Фиг.
Изобретение относится к области сборочных работ, в частности к технологии выполнения заклепочных соединений тонкостенных деталей в труднодоступных местах.
Целью изобретения является снижение трудоемкости при соединении трубчатой детали с тонкостенной планкой, размещаемой продольно на ее внутренней поверхностно
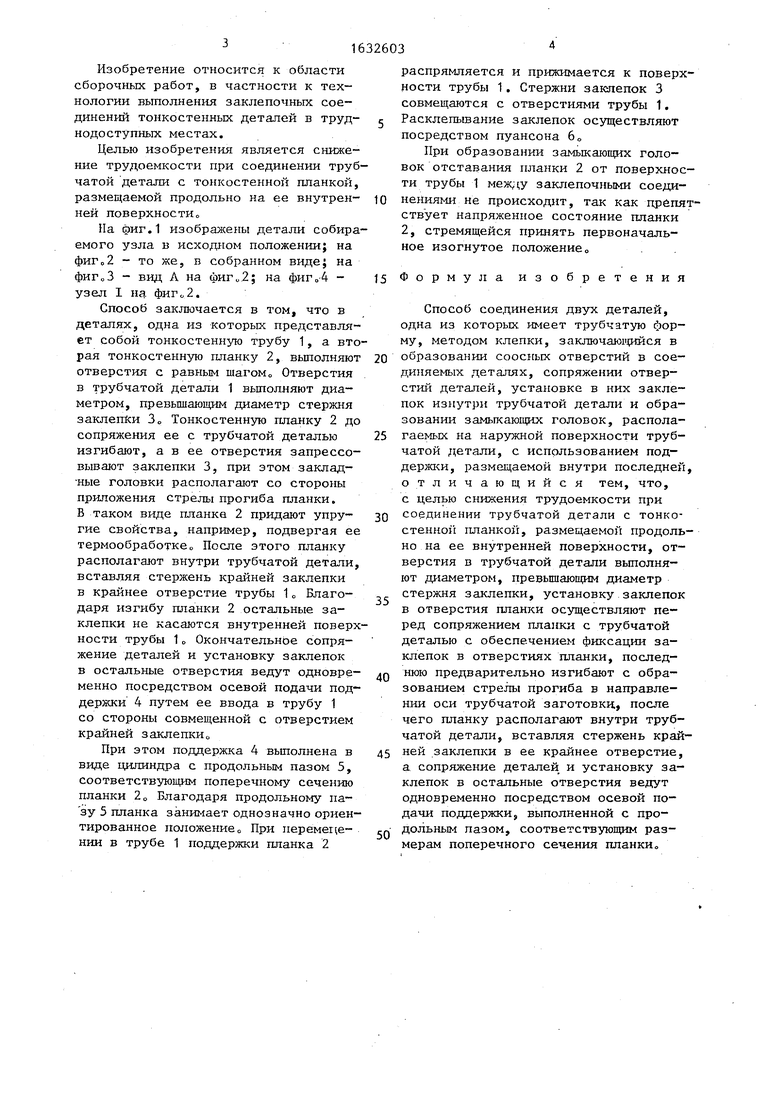
На оиг.1 изображены детали собираемого узла в исходном положении; на фиг„2 - то же, в собранном виде; на фиГоЗ - вид А на фиг о 2; на фиг„4 - узел I на фиг„2.
Способ заключается в том, что в деталях, одна из которых представляет собой тонкостенную трубу 1, а вторая тонкостенную планку 2, выполняют отверстия с равным шагом,, Отверстия в трубчатой детали 1 выполняют диаметром, превышающим диаметр стержня заклепки 3„ Тонкостенную планку 2 до сопряжения ее с трубчатой деталью изгибают, а в ее отверстия запрессовывают заклепки 3, при этом заклад- ные головки располагают со стороны приложения стрелы прогиба планки. В таком виде планка 2 придают упругие свойства, например, подвергая ее термообработке„ После этого планку располагают внутри трубчатой детали, вставляя стержень крайней заклепки в крайнее отверстие трубы 10 Благодаря изгибу планки 2 остальные заклепки не касаются внутренней поверхности трубы 1 о Окончательное сопряжение деталей и установку заклепок в остальные отверстия ведут одновременно посредством осевой подачи поддержки 4 путем ее ввода в трубу 1 со стороны совмещенной с отверстием крайней заклепку
При этом поддержка 4 выполнена в виде цилиндра с продольным пазом 5, соответствующим поперечному сечению планки 2„ Благодаря продольному пазу 5 планка занимает однозначно ориентированное положениео При перемещении в трубе 1 поддержки планка 2
распрямляется и прижимается к поверхности трубы 1. Стержни заклепок 3 совмещаются с отверстиями трубы 1.
Расклепывание заклепок осуществляют посредством пуансона 60
При образовании замыкающих головок отставания планки 2 от поверхности трубы 1 между заклепочными соединениями не происходит, так как препятствует напряженное состояние планки 2, стремящейся принять первоначальное изогнутое положение„
5 Формула изобретения
Способ соединения двух деталей, одна из которых имеет трубчатую форму, методом клепки, заключающийся в
0 образовании соосиых отверстий в соединяемых деталях, сопряжении отверстий деталей, установке в них заклепок изнутри трубчатой детали и образовании замыкающих головок, распола5 гаемых на наружной поверхности трубчатой детали, с использованием поддержки, размещаемой внутри последней, отличающийся тем, что, с целью снижения трудоемкости при
о соединении трубчатой детали с тонкостенной планкой, размещаемой продольно на ее внутренней поверхности, отверстия в трубчатой детали выполняют диаметром, превышающим диаметр стержня заклепки, установку заклепок в отверстия планки осуществляют перед сопряжением планки с трубчатой деталью с обеспечением фиксации заклепок в отверстиях планки, последQ нюю предварительно изгибают с образованием стрелы прогиба в направлении оси трубчатой заготовки, после чего планку располагают внутри трубчатой детали, вставляя стержень край- 5 ней заклепки в ее крайнее отверстие, а сопряжение деталей и установку заклепок в остальные отверстия ведут одновременно посредством осевой подачи поддержки, выполненной с про- сП дольным пазом, соответствующим размерам поперечного сечения планки
5
. I ri /j т l Л i Л I /тул I., , . VLLflS . ;Ll n , AJJT l 1 AJjTj j AljV j j ) ,,LflJ 11 (
}
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей трубчатыми заклепками и устройство для его осуществления | 1990 |
|
SU1784400A1 |
| СПОСОБ КЛЁПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2002 |
|
RU2243057C2 |
| Заклепочное соединение | 1989 |
|
SU1673758A1 |
| Соединение листовых деталей внахлестку | 1990 |
|
SU1751471A1 |
| Способ получения заклепочного соединения | 1990 |
|
SU1754928A1 |
| Заклепочное соединение | 1988 |
|
SU1555549A1 |
| Способ выполнения заклепочного соединения | 1990 |
|
SU1751460A1 |
| Заклепка | 1988 |
|
SU1620707A1 |
| Способ получения заклепочного соединения деталей | 1990 |
|
SU1735627A1 |
| Устройство для сборки и клепки | 1981 |
|
SU996041A1 |

Изобретение относится к сборке, в частности к способам соединения двух деталей, одна из которых имеет трубчатую форму, методом клепки Цель изобретения - снижение трудоемкости при соединении трубчатой детали с тонкостенной планкой, размещенной продольно на ее внутренней поверхности В деталях (тонкостенной трубе 1 и тонкостенной планке 2) выполняют отверстие с равным шагом Планку 2 предвариетльно изгибают, а в ее отверстия запрессовывают заклепки 3„ В таком виде планки придают упругие свойства После этого планку помещают внутрь трубы 1, вставляя стержень крайней заклепки в крайнее отверстие трубы 1 о Окончательное сопряжение деталей и установку заклепок в остальные отверстия ведут одновременно посредством осевой подачи поддержки 4 путем ввода ее в трубу 1„ При этом поддержка 4 выполнена в виде цилиндра с продольным пазом 50 Благодаря пазу планка 2 занимает однозначно ориентированное положение. Стержни заклепок 3 совмещаются с отверстиями трубы 1 о Расклепывание осуществляют посредством пуансона 60 4 ил о. (Л с:
Вид А
3
Физ.З
Фаз. 2
- 2
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДДЕРЖИВАНИЯ ЗАКЛЕПОК ПРИ КЛЕПКЕ ТРУБ | 1928 |
|
SU16172A1 |
