Изобретение относится к гофрированию длинномерных материалов, в частности к оборудованию для изготовления изоляционных прокладок к двига- телям постоянного тока
Цель изобретения - повышение качества изделия о
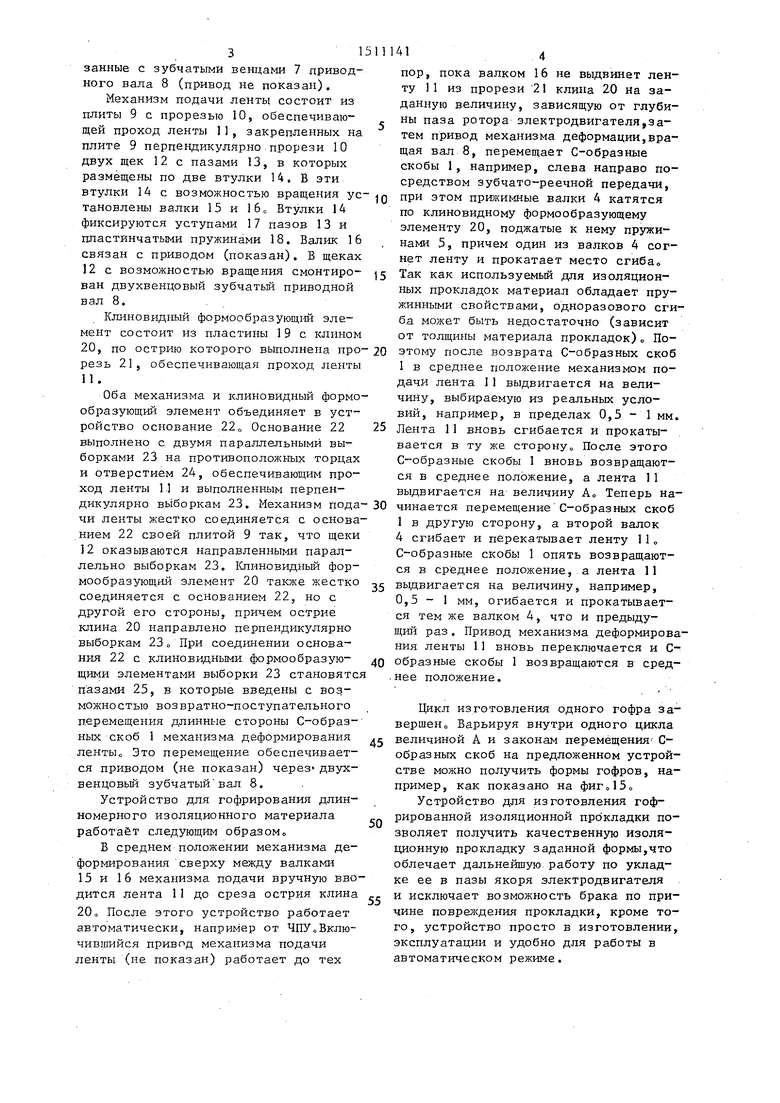
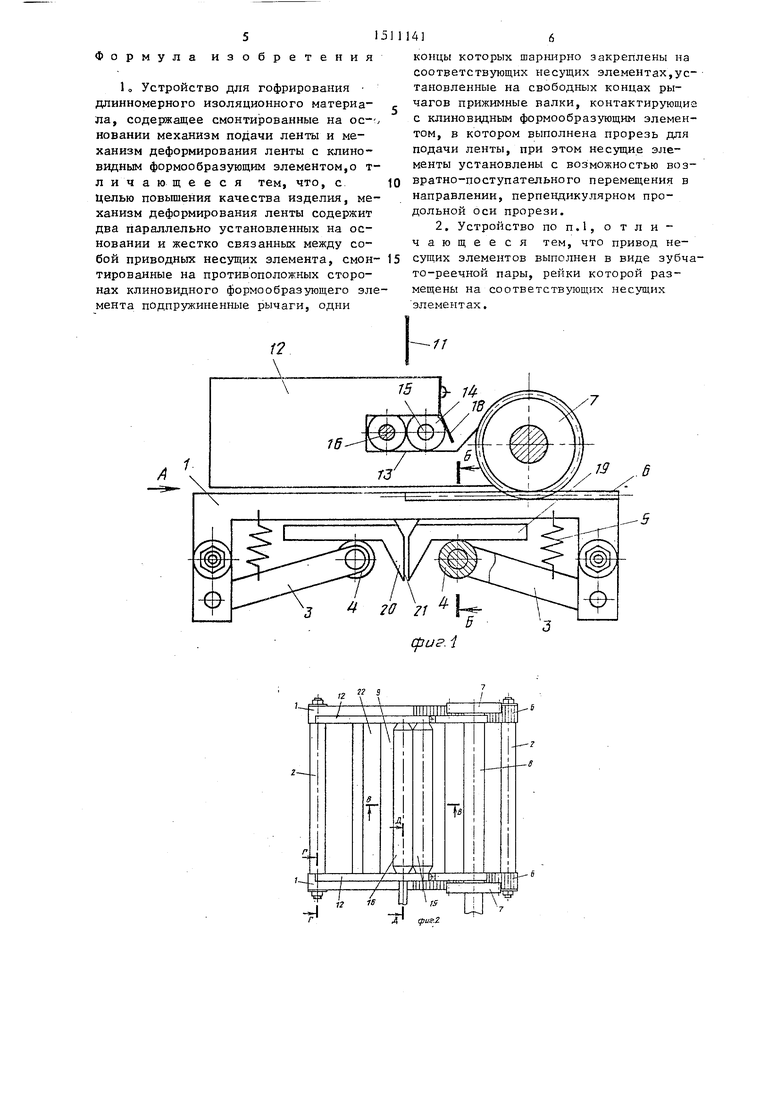
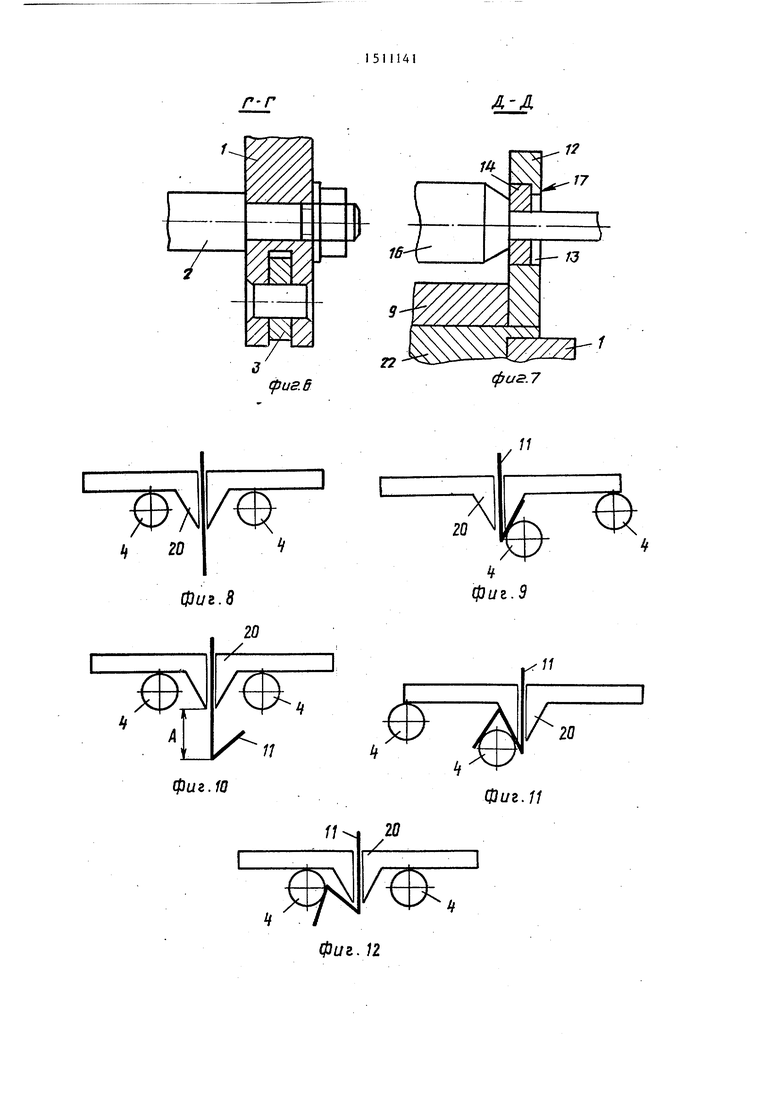
На фиго изображено предложенное устройство, общий вид; на фиг,2 - то же, вид в плане; на фиГоЗ - вид А на фиго1; на фиго4 - разрез Б-Б на фиг. 1; на фиг.5 - разрез В-В нафиго2; на фиг.6 - разрез Г-Г на фиг„2; на фиг о7 - разрез Д-Д на фиго2; на фиг,8 - момент введения ленты в прорезь; на фиг.9 - первый сгиб; на фиг.10 - подача ленты на величину А; на фиг.11 - образование гофра; на
фиг.12 - отвод прижимного валка; на
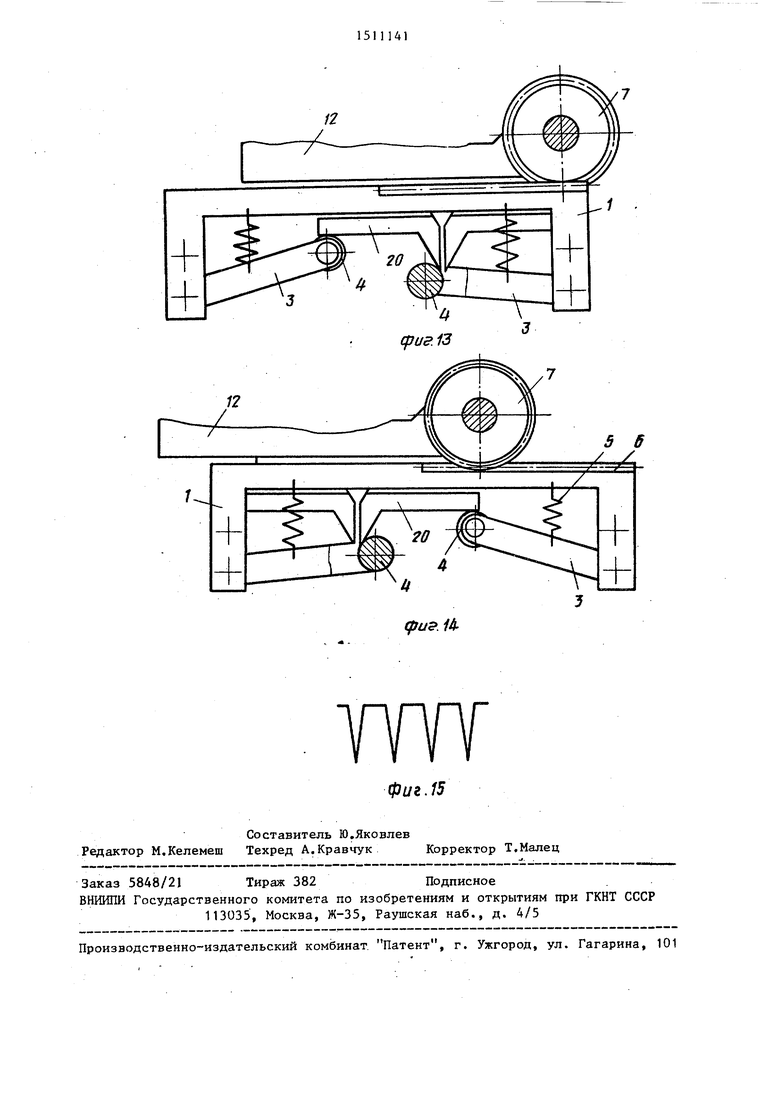
фигЛЗ - крайнее левое положение прижимных валков; на фиг,14 - крайнее правое положение прижимных валков; на фига15 - вариант выполнения формы гофров.
Устройство для гофрирования длинномерного изоляционного материала содер- жит механизм деформирования ленты, состоящий из двух несущих элементов . в виде параллельных С-образных скоб 1, жестко связанных стяжками 2 На ках С-образных скоб 1 шарнирно закреплены рычаги 3, несущие поворотные прижимные валки 4 о Рычаги 3 связаны с длинными сторонами С-образных скоб 1 пружинами 5„ На длинных сторонах С- образных скоб 1 нарезаны рейки 6,свяСП
31
занные с зубчатыми венцами 7 приводного вала 8 (привод не показан).
Механизм подачи ленты состоит из плиты 9 с прорезью 10, обеспечивающей проход ленты 11, закрепленных на плите 9 перпендикулярно.прорези 10 двух щек 12 с пазами 13, в которых размещены по две втулки 14. В эти втулки 14 с возможностью вращения ус тановлены валки 15 и 16, Втулки 14 фиксируются уступами 17 пазов 13 и пластинчатыми пружинами 18. Валик 16 связан с приводом (показан). В щеках 12 с возможностью вращения смонтиро- ван двухвенцоБЫй зубчатьй приводной вал 8, .
Клиновидный формообразующий элемент состоит из пластины 19 с клином 20, по острию которого выполнепа про резь 21, обеспечивающая проход ленты П.
Оба механизма и клиновидный формообразующий элемент объединяет в устройство основание 22о Основание 22 выполнено с двумя параллельными выборками 23 на противоположных торцах и отверстием 24, обеспечивающим проход ленты 1 -1 и выполненным перпендикулярно выборкам 23. Механизм пода чи ленты жестко соединяется с основанием 22 своей плитой 9 так, что щеки 12 оказываются направленными параллельно выборкам 23. Клиновидньй формообразующий элемент 20 также жестко соединяется с основанием 22, но с другой его стороны, причем острие клина 20 направлено перпендикулярно выборкам 23 о При соединении основа- ния 22 с клиновидными формообразую- щими элементами выборки 23 становятс пазами 25, в которые введены с воэ.- можностью возвратно-поступательного перемещения длинные стороны С-образных скоб 1 механизма деформирования лентЫо Это перемещение обеспечивается приводом (не показан) через двух- венцовьй зубчатый вал 8.
Устройство для гофрирования длинномерного изоляционного материала работает следующим образом
В среднем положении механизма деформирования сверху между валками 15 и 16 механизма подачи вручную вводится лента 11 до среза острия клина 20о После этого устройство работает автоматически, например от ЧПУ,,Включившийся привод механизма подачи ленты (не показан) работает до тех
Q
0
5 30 д ,,
0
14
пор, пока валком 16 не выдвинет ленту 11 из прорези 21 клина 20 на заданную величину, зависящую от глубины паза ротора электродвигателя,затем привод механизма деформации,вращая вал 8, перемещает С-образные скобы 1, например, слева направо посредством зубчато-реечной передачи, при этом прижи14ныв валки 4 катятся по клиновидному формообразующему элементу 20, поджатые к нему пружинами 5, причем один из валков 4 согнет ленту и прокатает место сгиба Так как используемьш для изоляционных прокладок материал обладает пружинными свойствами, одноразового сгиба может быть недостаточно (зависит от толщины материала прокладок)„ Поэтому после возврата С-образных скоб I в среднее положение механизмом подачи лента 11 выдвигается на величину, выбираемую из реальных условий, например, в пределах 0,5 - 1 мм. Лента 11 вновь сгибается и прокатывается в ту же сторонуо После этого С-образные скобы I вновь возвращаются в среднее положение, а лента 11 выдвигается на величину А Теперь начинается перемещение С-образных скоб 1 в другую сторону, а второй валок 4 сгибает и перекатывает ленту 11„ С-образные скобы 1 опять возвращаются в среднее положение, а лента 11 выдвигается на величину, например, 0,5-1 мм, огибается и прокатывается тем же валком 4, что и предыдущий раз. Привод механизма деформирования ленты 11 вновь переключается и С- образные скобы 1 возвращаются в среднее положение.
Цикл изготовления одного гофра завершен о Варьируя внутри одного цикла величиной А и законам перемещения С- образных скоб на предложенном устройстве можно получить формы гофров, например, как показано на
Устройство для изготовления гофрированной изоляционной про кладки позволяет получить качественную изоляционную прокладку заданной формы,что облечает дальнейщую работу по укладке ее в пазы якоря электродвигателя и исключает возможность брака по причине поврелодения прокладки, кроме того, устройство просто в изготовлении, эксплуатации и удобно для работы в автоматическом режиме.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ЛЕНТЫ | 1995 |
|
RU2080948C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩИХ ПЛАСТИН АЛЮМИНИЕВОГО РАДИАТОРА | 1999 |
|
RU2164187C2 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1070631A1 |
| Устройство для изготовления пазовых изоляционных гильз | 1989 |
|
SU1690099A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕМЕННО-ГОФРИРОВАННЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2451570C9 |
| Устройство для изготовления гофрированной зубцовой зоны электрической машины | 1981 |
|
SU964871A1 |
| Устройство для изготовления сотового заполнителя | 1981 |
|
SU1013057A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СГИБАНИЯ ПОЛОТНА МАТЕРИАЛА | 2019 |
|
RU2776285C2 |
Изобретение относится к электротехнике и может быть использовано при изготовлении двигателей постоянного тока. Оно обеспечивает повышение качества гофрированной изоляционной прокладки. Устройство состоит из основания и укрепленных на нем механизмов деформирования и подачи ленты, а также клиновидного формообразующего элемента. Механизм деформирования выполнен с возможностью возвратно-поступательного перемещения относительно клиновидного формообразующего элемента. Два поворотных валка этого механизма катятся по поверхности клиновидного формообразующего элемента, сгибают и прокатывают ленту, выдвигаемую из прорези, идущей по острию клина этого элемента. За счет подвижности механизма деформации лента может сгибаться валками в две стороны, а высота гофра обеспечивается работой механизма подачи ленты. Имеются также рычаги на пружинах, валки подачи во втулках в пазах двух щек. 1 з.п. ф-лы, 15 ил.
CflU. i
12
ВиЭА
12
12
Г Г
7
CfJUS.6
li 20
фиг.В
/
и
фиг. 10
П- 20
ж
фиг. 12
Л Л
12
т
17
16ГЗ
22
фи5.7
11
20
Ч- фиг.9
11
20
фиг.11
W
TYYT
| Патент Франции № 1589517, кл | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
