Изобретение относится к области сварочной техники, в частности к устройствам для сварки плавлением замыкающих кольцевых стыков оболочек с использованием разжимных колец, и может применяться в ракетно-космической, авиационной, химической и других отраслях.
Известна установка для двухсторонней сварки кольцевых швов по АС СССР №306935 (B23K 37/04, БИ №20-71), включающая переднюю и заднюю бабки с планшайбой и прижимом, сварочную головку и механизм растяжения кромок стыка.
Известна установка для сборки и сварки труб по АС СССР №1613286 (B23K 37/04, БИ №46-88), содержащая неподвижную и подвижную бабки с зажимным элементом, сварочный аппарат, разжимное кольцо с возможностью осевого перемещения для внутренней поверхности стыка.
Вышеперечисленные установки могут применяться только при открытом торце свариваемых оболочек и не позволяют использовать их для сварки замыкающих стыков оболочек с глухими торцами, т.к. доступ к внутренней поверхности замыкающего стыка возможен только через люк-лаз.
В то же время известно, что применение разжимных колец позволяет:
- уменьшить смещение свариваемых кромок и остаточные сварочные деформации в зоне кольцевых стыков (Чертов И.М. Применение разжимных подкладных колец для снижения остаточных напряжений при сварке кольцевых швов. - Автоматическая сварка. - 1984. - №12. - С.40-42), снижающих несущую способность и эксплуатационную надежность обечаек, и тем самым исключить необходимость введения компенсирующих усилений, увеличивающих вес оболочек (Лизин В.Т., Пяткин В.А. Проектирование тонкостенных конструкций. - М.: Машиностроение. - 1994. - С.13-14);
- повысить качество сварных швов, поскольку качество шва, полученного с использованием проплавоформирующей канавки, выше качества шва, полученного сваркой на весу (без разжимных колец).
Известно применение разжимных колец, состоящих из последовательно соединенных между собой сегментов, имеющих возможность перемещения относительно друг друга с помощью механизмов изменения диаметра колец, установленных на каждом сегменте (АС СССР №423595, B23K 37/06, БИ №14-74). Для сварки замыкающих кольцевых стыков кольцо устанавливают под свариваемый стык, разжимают, а после сварки кольцо демонтируют (сжимают, разбирают на отдельные сегменты) из оболочки через люк-лаз вручную.
Разжимные кольца диаметром до 2000-2500 мм сравнительно легко устанавливают и демонтируют через люк-лаз несколько операторов, находящихся внутри оболочки.
При увеличении диаметра кольцевого стыка необходимо увеличивать количество сегментов разжимного кольца для обеспечения веса каждого сегмента приемлемым для ручной работы. Это существенно усложняет работу с разжимными кольцами и увеличивает трудоемкость сборочно-сварочных работ.
Как при сборке разжимного кольца до его разжима, так и при его разборке после уменьшения диаметра кольца, а тем более после демонтажа нескольких сегментов, кольцо может легко потерять устойчивость и самопроизвольно разрушиться (сложиться), особенно при горизонтальном расположении оси свариваемых оболочек. Очевидно, что это может привести к повреждению свариваемых оболочек и повышению вероятности травматизма.
Наиболее близким к заявляемому является устройство для сварки кольцевых стыков оболочек (С.А.Куркин и др. Технология, механизация и автоматизация производства сварных конструкций. Атлас. М.: Машиностроение, 1989, с.222, 223), содержащее смонтированные на станине вращателя переднюю и заднюю стойки с планшайбами, сварочную головку и разжимное кольцо, устанавливаемое внутри обечайки. Известное устройство не обеспечивает необходимое качество сварки при увеличении диаметра свариваемых обечаек.
Предлагаемым изобретением решаются следующие задачи:
- обеспечение безопасных условий труда при работе с разжимными кольцами внутри обечаек;
- повышение качества сварки.
Для решения указанных задач в установке для сварки кольцевых стыков обечаек, содержащей смонтированные на станине вращателя переднюю и заднюю стойки с планшайбами, сварочную головку, разжимное кольцо, установленное внутри обечайки, согласно изобретению для обеспечения удерживания собранного разжимного кольца в неразжатом состоянии устройство снабжено дополнительным кольцом с равномерно расположенными по его периметру с возможностью радиального перемещения до касания c наружной поверхностью стыка электромагнитами, которое установлено на станине вращателя с возможностью осевого перемещения, а разжимное кольцо состоит из сегментов с элементами из ферромагнитного материала, причем количество электромагнитов равно количеству сегментов разжимного кольца.
Отличительные признаки, позволяющие решить поставленные задачи:
- для размещения электромагнитов на станине вращателя и для обеспечения удерживания собранного разжимного кольца в неразжатом состоянии установлено подвижное вдоль станины дополнительное кольцо, на котором равномерно по его периметру размещены радиально подвижные электромагниты, количество которых равно количеству сегментов разжимного кольца;
- сегменты разжимного кольца содержат элементы, выполненные из феррамагнитного материала, чтобы обеспечить удержание сегментов в рабочем положении электромагнитами при сборке-разборке разжимного кольца.
Совокупность отличительных признаков обеспечивает возможность применения разжимных колец при увеличении диаметра свариваемых оболочек для повышения качества сварки замыкающих сварных кольцевых стыков при одновременном повышении безопасности сборочно-сварочных работ.
Изобретение иллюстрируется чертежом, где представлена схема установки.
Устройство включает станину 1 вращателя, на которой установлены передняя стойка 2 с планшайбой 3, роликоопоры 4, задняя стойка 5 с планшайбой 6, кольцо 7 с электромагнитами 8, разжимное кольцо, состоящее из сегментов 9, и сварочная головка 11. Кольцо 7 имеет возможность осевого перемещения вдоль станины 1. Сегменты 9 разжимного кольца содержат конструктивные элементы 10, выполненные из ферромагнитного материала, количество сегментов 9 соответствует количеству равномерно расположенных по периметру кольца 7 электромагнитов 8. Сегменты 9 разжимного кольца могут быть полностью выполнены из ферромагнитного материала.
Роликоопоры 4, задняя стойка 5, кольцо 7 и сварочная головка 11 могут перемещаться вдоль оси станины 1 вращателя.
Электромагниты 8 установлены на кольце 7 с возможностью радиального перемещения.
Устройство работает следующим образом.
После сборки свариваемой обечайки 12 на планшайбах 3, 6 и роликоопорах 4 кольцо 7 с электромагнитами 8 перемещают вдоль станины 1 так, чтобы электромагниты 8 расположились вдоль свариваемого кольцевого стыка, после чего электромагниты 8 перемещают в радиальном направлении до касания с наружной поверхностью стыка.
Операторы, попадающие во внутреннюю полость обечайки 12 через люк-лаз 13, поочередно устанавливают и соединяют друг с другом сегменты 9 разжимного кольца, включая при установке каждого сегмента 9 электропитание соответствующего электромагнита 8. Каждый сегмент 9 и собранное разжимное кольцо в неразжатом состоянии удерживаются электромагнитами 8.
После сборки разжимного кольца увеличивают его диаметр, упруго растягивая свариваемые кромки кольцевого стыка обечайки, выключают электропитание электромагнитов 8, отводят их от наружной поверхности обечайки и перемещают кольцо 7 с электромагнитами 8 вдоль станины 1, освобождая место для сварочной головки 11. Устанавливают сварочную головку 11 в требуемое положение, включают вращение обечайки 12 и сваривают кольцевой стык.
После сварки перемещают кольцо 7 с электромагнитами 8 и располагают их вдоль сваренного стыка, радиально перемещают электромагниты 8 до касания с наружной поверхностью оболочки, включают электропитание электромагнитов 8 и разбирают разжимное кольцо на сегменты 9, выключая поочередно соответствующие электромагниты 8.
После демонтажа сегментов 9 разжимного кольца через люк-лаз 13 оболочку снимают с вращателя любым известным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Способ изготовления сварной тонкостенной конической детали, состоящей из обечайки и привариваемых к ней по кольцевым стыкам корпусных деталей | 2020 |
|
RU2748843C1 |
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1985 |
|
SU1323314A2 |
Изобретение относится к области сварочной техники, в частности к устройствам для сварки плавлением замыкающих кольцевых стыков оболочек с использованием разжимных колец, и может использоваться в ракетно-космической, авиационной, химической и других отраслях машиностроения. Установка для сварки кольцевых стыков оболочек включает смонтированные на станине (1) вращателя переднюю (2) и заднюю стойки (5) с планшайбами (3, 6), сварочную головку (11), разжимное кольцо, состоящее из подвижных сегментов (9) с механизмами разжатия. На станине вращателя установлено с возможностью перемещения вдоль оси станины кольцо (7) с равномерно расположеными по его периметру электромагнитами (8), которые могут радиально перемещаться. Количество электромагнитов (8) равно количеству сегментов (9) разжимного кольца, которые содержат конструктивные элементы (10) из ферромагнитного материала. Изобретение позволит обеспечить безопасные условия труда при работе с разжимными кольцами внутри оболочек и повысить качество сварки. 1 ил.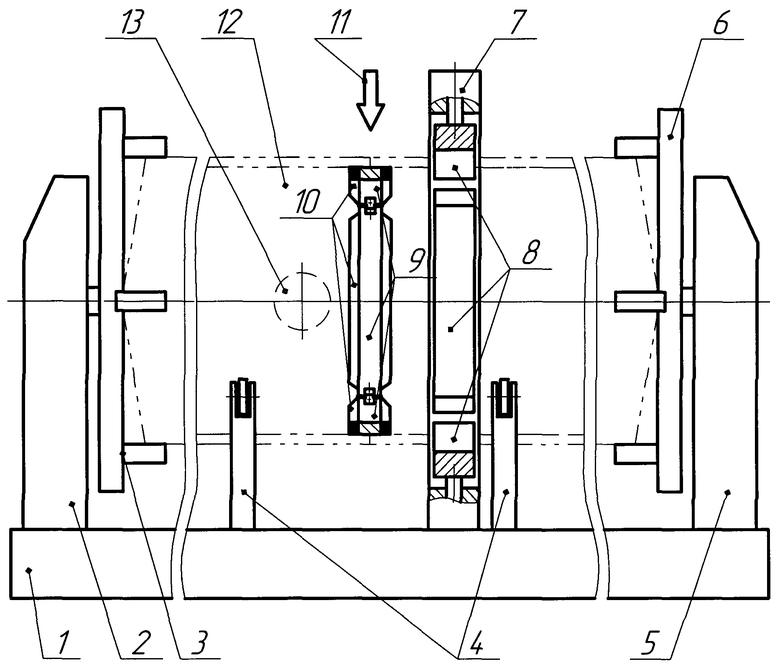
Установка для сварки кольцевых стыков оболочек, содержащая смонтированные на станине вращателя переднюю и заднюю стойки с планшайбами, сварочную головку, разжимное кольцо, установленное внутри обечайки, отличающаяся тем, что для обеспечения удерживания собранного разжимного кольца в неразжатом состоянии устройство снабжено дополнительным кольцом с равномерно расположенными по его периметру с возможностью радиального перемещения до касания с наружной поверхностью стыка электромагнитами, которое установлено на станине вращателя с возможностью осевого вращения, а разжимное кольцо состоит из сегментов с элементами из ферромагнитного материала, причем количество электромагнитов равно количеству сегментов разжимного кольца.
| КУРКИН С.А.и др | |||
| Технология, механизация и автоматизация производства сварных конструкций | |||
| Атлас | |||
| - М.: Машиностроение, 1989, с.222, 223 | |||
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| РАЗЖИМНОЕ ПОДКЛАДНОЕ КОЛЬЦО ДЛЯ СБОРКИ И СВАРКИ | 1972 |
|
SU423595A1 |
| Центратор для сборки стыков труб | 1981 |
|
SU958070A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 1994 |
|
RU2081734C1 |
| US 3369725 A, 1968. | |||

