ел
со
ГчЭ
сл
0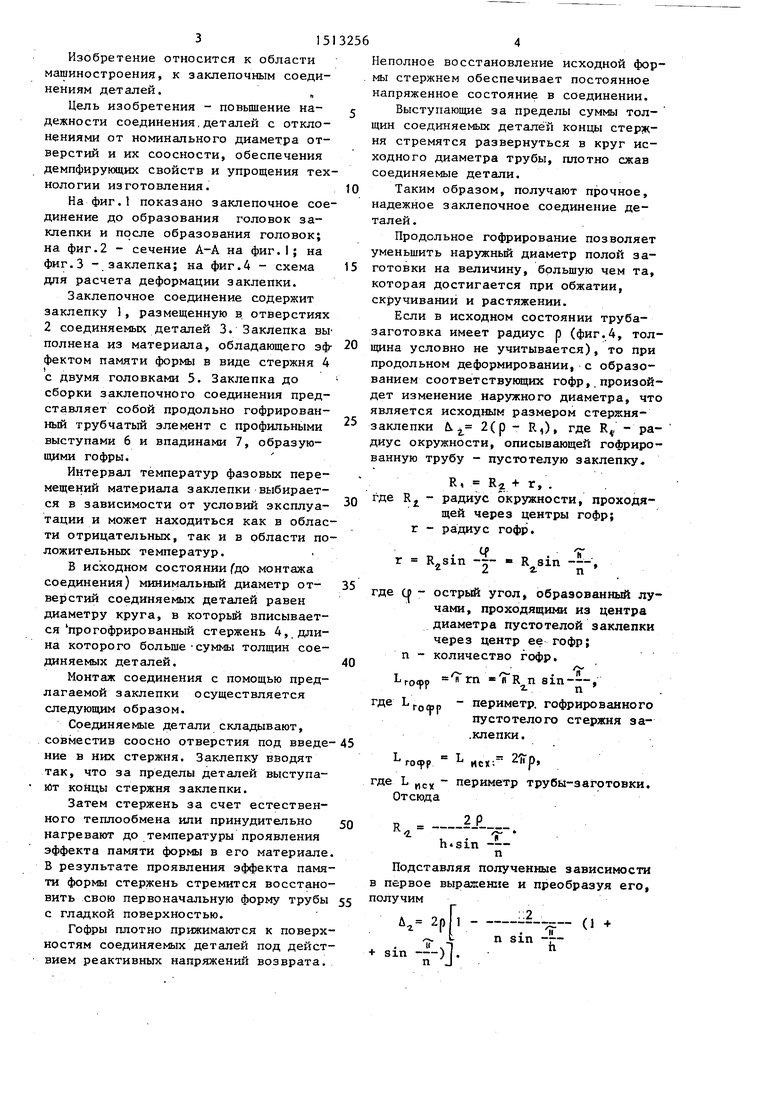
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКЛЕПКА И ИНСТРУМЕНТ ДЛЯ ЕЕ ПОСТАНОВКИ | 1991 |
|
RU2006691C1 |
| Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД и способ ее изготовления | 2019 |
|
RU2726955C1 |
| Способ соединения двух деталей, одна из которых имеет трубчатую форму, методом клепки | 1989 |
|
SU1632603A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| Способ соединения двух деталей | 1990 |
|
SU1726103A1 |
| Заклепочное соединение | 1978 |
|
SU1113600A1 |
| Заготовка заклепки | 1985 |
|
SU1295055A1 |
| Способ изготовления гнутых замкнутых профилей с гофрированной стенкой | 1990 |
|
SU1726092A1 |
| Заклепка | 1988 |
|
SU1516637A1 |
| Заклепка | 1987 |
|
SU1490328A1 |
Изобретение относится к машиностроению, в частности к заклепочным соединениям деталей. Цель изобретения - повышение надежности соединения деталей с отклонениями от номинального диаметра отверстий и их соосности, обеспечение демпфирующих свойств и упрощение технологии изготовления. Заклепочное соединение содержит заклепку 1, размещенную в отверстиях 2 соединяемых деталей 3. Заклепка 1 выполнена из материала, обладающего эффектом памяти формы из продольно гофрированного трубчатого элемента. При нагреве в результате проявления эффекта памяти формы заклепка стремится востановить свою первоначальную форму гладкой трубы. Гофры прижимаются к стенкам отверстий и обеспечивают постоянно действующее демпфирующее воздействие. Концы стержня заклепки, стремясь развернуться в круг, образуют головки 5. Продольные гофры позволяют компенсировать отклонение от номинального диаметра отверстий и их соосности. 4 ил.
-хл.
фиг.1
3151
Изобретение относится к области машиностроения, к заклепочным соединениям деталей.,
Цель изобретения - повьшение на- дежности соединения,деталей с отклонениями от номинального диаметра отверстий и их соосности, обеспечения демпфирующих свойств и упрощения технологии изготовления.
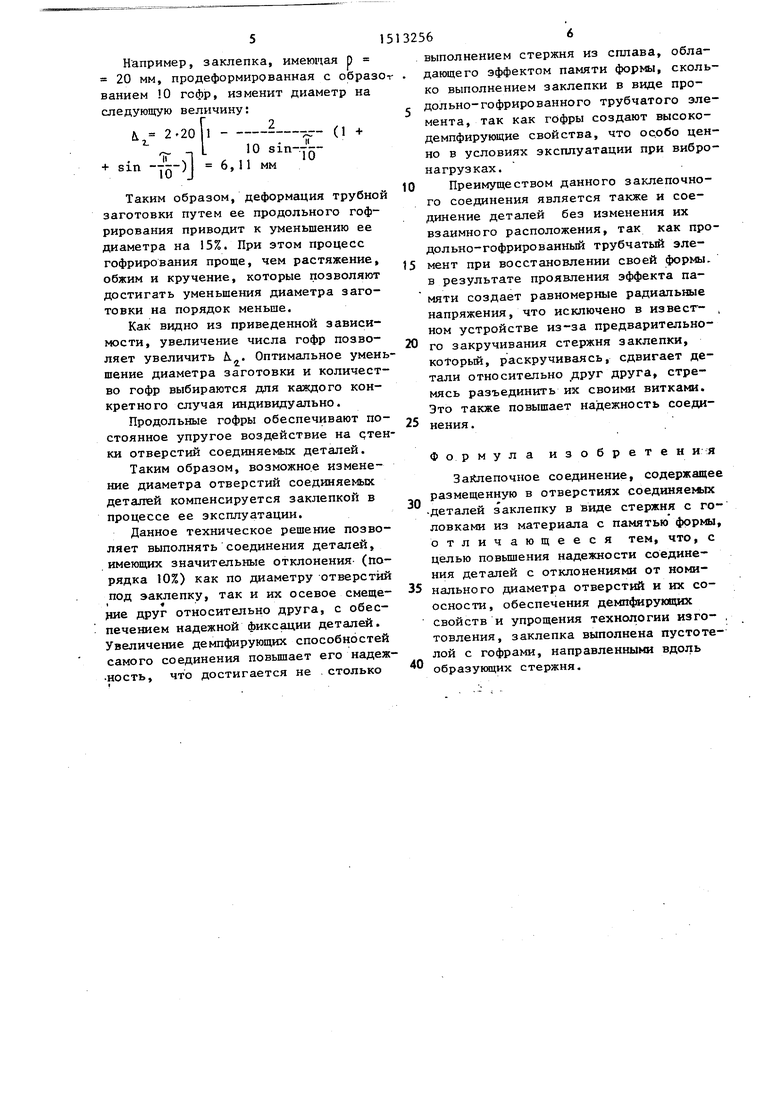
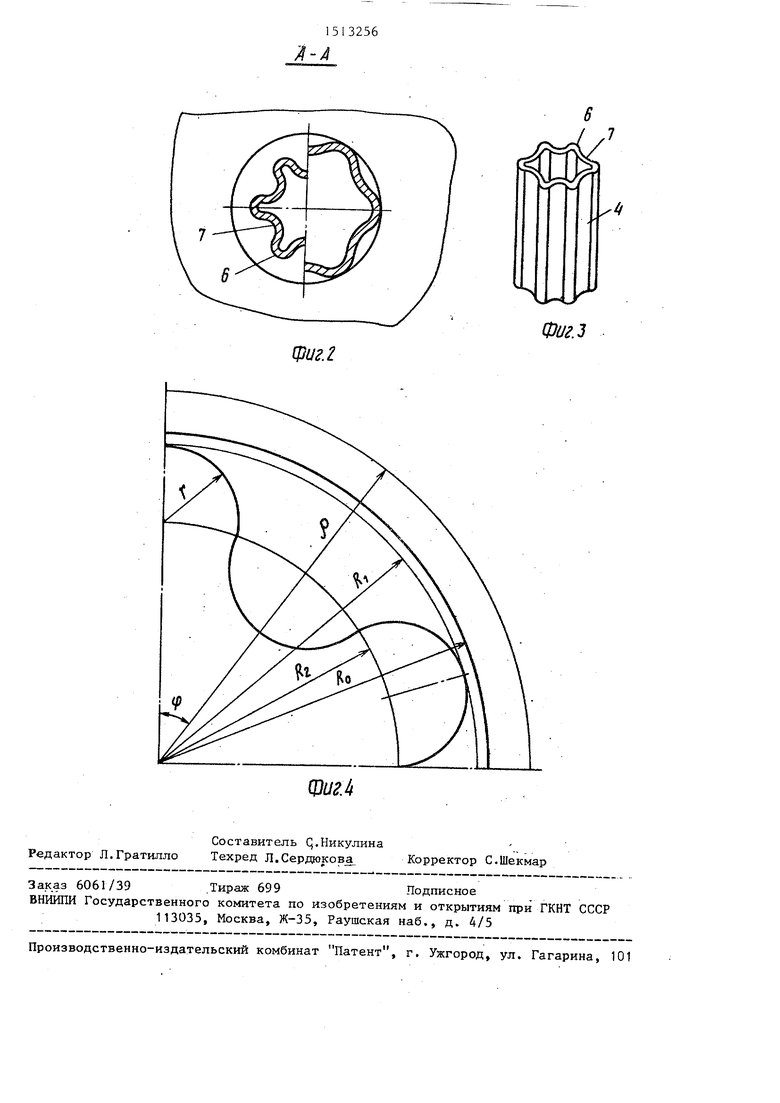
На фиг.1 показано заклепочное соединение до образования головок заклепки и после образования головок; на фиг.2 - сечение А-А на фиг.I; на фиг.З --заклепка; на фиг. 4 - схема дпя расчета деформации заклепки.
Заклепочное соединение содержит заклепку 1, размещенную в. отверстиях 2 соединяемых деталей 3. Заклепка вы полнена из материапа, обладающего эф- фектом памяти формы в виде стержня 4 с двумя головками 5. Заклепка до сборки заклепочного соединения представляет собой продольно гофрированный трубчатый элемент с профильными выступами 6 и впадинами 7, образующими гофры.
Интерэал температур фазовых перемещений материала заклепки Выбирается в зависимости от условий эксплуатации и может находиться как в области отрицательных, так и в области положительных температур.
В исходном состоянии до монтажа соединения) минимальный диаметр от- верстий соединяемых деталей равен диаметру круга, в которьй вписывается про гофрированный стержень 4, длина которого больше Суммы толщин соединяемых деталей.
Монтаж соединения с помощью предлагаемой заклепки осуществляется следующим образом.
Соединяемые детали складывают, совместив соосно отверстия под введе ние в них стержня. Заклепку вводят так, что за пределы деталей выступают концы стержня заклепки.
Затем стержень за счет естественного теплообмена или принудительно нагревают до температуры проявления эффекта памяти формы в его материале В результате проявления эффекта памяти формы стержень стремится восстановить свою первоначальную форму трубы с гладкой поверхностью.
Гофры плотно прижимаются к поверхностям соединяемых деталей под дейст вием реактивных напряжений возврата.
Неполное восстановление исходной формы стержнем обеспечивает постоянное напряженное состояние в соединении.
Выступающие за пределы суммы тол- щин соединяемых деталей концы стерзк- ня стремятся развернуться в круг исходного диаметра трубы, плотно сжав соединяемые детали.
Таким образом, получают прочное, надежное заклепочное соединение деталей .
Продольное гофрирование позволяет уменьшить наружный диаметр полой заготовки на величину, большую чем та, которая достигается при обжатии, скручивании и растяжении.
Если в исходном состоянии труба- заготовка имеет радиус р (фиг.4, толщина условно не учитывается), то при продольном деформировании, с образованием соответствующих гофр,,произойдет изменение наружного диаметра, что является исходным размером стержня- заклепки Ь. j 2(р - R,), где R, - радиус окружности, описывающей гофрированную трубу - пустотелую заклепку.
R, Ra + г, ,
где Н - радиус окружности, проходящей через центры гофр; г - радиус гофр.
Cf ---,
(D - острый угол, образованный лучами, проходящими из центра диаметра пустотелой заклепки через центр ее гофр; п - количество гофр.
я
я гп « я R п 81П.
п
- периметр, гофрированного пустотелого стержня за- .клепки.
L
ГО«РР
госрр
L ,„, 21Гр,
где L „..., - периметр трубы-заготовки.
Отсюда
2Р
. . к
h«sin
п
Подставляя полученные зависимости в первое выражение и преобразуя его,
получим
5
Например, заклепка, имеюпая п 20 мм, продеформированная с обра ванием 0 гсфр, изменит диаметр на следующую величину:
.-2--„- (,
220
ТГ 1 sin 7л) 6,11 мм
10 sin- Таким образом, деформация трубной заготовки путем ее продольного гофрирования приводит к уменьшению ее диаметра на 15%. При этом процесс гофрирования проще, чем растяжение, обжим и кручение, которые позволяют достигать уменьшения диаметра заготовки на порядок меньше.
Как видно из приведенной зависимости, увеличение числа гофр позволяет увеличить /i. . Оптимальное уменьшение диаметра заготовки и количество гофр выбираются дпя каждого конкретного случая индивидуально.
Продольные гофры обеспечивают постоянное упругое воздействие на дтен ки отверстий соединяемых деталей.
Таким образом, возможное изменение диаметра отверстий соединяемых деталвй компенсируется заклепкой в процессе ее эксплуатации.
Данное техническое решение позволяет выполнять соединения деталей, имеющих значительные отклонения (порядка 10%) как по диаметру отверстий под заклепку, так и их осевое смеще- )ше друг относительно друга, с обеспечением надежной фиксации деталей. Увеличение демпфирующих способностей самого соединения повышает его надеж- ность, что достигается не столько
66
выполнением стержня из сплава, обладающего эффектом памяти форьш, сколько выполнением заклепки в виде про- дольно-гофрированного трубчатого элемента, так как гофры создают высокодемпфирующие свойства, что особо ценно в условиях эксплуатации при вибронагрузках.
Преимуществом данного заклепочного соединения является также и соединение деталей без изменения их взаимного расположения, так как продольно-гофрированный трубчатый элемент при восстановлении своей формы. в результате проявления эффекта памяти создает равномерные радиальные напряжения, что исключено в извест- , ном устройстве из-за предварительного закручивания стержня заклепки, который, раскручиваясь, сдвигает детали относительно друг друга, стремясь разъединить их своими витками. Это также повышает надежность соединения.
Формула изобретения
30
Заклепочное соединение, содержащее размещенную в отверстиях соединяемых -деталей заклепку в виде стержня с головками из материала с памятью формы, отличающееся тем, что, с целью повьш1ения надежности соединения деталей с отклонениями от номи35 нального диаметра отверстий и их соосности, обеспечения демпфирующих свойств и упрощения технологии изго- , товления, заклепка выполнена пустотелой с гофрами, направленными вдоль
образующих стержня.
JU.2
ш Т
ф1/г.з
| Орлов П.И | |||
| Основы конструирования | |||
| М.: Машиностроение, 1977, кн | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
| Приспособление для записи звуковых колебаний | 1921 |
|
SU212A1 |
| Заклепочное соединение | 1978 |
|
SU1113600A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
