Изобретение относится к области машиностроения и может быть использовано при изготовлении пазовых изоляционных гильз прямого сечения из ленты.
Цель изобретения - улучшение качества путем получения гильз заданной геометрической формы, а также расширение технологических возможностей путем изготовления изоляционных гильз различных типоразмеров.
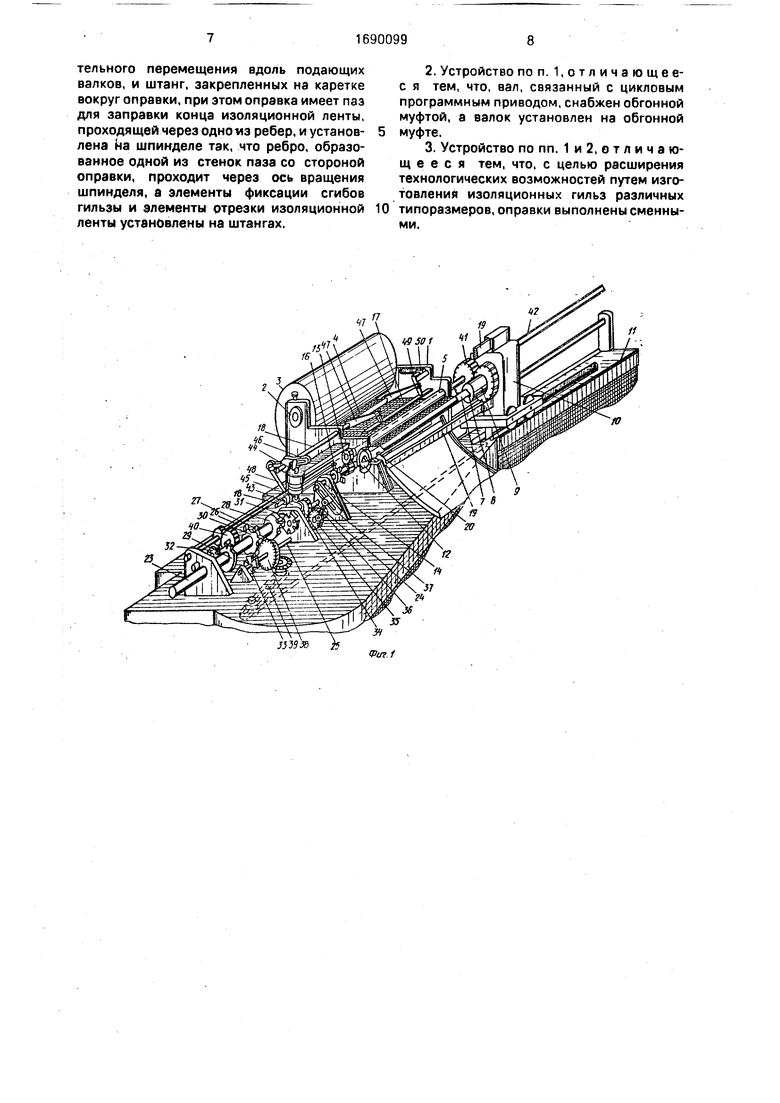
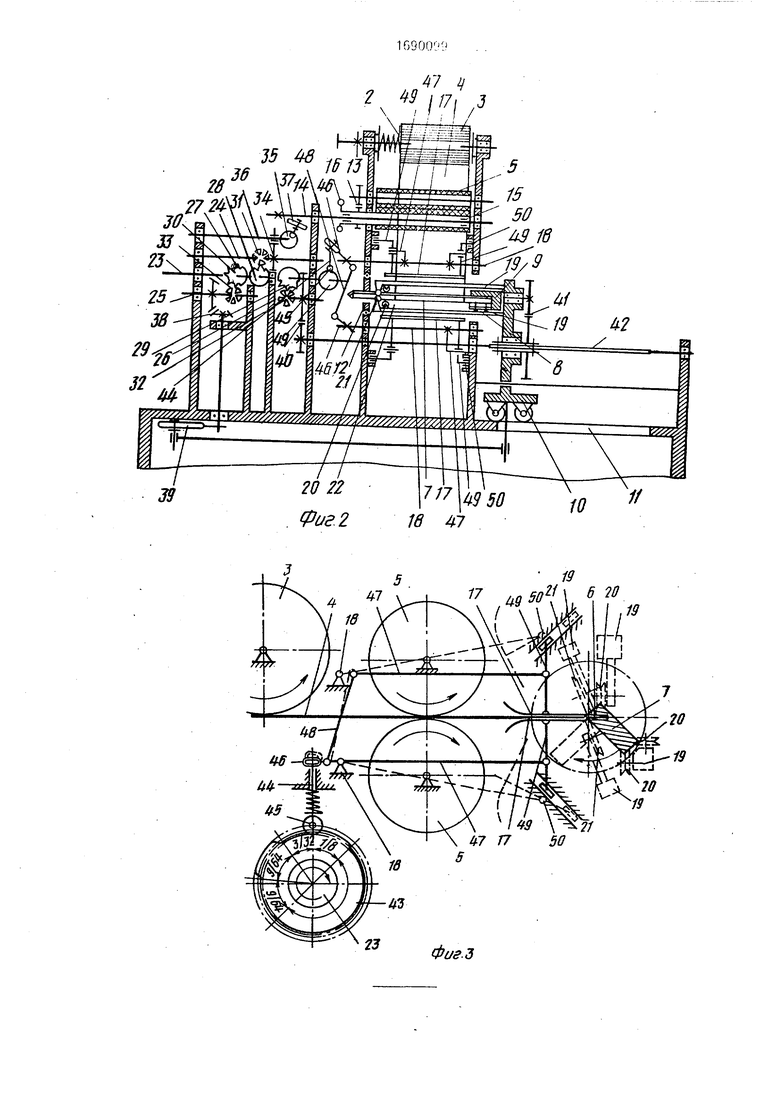
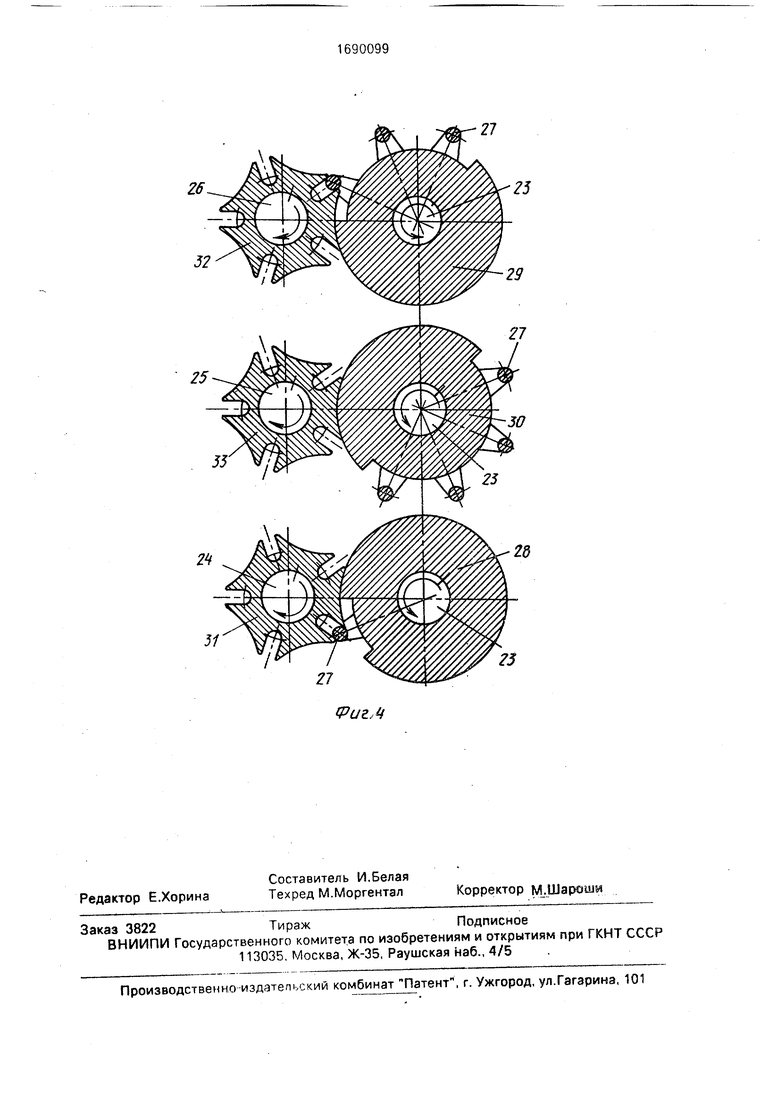
На фиг. 1 показано устройство, общий вид; на фиг. 2 - принципиальная кинематическая схема устройства; на фиг. 3 - принципиальная кинематическая схема заправки и торможения изоляционной ленты; на фиг. 4 - изображены пары кинематической связи типа мальтийского креста.
На корпусе 1 с помощью подпружиненных упоров 2 установлена бобина 3 с изоляционной лентой 4, конец которой пропущен между подающими валками 5 механизма подачи изоляционной ленты и размещен в щели 6, выполненной на одном из ребер оправки 7 механизма формирования изоля- онной гильзы. Оправка консольно закреплена в продольном граненом пазу 8 шпинделя 9, установленного с возможностью вращения на каретке 10, размещенной с возможностью возвратно-поступательного движения по направляющим 11 Одно из ребер паза 8 шпинделя совмещено с осью вращения
Os Ю О
о о ю
шпинделя, оправка 7 укреплена в пазу шпинделя таким образом, что ее ребро, на котором выполнена щель, совмещено с ребром паза 8, совмещенного с осью вращения шпинделя. Свободный конец оправки в рабочем положении пропущен в ответное гнездо опорного элемента 12, установленного с возможностью свободного вращения в корпусе 1, для чего на одном конце оправки имеется участок, соответствующий пазу 8 шпинделя, на другом - участок, соответствующий ответному гнезду в опорном элементе 12. Подающие валки 5 размещены в корпусе 1 перед оправкой 7 и кинематически связаны между собой посредством шестерен 13, а один из валков установлен на ведущем валу 14, с которым кинематически связан при помощи обгонных муфт 15, и снабжен штурвалом 16 ручной подачи изоляционной яенты. Между подающими валками 5 и оправкой 7 установлен механизм заправки и торможения изоляционной ленты, выполненный в виде плоских поперечных прижимных планок 17, шарнирно сочлененных с ведущими валами 18. На подвижной каретке, параллельной оси враще- ния оправки 7, консольно закреплены штанги 19, по свободным концам которых закреплены полуоси с установленными на них с возможностью свободного вращения элементами 20 фиксации (проглаживания) продольных сгибок изоляционной гильзы и элементами 21 отрезки гильзы от ленты. Элементы 20 фиксации выполнены в виде роликов с желобчатой V-образной образующей поверхностью, а элементы 21 отрезки - в виде роликовых ножей. В районе исходного положения элементов 20 фиксации на корпусе 1 установлены нагревательные элементы 22 подогрева элементов 20 фиксации.
Цикловой программный и приводной механизмы объединены между собой и содержат приводной вал 23, ведущий вал 24 механизма подачи изоляционной ленты, ведущие валы 18 механизма заправки и торможения изоляционной ленты и размещения ее конца в щели оправки, ведущий вал 25 механизма движения каретки и ведущий вал 26 механизма вращения шпинделя.
Приводной вал 23 и ведущие валы 24,25 и 26 связаны между собой посредством пар кинематической связи, выполненных в виде пар 27, типа мальтийского креста. При этом ведущие элементы этих пар жестко закреплены на приводном валу 23, выполнены восьмисекторными и снабжены водилами, расположенными по секторам, причем ведущий элемент 28 механизации подачи снабжен одним водилом. ведущий элемент
29 механизма формирования, а именно вращения шпинделя - тремя водилами, ведущий элемент 30 механизмами перемещения каретки - четырьмя водилами, а ведомые
элементы выполнены в виде пятилучевых мальтийских крестов 31, 32, 33, каждый из которых жестко закреплен на ведущем валу соответствующего механизма. Ведущий вал 24 механизма подачи состоит из двух частей
0 14 и 24, кинематически связанных между собой посредством шестеренчатой пары 34, кривошипно-шатунного механизма 35, жестко закрепленного на промежуточном валу 36, и регулировочного рычага 37, жестко за5 крепленного на ведущем валу 14. Ведущий вал 25 движения каретки кинематически связан с кареткой посредством конической шестеренчатой пары 38 и кривошипно-шатунного механизма 39. Ведущий вал 26 вра0 щения шпинделя кинематически связан со шпинделем посредством шестеренчатых пар 40 и 41 и шлицевого вала 42. На приводном валу 23 жестко закреплен кулачковый элемент 43 механизма торможения изоля5 ционной ленты, кинематически связанный
посредством подпружиненного штока 44,
снабженного роликом 45, и коромыслом 46
. с ведущими валами 18, на которых жестко
закреплены ведущие рычаги 47, шарнирно
0 связанные между собой посредством тяги 48 и с отводными рычагами 49 планок 17, снабженными ползунами 50.
Устройство работает следующим образом.
5 Вращением вручную штурвала 16 конец изоляционной ленты 4 пропускают между валками 5, между планками 17 в щель 6 оправки 7 на глубину, равную ширине одной из замыкающих кромок изоляционной гиль0 зы, и включают устройство, приводя во вращение приводной вал 23. При этом изоляционная лента наматывается на вращающуюся совместно со шпинделем 9 оправку 7, которая через посредство мальтийской
5 пары элементов 29 и 32 и шестеренчатых пар 40 и 41 совершает полный оборот в течение 3/8 оборота приводного вала 23 (3/5 оборота ведущего вала 26), В это же время, в течение первых 3/32 оборота при0 водного вала 23 (3/20 оборота ведущего вала 26, 1/4 оборота шпинделя) кулачковый элемент 43, установленный на приводном валу 23, плотно сжимает прижимными планками 17 конец изоляционной ленты.
5 удерживая его в щели оправки, лента поступательно не движется, образуется сгиб замыкающей кромки. Затем планки отодвигаются за пределы области вращения оправки, оставаясь в этом положении в течение следующих 9/64 оборота приводного вала 23 (9/40 оборота ведущего вала 26, 3/8 оборота шпинделя), после чего планки вновь сжимаюгленту для обеспечения плотной ее намотки на оправку за счет натяга ленты, оставаясь в этом положении до прекращения вращения шпинделя, т.е. в течение последующих 9/64 оборота приводного вала 23 (9/40 оборота ведущего вала 26,3/8 оборота шпинделя), а в течение следующей 1/2 оборота приводного вала 23 вновь плотно зажимают ленту. В это время происходит 4/5 оборота ведущего вала 25 механизма движения каретки, которая за счет работы шестеренчатой пары 38 и кривошипно-ша- тунного механизма 39 совершает возвратно-поступательное движение, т.е. каретка извлекает оправку из сформированной гильзы и возвращает ее в исходное положение. При этом в процессе извлечения оправки из гильзы сама гильза остается неподвижной, так как лента зажата планками 17, торец гильзы упирается в упор, а по ее трем продольным сгибам снаружи прокатываются ролики 20 элементов проглажива- ния, установленные на перемещающихся совместное кареткой штангах 19, а в промежутке между оправкой и прижимными планками следом за элементами проглаживания перемещаются элементы 21 отрезки гильзы от ленты, также установленные на одной из штанг 19. К моменту полного выдвижения оправки из гильз сгибы гильзы окажутся проглаженными по всей длине, а гильза, отрезанная от ленты, выпадает в приемник, после чего оправка возвращается в исходное положение. Наконец в момент совершения приводным валом 23 последней 1/8 оборота (1 /5 оборота ведущего вала 24 механизма подачи ленты) промежуточный вал 36 за счет шестеренчатой пары 34 совершает полный оборот, а ведущий вал 14 валка 5 за счет кривошипно-шатунного механизма 35 с регулировочным рычагом 37 совершает колебательное движение в одном и другом направлении на некоторую часть оборота, обусловленную необходимой величиной подачи ленты, равной ширине замыкающей кромки гильзы. При этом ведущий вал 14 поворачивает подающий валок только в одном направлении, т.е. в сторону подачи, оставляя его неподвижным, когда вращается в обратную сторону, что обеспечивается обгонными муфтами 15. За это время, т.е. за указанную 1/8 оборота приводного вала 23, прижимные планки 17, в самый первоначальный момент разошедшиеся на некоторую величину, остаются в этом положении в течение всего времени подачи, давая возможность свободного прохода изоляционной ленты между планками, являясь в то же
время направляющими для заправки конца ленты в щель оправки.
На этом цикл изготовления изоляционной гильзы заканчивается, и все повторяется сначала, за исключением того, что теперь конец ленты подается в щель оправки автоматически. При этом цикловой программный механизм, включающий пары мальтийского креста исключает наложение
0 одна на другую операций подачи, намотки и приглаживания-отрезки, запирая два других механизма, когда работает один из них, обеспечивая четкую последовательность работы указанных механизмов.
5 Данное устройство обеспечивает высокое качество изготовления изоляционных гильз за счет получения четких продольных изгибов гильзы, точного соответствия параметров поперечного сечения гильзы пара0 метрами поперечного сечения катушки статора, так как изготовляется на оправке поперечное сечение которой аналогично поперечному сечению катушки. Кроме того, возможно изготовление изоляционных
5 гильз различных типоразмеров путем несложной переналадки устройства (замена оправки одного типоразмера оправкой другого типоразмера и подрегулировки величины автоматической подачи конца ленты в
0 щель оправки), а также изготоаления изоляционных гильз из материалов различной пластичности и упругости.
35
Формула изобретения
1. Устройство для изготовления пазовых изоляционных гильз, содержащее основание и размещенные на нем механизм подачи изоляционной ленты, включающий
0 подающие валки и валы, один из которых связан с цикловым программным приводом, механизм формирования изоляционной гильзы, элементы фиксации сгибов гильзы и элементы отрезки изоляционной ленты, о т5 личающееся тем, что, с целью повышения качества путем получения гильз заданной геометрической формы, оно снабжено механизмом заправки и торможения изоляционной ленты, установленным между ме0 ханизмом подачи изоляционной ленты и механизмом формирования гильзы и выполненным в виде пары планок, размещенных по обе стороны от плоскости подачи изоляционной ленты с возможностью воз5-вратно-поступательного перемещения относительно нее, механизм формирования изоляционной гильзы выполнен в виде шпинделя, несущего оправку прямоугольной формы и закрепленного на каретке, имеющей возможность воэврзтно-поступательного перемещения вдоль подающих валков, и штанг, закрепленных на каретке вокруг оправки, при этом оправка имеет паз для заправки конца изоляционной ленты, проходящей через одно из ребер, и установлена на шпинделе так, что ребро, образованное одной из стенок паза со стороной оправки, проходит через ось вращения шпинделя, а элементы фиксации сгибов гильзы и элементы отрезки изоляционной ленты установлены на штангах.
0
2.Устройство по п. 1,отличающее- с я тем, что, вал, связанный с цикловым программным приводом, снабжен обгонной муфтой, а валок установлен на обгонной муфте.
3.Устройство по пп. 1 и 2, о т л и ч а ю- щ е е с я тем, что, с целью расширения технологических возможностей путем изготовления изоляционных гильз различных типоразмеров, оправки выполнены сменными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ниточный автомат для крестовой намотки швейных и тому подобных ниток на бумажные патроны | 1951 |
|
SU98070A1 |
| СИСТЕМА ДЛЯ НАМОТКИ КИНОПЛЕНКИ НА БОБИНЫ | 1964 |
|
SU164203A1 |
| Линия продольного раскроя рулонного материала | 1989 |
|
SU1650543A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство для изготовления ватных пробок | 1980 |
|
SU878702A1 |
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1984 |
|
SU1218422A1 |
| Машина для изготовления, например, квадратных трубок, склеенных из бумажной ленты | 1958 |
|
SU117884A1 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРЯМОЙ И ПРОФИЛЬНОЙ ОТРЕЗКИ МЕРНЫХ ТРУБ ДВУМЯ РЕЗАКАМИ | 1970 |
|
SU271285A1 |
Изобретение относится к области электромашиностроения и может быть использовано при изготовлении пазовых изоляционных гильз прямоугольного сечения из ленты. Цель изобретения - повыше-4 ние качества путем получения гильз заданной геометрической формы. Устройство снабжено механизмом заправки и торможения изоляционной ленты, который имеет две планки, размещенные с двух сторон от плоскости подачи ленты с возможностью возвратно-поступательного перемещения относительно нее, а механизм формирования изоляционной гильзы выполнен в виде шпинделя с оправкой прямоугольной формы, установленного на каретке, которая перемещается вдоль подающих валков, и штанг, закрепленных на каретке вокруг оправки. Оправка имеет паз для заправки изоляционной ленты, проходящей через одно из ребер оправки, которое проходит через ось вращения шпинделя. Возможна также ручная заправка ленты. Для изготовления изоляционных гильз различных типоразмеров оправки выполнены сменными. 2 з.п. ф-лы, 4 ил. сл с
№
15
47
гз
JJ35JB &
47
П
11
to
Ри 1
Јгпф
ft
01
& 91
h
ы(Ю591
ггп&
ВЈ
26
24
31
Z7
ФигЛ
21
гь
25
| Способ изготовления и установки изоляционных гильз в пазы магнитопроводов электрических машин и устройство для его осуществления | 1986 |
|
SU1399858A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
