1
Изобретение относится к сварке и может быть использовано в химической; машиностроительной и др-угих отраслях промышленности.
Известен способ облицовкий чугунных А-валов, по которому предусматривается из-: готовление стальных рубашек, сварка стальных рубашек в единое покрытие, нанесение покрытия на вал и сварка лентой сварочного материала по спирали 1. Однако применение этого способа невыгодно из-за сложности получения гарантированного зазора для выполнения замыкаюшего сварного шва стальной рубашки, а также в связи с большим расходом сварочных материалов.
Наиболее близким к изобретению является способ, по которому покрытие в виде металлических полос устанавливают на цилиндрической оболочке и приваривают к ней 2. Однако этот способ имеет ряд недостатков. Из-за серповидности металлической ленты даже при наличии натяга, развиваюшего напряжения, равные пределу текучести материала, наблюдается превышение одной свариваемой кромки стыка над другой, что значительно снижает качество сварки. По окончании сварки покрытия.
СНЯТИЯ технологических вальцов (колец) и последующего охлаждения наблюдается отслоение покрытия от цилиндра, вызываемое значительными остаточными деформациями, которые приводят к раскручиванию винтообразного покрытия. Ввиду того, что полоса имеет различные механические свойства по длине (изменение толщины, ширины и химического состава), сложно контролировать величину натяга в процессе навивки и обеспечивать его постоянным, развивающим в ленте напряжение, равное пределу текучести материала.
Так как сварка металлической полосы осуществляется непосредственно на цилиндре, то даже при незначительных колебаниях режимов сварки возможно подплавление поверхности цилиндра или непровар стыка витков, что значительно снижает качество покрытия.
Цель изобретения - повышение качества изделия путем обеспечения плотного прилегания покрытия к поверхности оболочки и снижение расхода сварочных материалов.
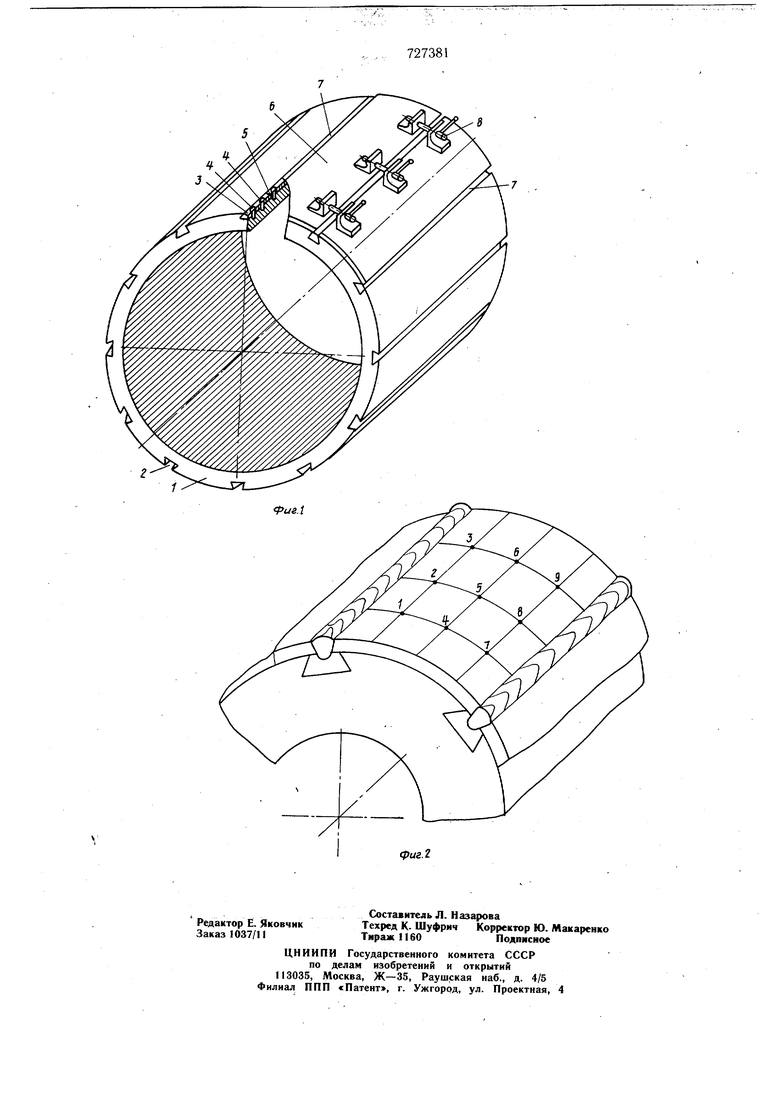
Для этого по предлагаемому способу перед сваркой на поверхности оболочки выполняют продольные пазы, в которых закрепляют подкладные планки, выполненные из материала, индентичного материалу металлических полос, полосы располагают между продольными пазами с зазором между кромками, прихватывают их к пЪдкладным планкам, затем стягивают смежные кромки полос и прихватывают их между собой. На фиг. 1 представлена схема изготовления цилиндрической оболочки с покрытием; на фиг. 2 - приварка полос к оболочке. Пример. Изготавливают металлическое покрытие чугунного цилиндра длиной 2600 мм и диаметром 3000мм. Подкладные, пл-анVM в количестве 120 шт. и полосы выполнены из стали 12Х18Н10Т, радиус полос 1485 ми соответствует наружному диаметру цилиндра. Прихватки в количестве 120 шт. имеют длину 100 мм. По внешней образующей цилиндра 1 выполняют двенадцать продольных.пазов 2, в которые устанавливают подкладные планки 3 по 10 шт. в каждый паз. Подкладные план ки 3 закрепляют винтами 4 и обваривают ручной аргонно-дуговой сваркой. Так же проваривают и стык 5. Затем цилиндр 1 подвергают механической обработке по наружному диаметру до чистоты 2, 0. Предварительно завальцованные полосы 6 устанавливают на цилиндр 1 так, чтобы стык двух смежных полос 6 находился на середине подкладных планок 3. Сборка осуществляется следующим образом. . Вначале на цилиндр 1 устанавливают первую полосу 6, размечают кромку 7 на середине подкладной планки 3 и прихватывают на прихватки, затем устанавливают вторую полосу 6 и также прихватывают противоположную кромку 7, при этом между полосами оставляют зазор 6-8 мм. К установленным полосам 6 прихватывают техйологические приспособления 8 и выполняют предварительное стягива:ние установленных полос 6 до ликвидации зазора между ними и цилиндром 1, контролируя щупом, после чего прихватывают полосы 6 между собой. По окончании операции с каждой пары полос удаляют технологические приспособления 8./ Установив все необходимое количество ПОЛОС 6 на поверхность цилиндра 1, проводят сварку всех стыков покрытия в определенной последовательности. Установка полос попарно способствует улучшению технологичности их сборки, прихватка противолежащих кромок полос к подкладным планкам обеспечивает предварительное закрепление их перед последующим стягиванием. Выполнение подкладных планок из материала, идентичного материалу полос, гарантирует высокое качество сварных швов и покрытия. Использование подкладных планок позволяет выполнять сварку без подплавления материала цилиндра. Таким образом, изобретение дает возможность обеспечения плотного прилегания покрытия к поверхности цилиндра, т. е. повышения качества цилиндра; позволяет повысить качество сварки, и снизить расход сварочных материалов в 2-2,5 раза. Кроме того, использование цилиндров, имеющих покрытие, выполненное по предлагаемому способу, способствует повышению производительности технологической линии в четыре раза за счет ускорения процесса сушки, которое стало возможно благодаря увеличению теплопередачи от цилиндра покрытию. Формула изобретения Способ изготовления цилиндрических оболочек с покрытием, при котором покрытие Б виде металлических полос устанавливают на цилиндрической оболочке и приваривают к ней, отличающийся тем, что, с целью повышения качества изделия путем обеспечения плотного прилегания покрытия к поверхности оболочки и снижения расхода сварочных материалов, перед сваркой на поверхности оболочки выполняют продольные пазы, в которых закрепляют подклад- . ные планки, выполненные из материала, идентичного материалу металлических полос, полосы располагают между продольными пазами с зазором между кромками, прихватывают их к подкладным планкам, затем стягивают смежные кромки полос и прихватывают их между собой. Источники информации, принятые во внимание при экспертизе 1. «Paper Trade Fornal 1972, niay 1, № 20, с. 39. 2. Авторское свидетельство СССР № 255730, кл. С 23 С 17/00, 1968 (прототип).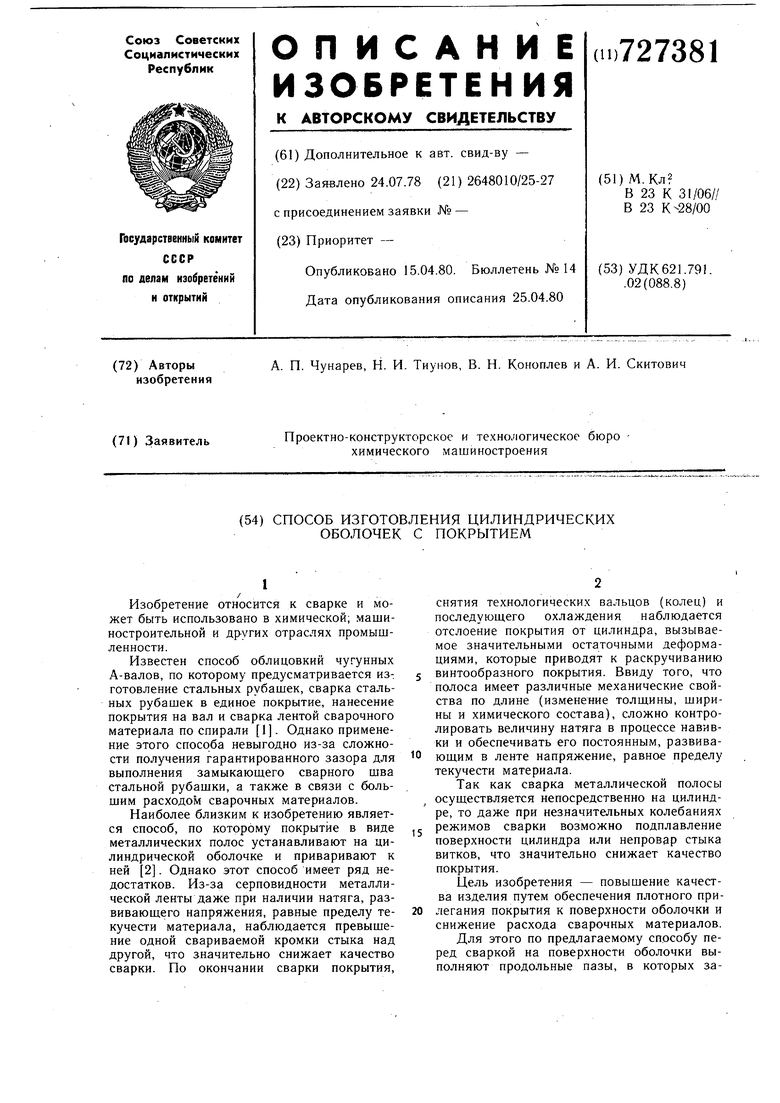
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки листов под сварку над флюсовой канавкой | 1988 |
|
SU1634417A1 |
| Способ сварки труб встык | 1971 |
|
SU631284A1 |
| Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов и защитное приспособление для его реализации | 2020 |
|
RU2733964C1 |
| СПОСОБ СВАРКИ ГОРЛОВИНЫ С ТОНКОСТЕННОЙ ОБОЛОЧКОЙ | 2018 |
|
RU2684010C1 |
| Способ сборки труб под сварку | 1983 |
|
SU1113230A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ | 2004 |
|
RU2305813C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |