(Л
сл
tc
о со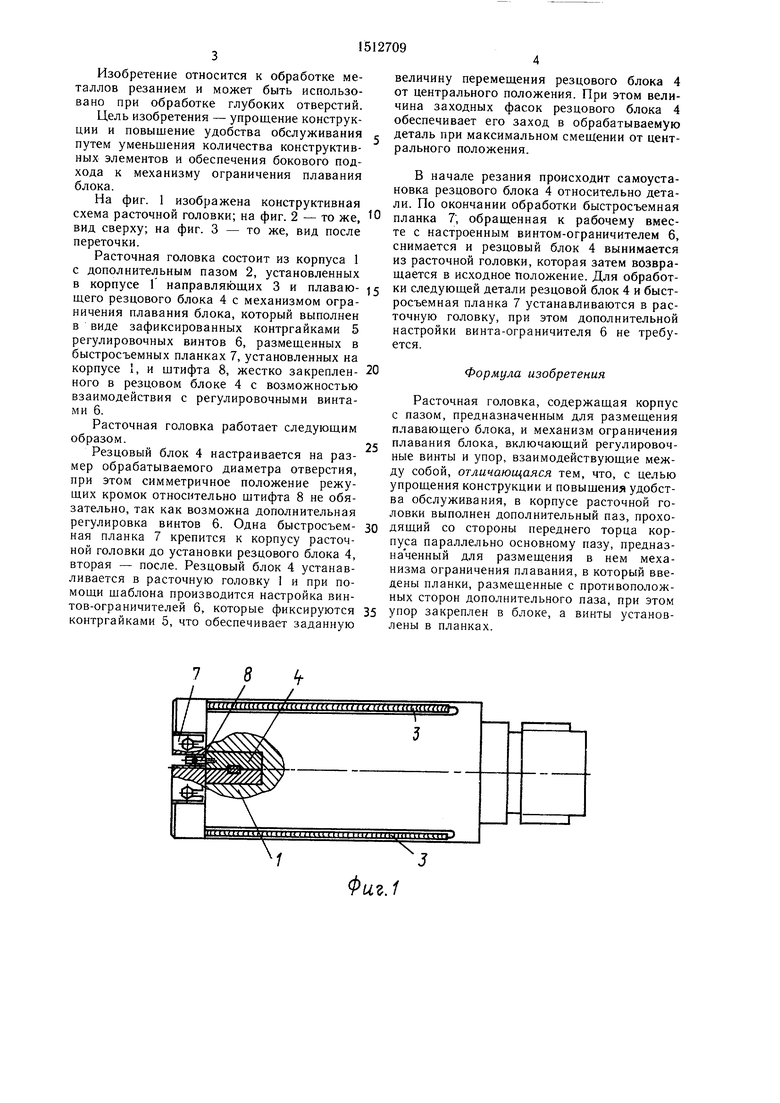
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИ УПРАВЛЯЕМАЯ РЕЗЦОВАЯ ГОЛОВКА | 1993 |
|
RU2113944C1 |
| Расточная оправка | 1975 |
|
SU747622A1 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Расточная головка | 1983 |
|
SU1093410A1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| Устройство для расточки и подрезки торца | 1980 |
|
SU867527A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |
Изобретение касается обработки металлов резанием и может быть использовано при обработке глубоких отверстий. Целью изобретения является упрощение конструкции и повышение удобства обслуживания за счет уменьшения количества конструктивных элементов и обеспечения бокового подхода к механизму ограничения плавания блока. В корпусе 1 выполнен дополнительный паз 2, с обеих сторон которого установлены быстросменные планки 7 с регулировочными винтами 6, а в расточном блоке закреплен штифт 8. При заходе плавающей пластины в обрабатываемое отверстие регулировочные винты не дают возможности сместиться плавающему блоку на величину, большую высоты заходной фаски на режущем элементе, а после заточки при смещении штифта 8 и размещении его с некоторым эксцентриситетом они позволяют установить первоначальные пределы плавания пластины за счет неравного вылета относительно быстросменных планок 7, которые, в свою очередь, облегчают извлечение блока 4 из корпуса 1. 3 ил.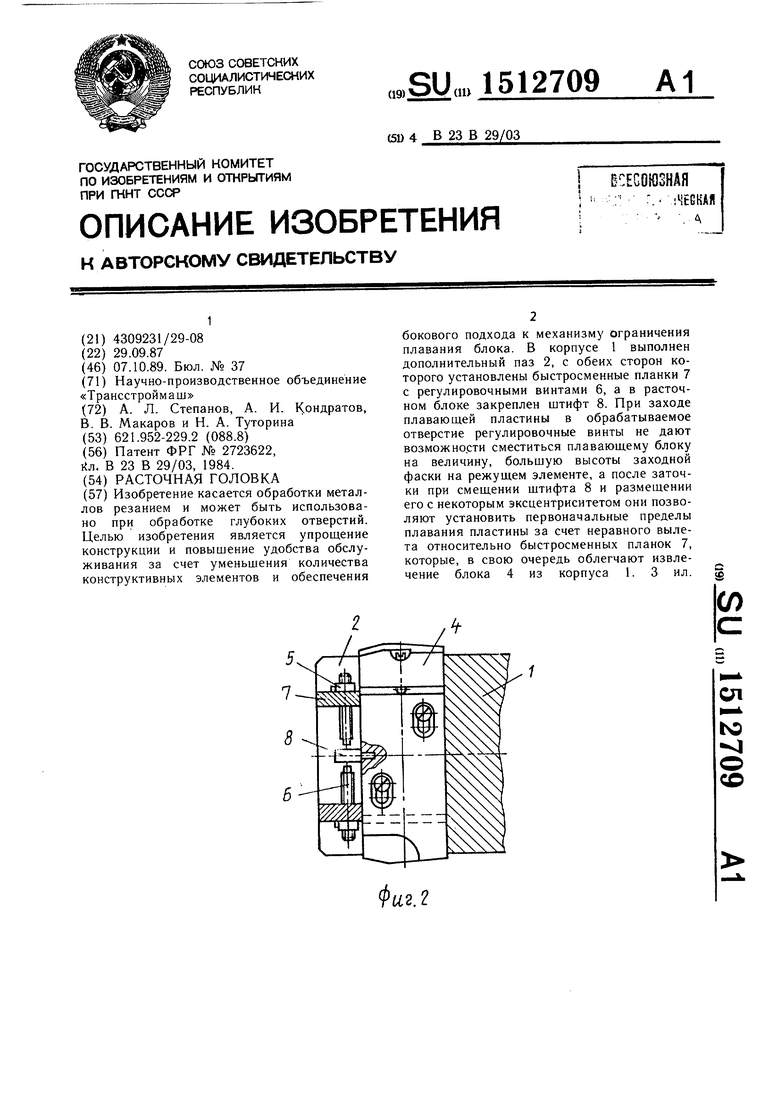
Фи2.1
Изобретение относится к обработке металлов резанием и может быть использовано при обработке глубоких отверстий.
Цель изобретения - упрощение конструкции и повышение удобства обслуживания с путем уменьшения количества конструктивных элементов и обеспечения бокового подхода к механизму ограничения плавания блока.
На фиг. 1 изображена конструктивная
величину перемещения резцового блока 4 от центрального положения. При этом величина заходных фасок резцового блока 4 обеспечивает его заход в обрабатываемую деталь при максимальном смещении от центрального положения.
росъемная планка 7 устанавливаются в расточную головку, при этом дополнительной настройки винта-ограничителя 6 не требуется.
Формула изобретения
В начале резания происходит самоустановка резцового блока 4 относительно детали. По окончании обработки быстросъемная
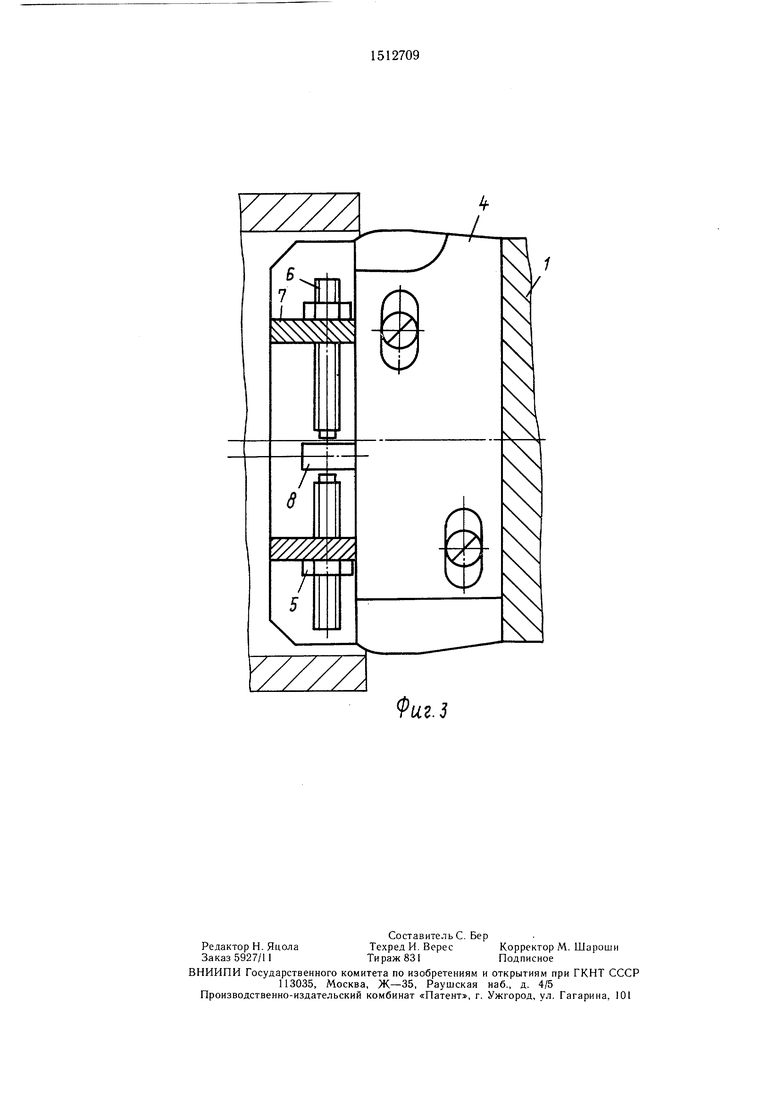
схема расточной головки; на фиг. 2 - то же, планка 7; обращенная к рабочему вмес- вид сверху; на фиг. 3 - то же, вид после те с настроенным винтом-ограничителем б, переточки.снимается и резцовый блок 4 вынимается
Расточная головка состоит из корпуса 1 из расточной головки, которая затем возвра- с дополнительным пазом 2, установленных щается в исходное положение. Для обработ- в корпусе Г направляющих 3 и плаваю- 15 ки следующей детали резцовой блок 4 и быст- щего резцового блока 4 с механизмом ограничения плавания блока, который выполнен в виде зафиксированных контргайками 5 регулировочных винтов 6, размещенных в быстросъемных планках 7, установленных на корпусе I, и штифта 8, жестко закреплен- 20 ного в резцовом блоке 4 с возможностью
Расточная головка, содержащая корпус с пазом, предназначенным для размещения плавающего блока, и механизм ограничения плавания блока, включающий регулировочные винты и упор, взаимодействующие между собой, отличающаяся тем, что, с целью упрощения конструкции и повышения удобства обслуживания, в корпусе расточной головки выполнен дополнительный паз, прохо- регулировка винтов 6. Одна быстросъем- ЗО дящий со стороны переднего торца корная планка 7 крепится к корпусу расточ-пуса параллельно основному пазу, предназ- ной головки до установки резцового блока 4, на ченный для размещения в нем меха- вторая - после. Резцовый блок 4 устанав- низма ограничения плавания, в который вве- ливается в расточную головку 1 и при по- дены планки, размещенные с противополож- мощи шаблона производится настройка вин-ных сторон дополнительного паза, при этом тов-ограничителей 6, которые фиксируются 35 упор закреплен в блоке, а винты установ- контргайками 5, что обеспечивает заданную лены в планках.
взаимодействия с регулировочными винтами 6.
Расточная головка работает следующим образом.
Резцовый блок 4 настраивается на размер обрабатываемого диаметра отверстия, при этом симметричное положение режущих кромок относительно штифта 8 не обязательно, так как возможна дополнительная
25
величину перемещения резцового блока 4 от центрального положения. При этом величина заходных фасок резцового блока 4 обеспечивает его заход в обрабатываемую деталь при максимальном смещении от центрального положения.
росъемная планка 7 устанавливаются в расточную головку, при этом дополнительной настройки винта-ограничителя 6 не требуется.
Формула изобретения
из расточной головки, которая затем возвра- щается в исходное положение. Для обработ- ки следующей детали резцовой блок 4 и быст-
Фиг.1
.5
| СПОСОБ ОТБОРА ЖЕРЕБЦОВ АРАБСКОЙ ЧИСТОКРОВНОЙ ПОРОДЫ С ВЫСОКОЙ ВЫЖИВАЕМОСТЬЮ СПЕРМАТОЗОИДОВ ДО И ПОСЛЕ КРИОКОНСЕРВАЦИИ ПО ЭЛЕМЕНТНОМУ СОСТАВУ ВОЛОС | 2019 |
|
RU2723622C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
