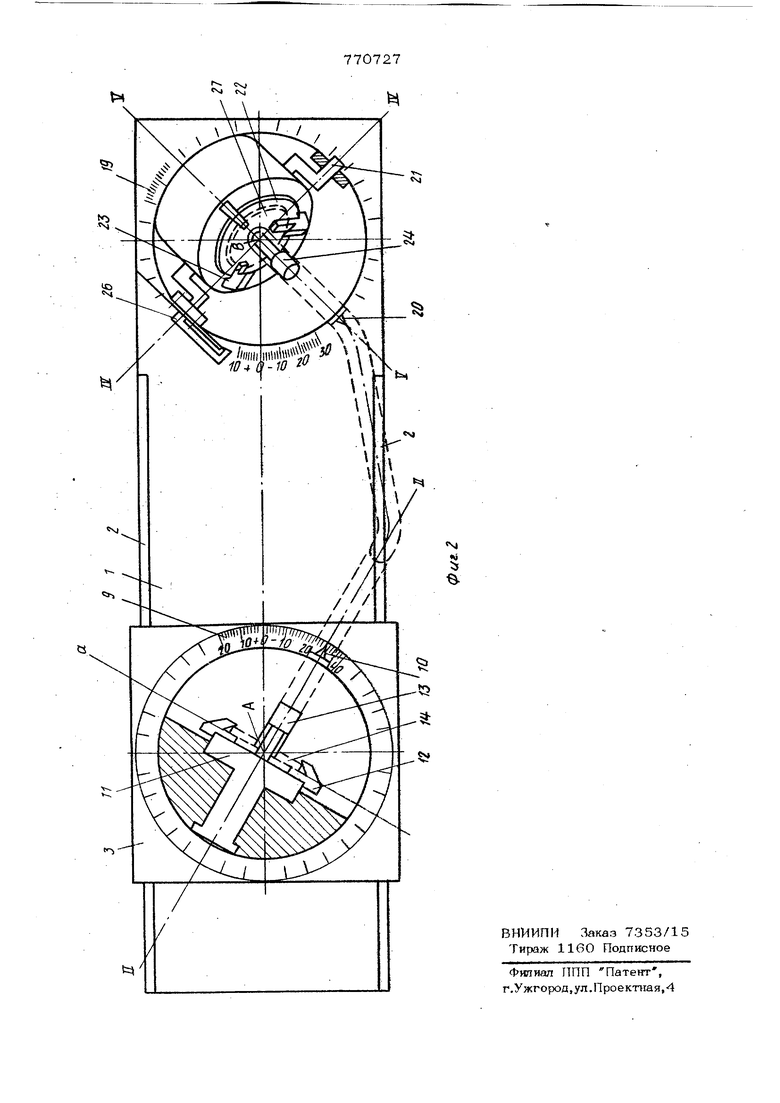
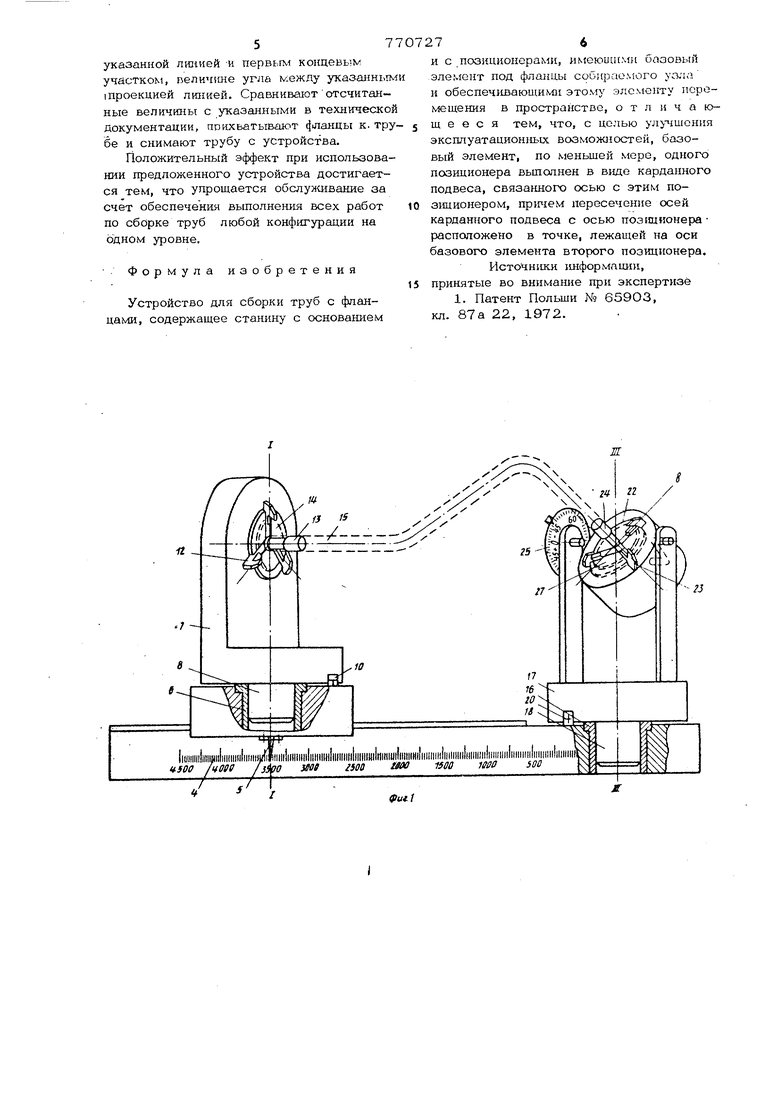
Устройство для сборки труб с фланцами преоиазначено цля применения в технологическом пронзвоастве и может . быть использовано в различных отраслясх машиностроения. Известно устройство для сборки труб с фланцами, содержащее станину с основанием и с позиционерами, имеющими базовый элемент под фланцы собираемого узла, и обеспечивающими ему перемещени в пространстве fll. Недостатком известного устройства является то, что при сборке расстояние между фла 1дами может достигать больши размеров, значит и планшайбы устанавливают одну выше другой на эту величину и на эту же величину нужно перемещать обслуживающий персонал. Целью изобретения является улучшение его эксплуатационных возможностей. Цель достигается тем, что базовый . элемент, по меньшей мг,ре, ошшго позиционера выполнен в вицо карданного подвеса, связанного осью с этим пооиционе- ром, причем пересечение осей карданного подвеса с осью позиционера распелоя ено в точке, лежащей на одной горизонтальной оси с базовым элементом второго позиционера. На фиг. 1 изобрамсено устройство с фла1щами и трубой; на фиг. 2 - устройство, вид сверху. Устройство состоит из станины с горизонтальным основанием 1 с направляющими 2. На направляющих 2 размещена каретка 3, имеющая возможность перемещения от привода (на фигурах не по казан) вдоль основания 1. Для определения величины перемещения предназначена линейная шкала 4, нанесенная на основании, и указатель 5, прикрепленный к каретке 3. На каретке 3 в подшипниковом узле 6 установлен позиционер 7, выполненный в виде СТОЙКИ с цапфой S в ita-.fiней части. Позиционер 7 имеет возможность свободного вращения вокруг вер- .тш альной оси Т-I подшипникового узла 6. Для определения велич1шы поворо377та позиционера 7 преоназначеига угловая шкапа 9, ншюсенная на каретке 3, и указатель 1О, прикрепленный к позиционеру 7. На позиционере 7 размещен базовый элемент, состоящий из планшайбы 11, зажимных кулачков 12 и раз жимного приспособления 13. Планшайба 11 установлена так, что ее ось П-П перпендикулярна оси Г-Г вращения позиционера и пересекается с ней в точке А. На торцовой по- верхлости планшайбы II предусмотрены три зажимные кулачка 12 для соосного с планшайбой крепления фланца 14. Кулачки имеют возможность синхронного возвратно-поступательного перемещения о привода в радиальных направлениях. Рабочие элементы кулачке 12 выполнены в виде призм и одинаковые i-рани их образуют рабочую плоскость а, перпендикулярную к оси И-II и проходящую через точку А. Соосно планшайбе 11 в ее центральном гнезде закреплено разжим- ное приспособление 13 для соосной с планшайбой центровки собираемой трубы 15. На основании 1 в подшипниковом узле 16 установлен второй позиционер 17, выполненный в виде двух стоек с цапфой 18 в нижней части. Позиционер 17 имеет возможность свободасго вращения вокруг вертикальной оси lU-lH подшипникового уз ла 10. Для определения величины поворота п зиционера 17 предназначена угловая шкала 19, нанесенная на основании 1, и указ тель 20, прикрепленный к позиционеру 17 Между стойками позиционера 17 на проу шинах 21 смонтирован базовый элемент в виде карданного подвеса, состоящий из планшайбы 22 с такими же, как и у план шайбы 11, зажимными кулачками 23 и разжимного приспособления 24. Планшайба 22 имеет возможность свобош ого нак лона вокруг горизонтальной оси 1У-1У проушин 21. Для определения величины наклона преш азначена градусная шкала 25, пр -1крепленная к позиционеру, и указатедь 26, ппякрепленный к планшайбе. Ось У-У планшайбы 22 перпендикулярна горизонтальной оси 1У-1У, Оси lU-JIf, IV-iy пересекаются в точке В, располо 1 енной в центре рабочей плоскости В зажимных кулачков 23. Кроме того, точк В расположена над основанием на одинаковой с точкой Авысоте, удобной для обслуживания. При этом линия, соединяюшая точки А и В, параллельна направ ляющим основания. Устройство работает следующим, образом. 7 В зажикшые кулачки 12 планшайбы 11 устанавливают фланец 14 и включают привод перемещения кулачков 12, которые сближаясь, ориентируют фланец 14 так, что его ось совпадает с осью гшаншайбы, а привалочная плоскость совмещается с рабочей плоскостью а и закрепляют фланец в планшайбе 11. Затем, перейдя по полу вдоль основания от планшайбы 11 до планшайбы 22, аналогично устанавливают и закрепля)С)Т (фланец 27 в планшайбе 22. Конец трубы 15 насажиьают на разжимное приспособление 13 планшайбы 11, продвигают во 4 1анец 14 до упора в рабочую плоскость а и включают привод разжикшого приспособления 13. За счет изгибающего момента, во никающего при взаимодействия paзжй шo го приспособления 13 со стенкой трубы 15, труба отцентруется соосно планшайбе ll и перпендикулярно рабочей плоскости а, а следовательно, соосно и перпендикулярно фланцу 14. Затем, перейдя по полу вдоль основания к свободному концу трубы 15, поворачивая трубу вместе с планшайбой. 11 и позиционером 7 вокруг вертикальной оси I-T подшипникового узла 6 и, включив привод перемещеийя каретк 3, похшодят свободный конец трубы в зону пладиайбы 22 и насаживают на разжимное приспособление 24 до упора в рабочую.плоскость в. Включак т привод, разжимного приспособления 24. За счет изгибающего момента, возникающего при взаимодействии разжимного приспос.обления 24 с стенками трубы, планшайба 22 наклонится вокруг горизонталы-той оси 1У-1У, а позиционер 17 вместе с планшайбой 22 - вокруг- вертикальной оск подшипник ОБОГО узла 16 и конец трубы 15 отцентруется соосно планшайбе 22 и перпендикулярно фг1анцу 27. При любых перемещениях, поворотах и наклоне планшайб, вьтолняемых для труб различной конфигурации, точки А и В всегда остаются на одном постоянном уровне от основания на ЛШ1КИ, не изменяющей своего положения, что упрощает обслуживание. По шкалам и указателям отсчитывают величины: перемещения каретки 3, поворота Позиционера 7, наклона планшайбы 22 и поворота позиционера 17, равные соответственно: длине линии, с.оединяющей концы прямьрс концевых участков трубы, величине угла между указаьшой длиной и первым концеьым участком, величине угла между вторым концевьгм участком и проекцией его на плоскость, образованную указанной лш1ией -и первым концевые участком, пелич ше угла между yxasanHbnv 1 проекцией лшшей. Сравниваютотсчитанные величины с указанными в технической документации, прихватывают 4Ланцы к. тру бе и снимают трубу с устройства. Положительный эффект при использовании предложенного устройства достигается тем, что упрощается обслуясивание за счет обеспечения выполнения всех работ по сборке труб любой конфигурации на одном уровне. Формула изобретения Устройство для сборки труб с фланцами, содержащее станину с основанием 7 76 и с позиционерами, имеюи1имн базовый элемент под флапаы собираемого узла и обеспечивающими этому элементу перемещения в пространстве, отличающееся тем, что, с целью улучшения эксплуатационщик возможностей, базовый элемент, по меньщей мере, одного позиционера вьшолнен в виде карданного подвеса, связанного осью с этим по31щионером, npmieM пересечение осей карданного подвеса с осью позщионера расположено в точке, лежащей на оси базового элемента второго позиционера. Источники Ш1формации, принятые во внимание при экспертизе 1. Патент Польщи № 659ОЗ, кл. 87а 22, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки труб с фланцами | 1980 |
|
SU865593A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ КОМПЕНСАТОРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2126305C1 |
| Устройство для сборки труб с фланцами | 1986 |
|
SU1395450A1 |
| Устройство для сборки труб с фланцами | 1978 |
|
SU753587A1 |
| Способ изготовления компенсаторных труб с фланцами | 1986 |
|
SU1512693A1 |
| Устройство для сборки трубы с фланцем | 1988 |
|
SU1648707A1 |
| Устройство для автоматизированного контроля соосности и центровки механических конструкций | 2016 |
|
RU2639993C1 |
| Универсальный станок для обработки труб | 1981 |
|
SU986546A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |