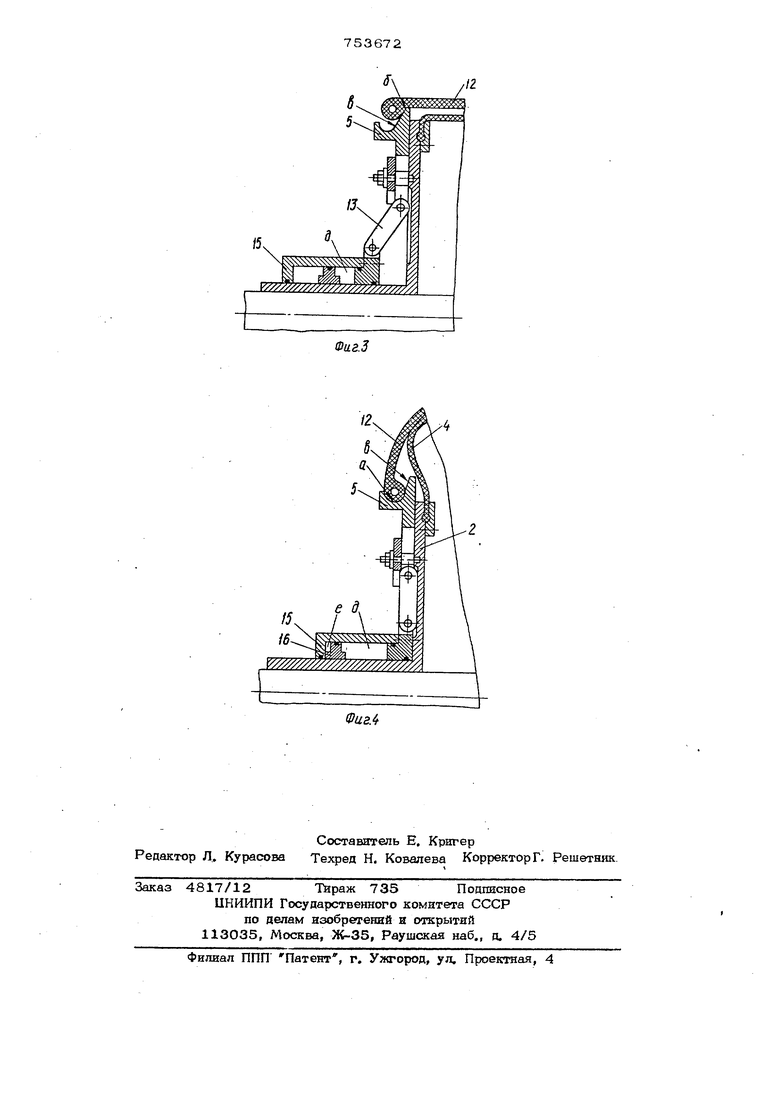
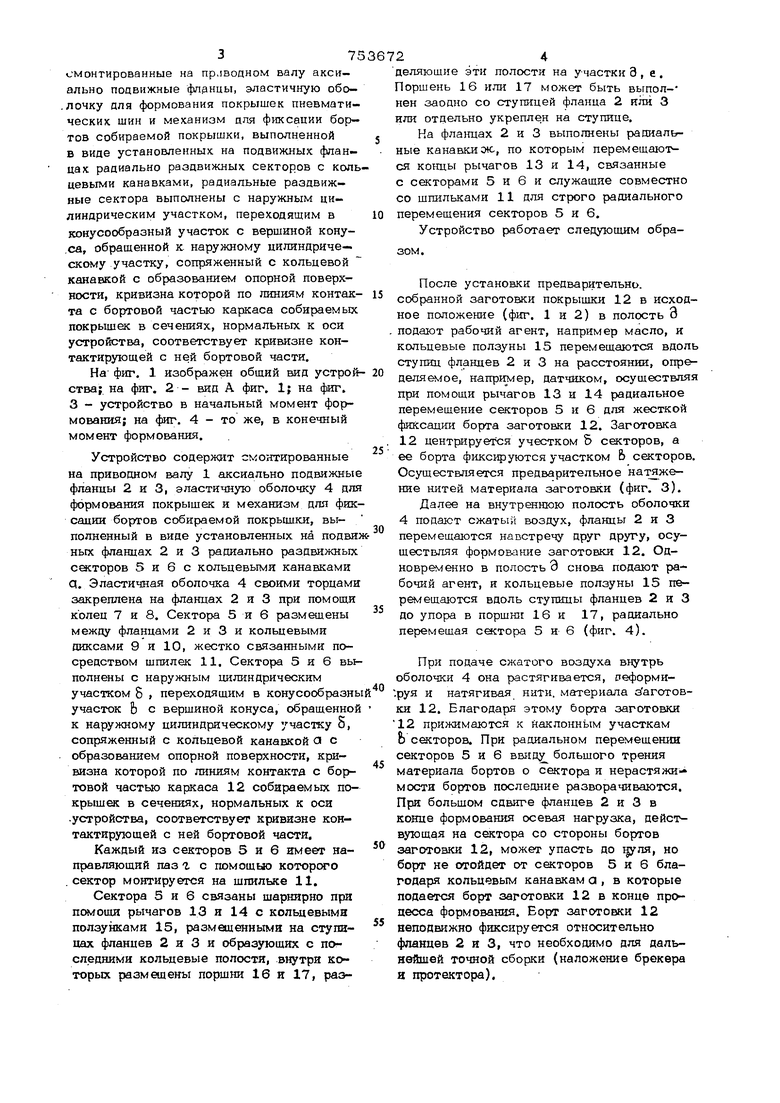
Изобретение относится к оборудовани для шинной промышленности и предназна чено для второй стадии сборки радиальных покрыщек. Известно устройство для сборки и формования покрышек пневматических ши содержащее смонтированные на привод. ном валу аксиально подвижные фланцы с закрепленной на них своими торцами v эластичной оболочкой и механизм для фиксации бортов заготовки, выполненный в виде установленных на аксиально подвижных, фланцах радиально подвижных секторов с колшевыми канавками для неподвижной фиксации борта заготовки покрышки относительно фланцев l, Отсутствие в известном устройстве средств принудительного разворота бортов при одновременной фиксации последних снижает качество собранных покрышек и приводит к повреждению бортовой зоны заготовки покрышки при формовании. Известно и другое устройство для формования покрышек -пневматических шин, содержащее смонтированные на приводном валу аксиально подвижные фланцы, эластичную оболочку для формования покрышек пневматических шин, и механизм для фиксации бортов собираемой покрышки, выполненный в виде установленных на подвижных фланцах радиально раздвижных секторов с кольцевыми канавками 2. В известном устройстве механизм для фиксации бортов собираемой покрышки имеет копирный шаблон и рычаги, одним концом взаимодействующие с копирным шаблоном, а другим концом шарнирно связанные с секторами. Недостатком этого устройства является сложность конструкции и его наладка. Целью изобретения является упрощение конструкцийустройства. Поставленная цель достигается тем, что в устройстве для формования покрышек пневматических шин, содержащем смонтированные на прлводном валу аксиально подвижные фланцы, эластичную обо. лочку для формования покрышек пневматических шин и механизм цля фиксации бортов собираемой покрышки, выполненной в виде установленных на подвижных фланцах радиально раздвижных секторов с кол цeвьпv и канавками, радиальные раздвижные сектора выполнены с наружным цилиндрическим участком, переходящим в конусообразный участок с вершиной кону,са, обращенной к наружному цилиндрическому участку, сопряженный с кольцевой канавкой с образованием опорной поверхности, кривизна которой по линиям контак та с бортовой частью каркаса собираемых покрышек в сечениях, нормальных к оси устройства, соответствует кривизне контактирующей с ней бортовой части. На фиг. 1 изображен общий вид устрой ства; на фиг. 2 - вид А фиг. 1; на фиг. 3 - устройство в начальный момент формования; на фиг. 4 - то же, в конечный момент формования. Устройство содержит смонтированные на приводном валу 1 аксиально подвижны фланцы 2 и 3, эластичную оболочку 4 дл формования покрышек и механизм длп фик сации бортов собираемой покрышки, выполненный в виде установленных на подви ных фланцах 2 и 3 радиально раздвижных секторов 5 и 6 с кольцевыми канавками а. Эластичная оболочка 4 своими торцами закреплена на фланцах 2 и 3 при помощи колец 7 и 8. Сектора 5 и 6 размешены между фланцами 2 и 3 и кольцевыми диксами 9 и 10, жестко связанными посредством шпилек 11. Сектора 5 и 6 вы полнены с наружным цилиндрическим участком 8 , переходящим в конусообразн участок Ь с вершиной конуса, обращенно к наружному цилиндрическому участку 5, сопряженный с кольцевой канавкой а с образованием опорной поверхности, кривизна которой по линиям контакта с бортовой частью каркаса 12 собираемых покрышек в сечениях, нормальных к оси .устройства, соотвеогствует кривизне контактирующей с ней бортовой части. Каждый из секторов 5 и б имеет направляющий паз 1 с помощью которого .сектор монтируется на шпильке 11. Сектора 5 и 6 связаны шарнирно при помощи рычагов 13 и 14 с кольцевыми ползу1асами 15, размещенными на ступицах фланцев 2 и 3 и образующих с паследними кольцевые полости, внутри которых размещены поршни 16 и 17, разделяюшие эти полости на участки Э , е . Поршень 16 или 17 может быть выполнен заодно со ступицей фланца 2 или 3 или отдельно укреплен на ступице. Ка фланцах 2 и 3 выполнены радиальные канавки ок., по которым перемещают ся концы рычагов 13 и 14, связанные с секторами 5 и 6 и служащие совместно со шпильками 11 для строго радиального перемещения секторов 5 и 6. Устройство работает следующим образом. После установки предварительно, собранной заготовки покрышки 12 в исходное положение (фиг. 1 и 2) в полость 3 подают рабочий агент, например масло, и кольцевые ползуны 15 перемещаются вдоль ступиц фланцев 2 и 3 на расстоянии, определяемое, например, датчиком, осуществляя при помоши рычагов 13 и 14 радиальное перемещение секторов 5 и 6 для жесткой фиксации борта заготовки 12. Заготовка 12 центрируется учестком S секторов, а ее борта фикс1фуются участком 6 секторов. Осуществляется предварительное натяжение нитей материала заготовки (фиг. 3). Далее на внутреннюю полость оболочки 4 подают сжатый воздух, фланцы 2 и 3 перемещаются навстречу друг другу, осуществляя формование заготовки 12. Одновременно в полость Э снова подают рабочий агент, и кольцевые ползуны 15 перемещаются вдоль ступицы фланцев 2 и 3 до упора в поршни 16 и 17, радиально перемешая состора 5 и 6 (фиг. 4). При подаче сжатого воздуха внутрь оболочки 4 она растягивается, пеформи.руя и натягивая нити, материала заготовки 12. Благодаря этому борта заготовки 12 прижимаются к наклонным участкам Ь секторов. При радиальном перемещении секторов 5 и 6 ввид большого трения материала бортов о сектора и нерастяжимости бортов последние разворачиваются. При большом сдвиге фланцев 2 и 3 в конце формования осевая нагрузка, действующая на сектора со стороны бортов заготовки 12, может упасть до 1|уля, но борт не отойдет от секторов 5 и 6 благодаря кольцевым канавкам а , в которые подается борт заготовки 12 в конце процесса формования. Борт заготовки 12 неподвижно фиксируется относительно фланцев 2 и 3, что необходимо для дальнейшей точной сборки (наложение брокера и протектора). По окончании формовагая н полной сборки покрьгшки оболочка 4 под аеКствнем вакуума складывается. Одновременно в полость е подают рабочий агент, и кольцевой ползун 15 перемещается вдоль ступицы фланцев 2 и 3 до упора в поршни 16 и 17. Сектора 5 и 6 радиально сжимаютс освобождая борта сформованной покрышки. После снятия покрышки фланцы 2 н 3 возвращаются в исходное положение. Далее цикл повторяется. Формула изобретения Устройство для фСрмованик .юкрышис пневматических шик, содержащее смонти рованные на приводном валу аксиально подвижные фланцы, эластичную оболочку . - для формования покрышек пневматических н и механизм для фиксации бортов со: бираемой покрышки, выполненные в виде I установленных на подвижных фланцах раS 52 7 4 / // / / I . л. . гУ 72 риально раздвижных секторов с кольцевыми канажами, отличающееся тем, что, с целью упрощения конструкции устройства, радиально раздвижные сектора выполнены с наружным цилиндрическим участком, переходящим в конусообразный с вершиной конуса, обращенной к наружному цили гдрическому участку, сопряженный с кольцевой кана1жой с образованием опорной поверхности, кривизна которой по линиям контакта с бортовой частыю каркаса собираемых покрышек в сечениях, нормальных к оса устройства, соответствует кривизне контактирующей с ней борТОБОЙ части. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N9 498180, кл. В 29 Н 17/16, j(y -tC7O XOV 08 07 74 2. Двторское свидетельство СССР - - - 1«т«аьство по заявке N9 2325494/23-05, кл. В 29 Н 17/16, 18.02.76. 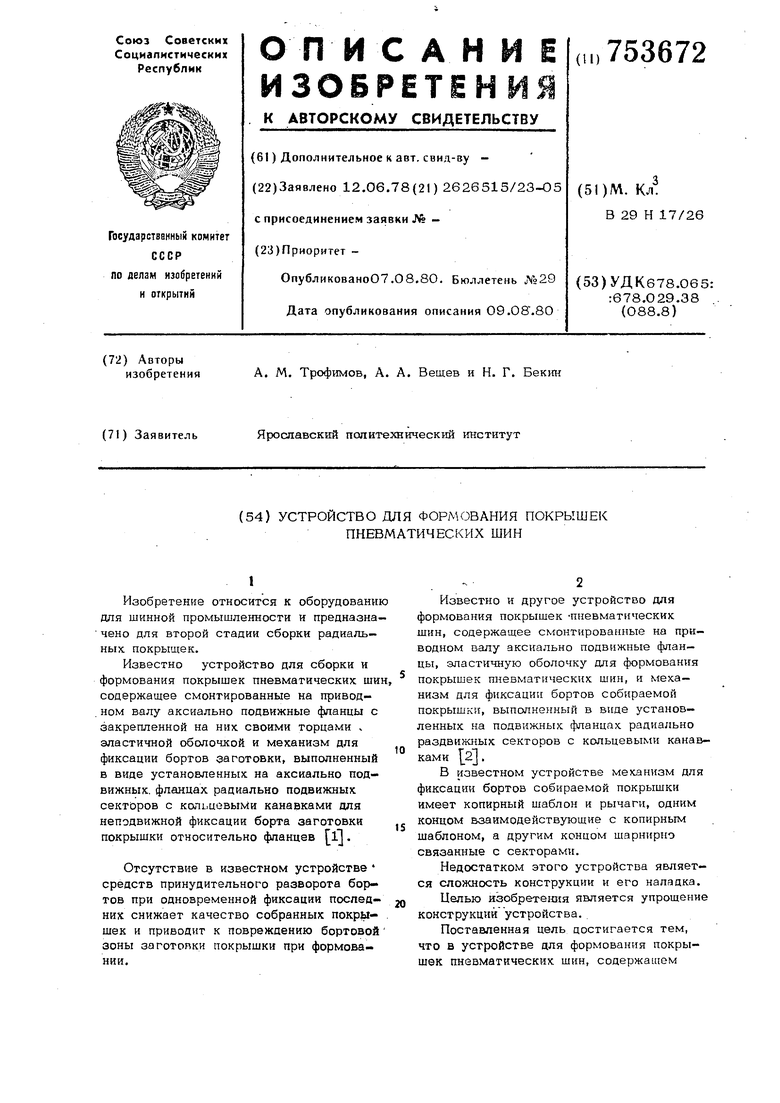
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и формованияпОКРышЕК пНЕВМАТичЕСКиХ шиН | 1979 |
|
SU804509A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011534C1 |
| Устройство для сборки и формования покрышек пневматических шин | 1982 |
|
SU1060496A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011533C1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1977 |
|
SU765008A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1987 |
|
SU1511137A2 |
| Устройство для сборки и формования покрышек пневматических шин | 1981 |
|
SU994299A2 |
| Барабан для сборки покрышек пневматических шин | 1971 |
|
SU452953A3 |
| Устройство для сборки и формования покрышек пневматических шин | 1989 |
|
SU1620327A2 |