ел
ГчЭ
sl
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Штамп для получения деталей | 1989 |
|
SU1662734A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| ПРЕСС ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 2001 |
|
RU2204455C2 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
Изобретение относится к обработке металлов давлением, а именно к способам охлаждения и смазки инструмента в штампах с разъемными матрицами и устройствам для их осуществления, и может быть использовано в кузнечно-штамповочном производстве для охлаждения и смазки штампового инструмента. Цель изобретения - повышение стойкости штампового инструмента и улучшение качества получаемых поковок. После загрузки горячей заготовки в матрицу включается гидронасос с электроприводом. Происходит заполнение трубопроводов СОЖ, смазывание матрицы и охлаждение нижнего торца заготовки. Охлаждение нижнего торца заготовки способствует предотвращению появления торцового заусенца на поковке. При движении ползуна пресса вниз плунжерный насос подает СОЖ в матрицу. После смыкания штампа давление СОЖ резко возрастает. При этом давлении начинает заполняться гидроаккумулятор и происходит сжатие его упругих элементов. При ходе ползуна пресса вверх штамп размыкается и поковка начинает выталкиваться из него. СОЖ из гидроаккумулятора под высоким давлением более жестких упругих элементов подается в полость матрицы, уменьшая усилие выталкивания поковки. По выталкиванию поковки СОЖ из гидроаккумулятора под невысоким давлением продолжает охлаждать и смазывать матрицу и пуансоны. Гидронасос с электроприводом продолжает подавать СОЖ в матрицу, охлаждая ее до 250-350°С. Выключение и отключение гидронасоса производится автоматически и зависит от температуры нагрева штампа. 2 с.п.ф-лы. 2 ил.
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве для охлаждения и смазки штампового инструмента.
Цель изобретения - повышение стойкости штампового инструмента и улучшение качества получаемых поковок.
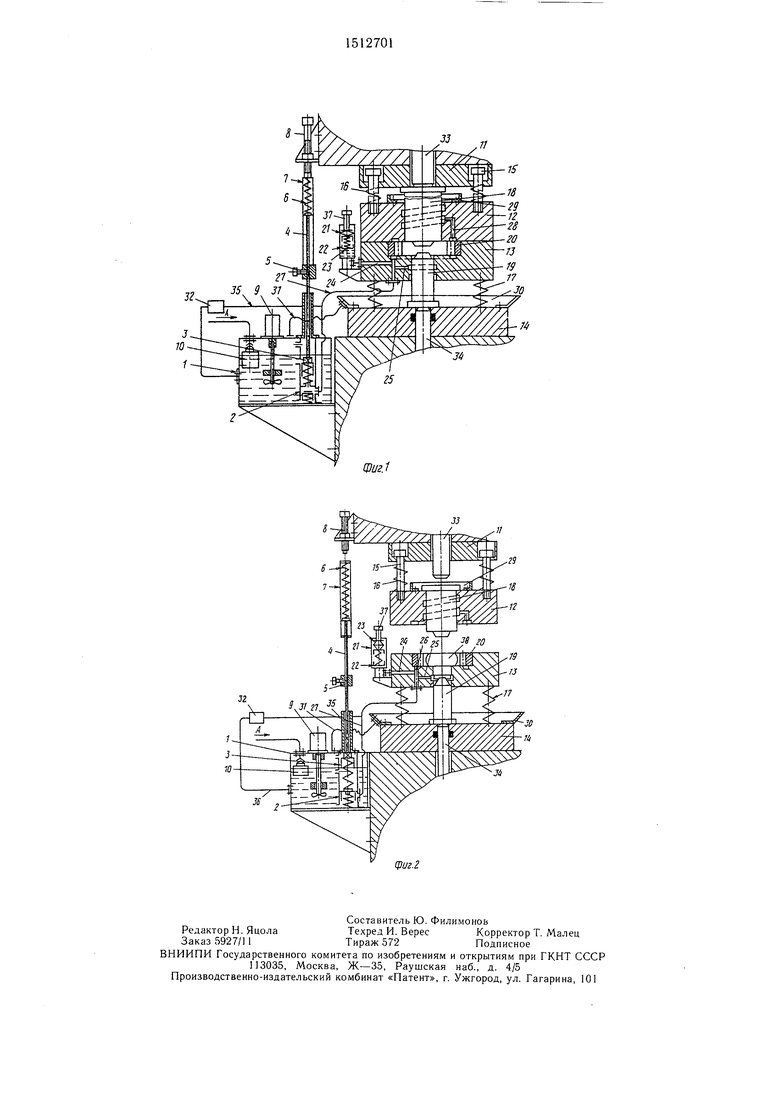
На фиг. 1 изображено устройство для охлаждения штампового инструмента в положении окончания рабочего хода ползуна
пресса, общий вид; на фиг. 2 - то же, в положении начала рабочего хода ползуна пресса. Устройство для охлаждения и смазки штампового инструмента содержит резервуар 1 для смазываюше-охлаждаюшей жидкости (СОЖ), плунжерный насос 2, установленный в резервуаре I. Поршень 3 плунжерного насоса 2 через шток 4 с закрепленным на нем упором 5, пружину 6 и гильзу 7 связан с регулируемым упором 8, установленным на ползуне пресса. В резервуаре I расположена мешалка 9 с приводом и поплав
ковый клапан 10, поддерживающий уровень СОЖ.
Штамп с разъемными матрицами, в котором расположен охлаждаемый инструмент, состоит из верхней нлиты 11, двух промежуточных плит 12 и 13 и нижней плиты 14. Промежуточная плита 12 соединена с верхней 11 при помощи тяг 15 и пружин 16, а промежуточная плита 13 с нижней плитой 14 - при помопли пружин 17. Плита 12 является одновременно верхней матрицей. В промежуточной плите 12 расположен пуансон 18, а в плите 13 - пуансон 19 и нижняя матрица 20. На про.межуточной плите 13 установлен гидроаккумулятор 21, состоящий из цилинл,ра, подпружиненного поршня 22, причем пружина 23 выполнена составной в виде двух пружин разной жесткости. Одна пружина обычной жесткости, например винтовая цилиндрическая, вторая пружина имеет высокую жесткость и представляет собой, например, набор тарельчатых пружпн. Гидроаккумулятор 21 посредством каналов 24-26 связан соответственно с полостью матрпцы 20, полостью, в которой расположен пуансон 19 с трубопроводом 27 подачи СОЖ в штамп. В промежуточной п.лите 12 имеется канал 28 для смазки пуансона 18. Кроме того, на промежуточ- пой п.чите 12 установлен резервуар 29, а для сбора всей стекаемой со п тампа СОЖ на нижней п. щте 14 установлен ноддон 30, кото- pijii i трубопроводом 31 связан с резервуаром 1. Пара.п.мельно плунже)но.му насосу 2 подк.иочеп насос 32 с электроприводом (на- при.ме|), шестеренчатый пасос). Для вытал- кнван1 ,я поковок из iiiTa nia в пем предусмот- репы выталкмвате. П 33 и 34. Трубопроводы 35 II 36 служат для подключения насоса 32 параллельно плунжерному насосу 2. Винт 37 ограничивает ход порнщя 22 и создает предварительное сжатие пружин 23. Устройство работает следующим образом.
В исходном положе|щи поршепь 3 плунжерного насоса 2 находится в крайнем верхнем ноложении. Матрица 20 и плита 12 нггам- иа разомкнуты. СОЖ при помощи насоса 32 подается к охлаждаемому инструменту (матрица 2, нуансон 19) и стекает в поддон 30. а из него - в резервуар 1. Это нро- псходит до снижения температуры матрицы 20 до оптимальной величины, после чего насос 32 вьп лючается. Контроль за температурой матрицы производится, например, при помощи термопары, связанной с электросхемой включения и выключения па- соса 32. (Оптимальная температура инструмента пп амиов для горячей штамповки 250- 350°С). В матрицу 20 загружают нагретую заготовку 38, затем включается рабочий ход пресса вниз. Электросхемой пресса (не пока- зана) предус.мотрено, что перед вк. почеппем хода ползуна пресса вниз впачале начинает работать гидронасос 32, заполняя трубонро
0
5
0
0
5
0
5
вод 27 СОЖ, которая смазывает матрицу 20, заполняя в ней все свободное про- страпство, и охлаждает нижний торец заготовки. Охлаждение нижнего торца заготовки способствует предотвращению появления торцового заусенца на поковке.
При движении ползуна пресса вниз упор 8 через гильзу 7, пружину 6 и щток 4 воздействует tia поршень 3 плунжерного насоса 2. Поршень 3 передвигается вниз, вытесняя СОЖ из плунжерного насоса 2 по трубопроводу 27 в каналы 24-26. При ходе папзуна пресса вниз движутся вниз плиты И и 12. Пока плита 12 и матрица 20 не сомкнулись, давление СОЖ, подаваемой плунжерным насосом, зависит только от гидравлических сопротивлений в каналах и трубопроводах 24-27. Сила сжатия пружины 6 должна быть меньше силы давления СОЖ на поршень 3 в этот .момент. И потому, пока плита 12 и матрица 20 не сомкнулись, поршень 3 практически стоит па месте, а снижается пружина 6. После смыкания плиты 12 и матрицы 20 гильза 7 соцрикасается с упором 5. Поршень 3 начинает двигаться вниз со скоростью ползуна пресса. Так как плита 12 и матрица 20 сомкнуты и отвод СОЖ, вытесняемой плунжерным насосом затруднен, давление СОЖ резко возрастает. При этом давлении начинает заполняться гидроаккумулятор 21. Поршень 22 гидроаккумулятора сжимает снача.ла винтовую пружину 23, в после ее полного сжатия начинает сжиматься набор тарельчатых пружин. Давление СОЖ при этом снова возрастает, т. е. до самого конца хода пресса вниз возрастает непрерывно. Поршень 22 гидроаккумулятора поднимается з верхнее положение до упора в регулировочно-ограничительный винт 37.
Часть СОЖ при контакте с нагретой ноковкой испаряется и пополняется новыми порциями СОЖ из плунжерного насоса 2. Кроме того, СОЖ до самого конца хода ползуна пресса вниз выдавливается в зазоры .между плитами 12 и 13 и пуансонами 18 и 19 соответственно и по плоскости разъема матриц. Выдавливание СОЖ происходит как под действием плунжерного на- со са 2, так и деформируемым материалом заготовки, заполняющим всю полость матрицы 20. При ходе ползуна пресса вверх про.межуточные плиты 12 и 13 при по.мощи тяг 15 раскрываются.
Выталкиватель 34 с момента размыка- пия плит 12 и 13 начинает выталкивать поковку из матрицы 20. СОЖ из гидроаккумулятора 21 под давлением сжатых тарельчатых пружин через каналы 24-26 подается в полость матрицы 20 сразу вслед за выталкиваемой поковкой, проникая в зазоры между ней и поковкой, способствует уменьшению уси/шя выталкивания поковки из матрицы и созданию паровой руба1н- ки .между матрицей и поковкой. В это время
СОЖ выдавливается вдоль наружной поверхности пуансона 19, охлаждая и смазывая его. По мере хода ползуна вверх давление подачи СОЖ из гидроаккумулятора 21 падает, так как тарельчатые пружины пол- ностью разжимаются и жидкость вытесняется только под давлением не жесткой винтовой пружины. Жесткость винтовой пружины однако должна быть достаточной для того, чтобы гидроаккумулятор 21 не заполнялся СОЖ под напором, создаваемым насосом 32 и плунжерным насосом 2 в момент передачи давления на поршень 3 пружиной 7, т. е. до смыкания плиты 12 и матрицы 20. Гидроаккумулятор 2 - это резервная емкость, которая забирает часть жидкости, вытесняемой деформируемым металлом из полости матрицы 20, и часть жидкости, вытесняемой плунжерным насосом при непосредственном (через упор 8, гильзу 6, упор 5 и шток 4) воздействии ползуна на nopiqeHb 3, ту часть, которая не испарилась при контакте с нагретым металлом деформируемой заготовки и не успела вытесниться в зазоры между матрицами, а также между пуансоном и промежуточными плитами. Сразу вслед за выталкиваемой поковкой СОЖ вытесняется из гидроаккумулятора сначала под давлением тарельчатых пружин, затем винтовой пружины. Вытесненная из гидроаккумулятора СОЖ совместно с СОЖ, нагнетаемой насосом 32 при выталкивании поковки заполняет полость .матрицы 20. Объем жидкости, вытесняемой гидроаккумулятором, должен быть больше объема полости матрицы 20 с тем, чтобы при выталкивании поковки СОЖ из гидроакку.мулятора заполнила сразу всю матрицу, насос 32 подает столько жидкости, чтобы возмещать ее потери при вытекании в зазор между пуансоном 19 и плитой 13. Излишки жидкости переливаются через край матрицы 20 по плоскости разъема плиты 13 в поддон 30. Недостаток в объеме подающейся жидкости может привести к тому, что часть матрицы (ее верхняя часть) в раскрытом положении штампа не будет контактировать с СОЖ и, следовательно, ее охлаждение будет хуже. Насос 32 выключается только по команде термодатчика после снижения темпе- ратуры матрицы до заданной величины. Жидкость, вытесненная при ходе ползуна вниз деформируемым .металлом из полости матрицы 20 в резервуар 1, при ходе пол0
.. 5 5 0 5 Q 5
зуна вверх стекает по зазору между пуансоном 18 и плитой 12, охлаждая и смазывая пуансон 18. Пружина б возвращает гильзу 7 в исходное верхнее положение. Цикл закончен.
При уменьшении уровня в смесительном баке поплавок опускается, и СОЖ пополняется из резервуара по стрелке А до заданного уровня. Мешалка 9 постоянно перемешивает СОЖ в смесительном баке.
Формула изобретения
n
Л
7/
IS
muzl
JJ
г
ipuz.Z
| Способ охлаждения штампов для горячей штамповки | 1982 |
|
SU1235607A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
