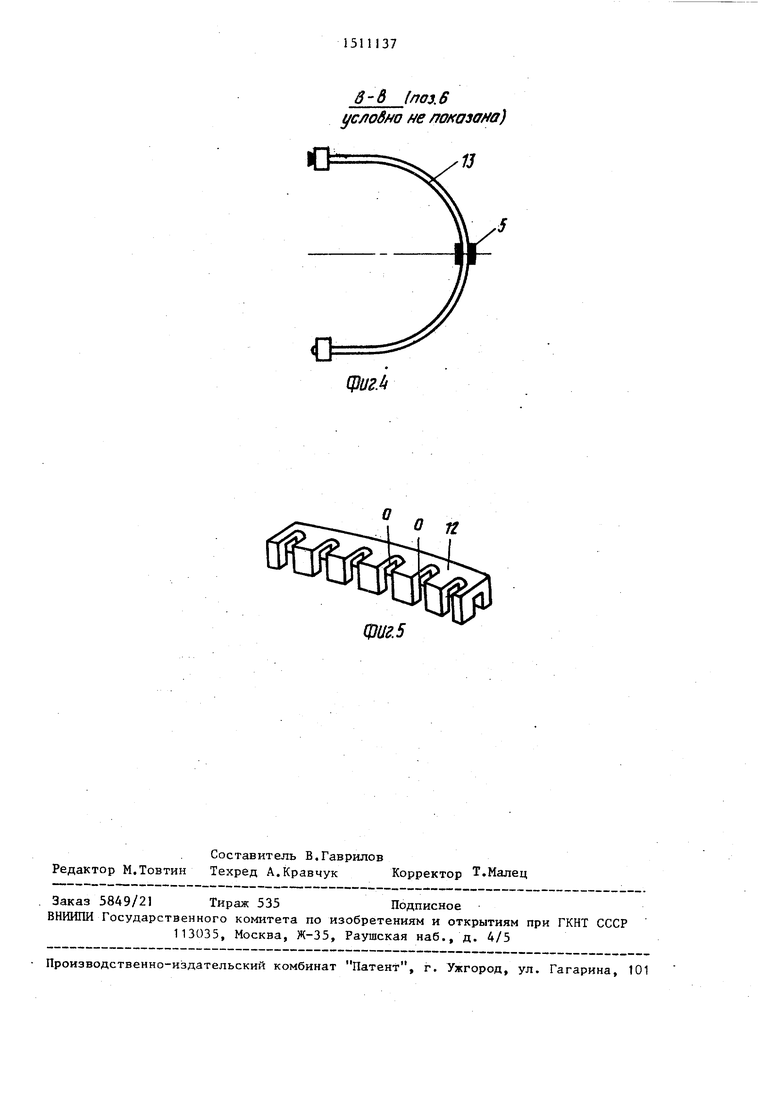
На фиг.1 изображено устройство, общий вид;.на - разрез А-А на фиГо1; на фиг.З - вид Б на на фиг оА сечение В-В на фиГоЗ; на фиг о 5 - сегмент о
Устройство содержит смонтированные на приводном валу 1 фланцы 2 с приводом их аксиального перемещения (привод условно на фиг,1 не показан) наружную цилиндрическую оболочку, образованную гибкими нерастяжимыми эле ментами 3, расположенными вдоль ее образующей, и установленную внутри нее внутреннюю эластичную, например, из резины, оболочку 4„ Центральная часть гибких нерастяжимых элементов 3 заключена в эластичном поясе 5 Устройство снабжено смонтированными на фланцах 2 радиально раздвижными секторами 6с выполненными на них кольцевыми канавками а П-образной формы и приводом для радиального раз- движения секторов, вьтолненным, например, в виде гидроцилиндра, состоящего из штока 7, на котором крепится сектор 6, поршня 8 и каналов 9 и 10 для подачи рабочего агента Црофиль П-образной формы кольцевых канавок « раздвижных секторов выполняется таким чтобы после сборки покрышки получить соответствующий контур подошвы борта Торцы внутренней эластичной оболочки 4 монтируются на фланцах 2 при помощи колец 11,-а торцы наружной оболочки - на секторах 6 при помощи сегментов 12
Сегменты 12 выполнены с пазами на боковых гранях для размещения не
последнем пазу пре/1ьш;ущего сегмента 12, установлена в первом противоположном пазу противоположно расположенного последующего сегмента.5 ил.
c
0
5
0 с Q.
5
растяжимых элементов 3 (фиг„2,5) и П-образной формы. Количество пазов выбрано четным. Гибкие элементы 3 образованы непрерьшной армирующей нитью 13, размещенной в пазах о , начало и конец которой соединены между собой по боковой грани в точке Г Четное количество пазов о на каждом сегменте 12 дает возможность армирзпощей нити 13, расположенной в последнем паву предыдущего сегмента, быть установленной в первом противоположном пазу противоположно расположенного сегмента, при этом образуются свободные зазоры между сегментами 12, которые, в свою очередь, позволяют сегментам 12 радиально перемещаться совместно с секторами 6„
Такое выполнение наружной цилиндрической оболочки позволяет оперативно демонтировать армирующую нить 13 из пазов 6 сегментов 12 и установить в них другую, длина которой соответствует требуемой величине раз- двига первой стадии, . провести перемонтаж.
Устройство работает следующим образомI
Перемещая фланцы 2, устанавливают
их в положение, соответствующее величине раздвига первой стадии, собирают корпус и устанавливают бортовые кольца (не показано). По окончании первой стадии сборки фиксируют последние секторами 6 их радиального перемещения до упора с каркасом в бортовые кольца. Подавая рабочий агент в эластичную оболочку 4 и одновременно сближая фланцы 2, осуществляют формование каркаса. Оболочка 4 принимает тороидальный профиль, ограниченный армирующей нитью 13. Обра- батьшают борта, удаляют воздух из. оболочки 4, сектора 6 отходят от бортов и покрышка снимается с устройства. Далее цикл повторяется
Формула изобретения
Устройство для сборки и формования покрьппек пневматических шин по авт.сВо К 1060496, о тличаю- щ е е с я тем, что, с целью упрощения изготовления наружной цилиндрической оболочки и обслуживания ее при эксплуатации устройства, сегменты выполнены П-образной формы с четным количеством пазов, размещенных
:
на их боковых гранях, а гибкие элементы образованы непрерывной армирующей нитью, размещенной в пазах, начало и конец которой соединены между собой, причем армирующая нить,расположенная в последнем пазу предыдущего сегмента, установлена в первом противоположном пазу противоположно расположенного последующего сегмента.
Фиг.1
А 4
12
CPU г. 2
в-В 1поз.6 условно не /7О/ азана)
13
фиг.
о п
фиг. 5
| Устройство для сборки и формования покрышек пневматических шин | 1982 |
|
SU1060496A1 |
