Известны aBTOMaTH4ecKnL устройства для приварки выводов к полупроводниковым приборам по способу конденсаторной сварки, содержащие сварочный трансформатор, соединенный с источником питания, и сварочные блоки, подключенные ко вторичной обмотке трансформатора.
Повышение производительности предлагаемого устройства и упрощение установки его в автоматической роторной линии достигнуто выполнением устройства в виде непрерывно вращающегося на колонне с копиром ротора, на котором установлены катушки с проводом, сварочный тран сформатор и несколько сварочных блоков.
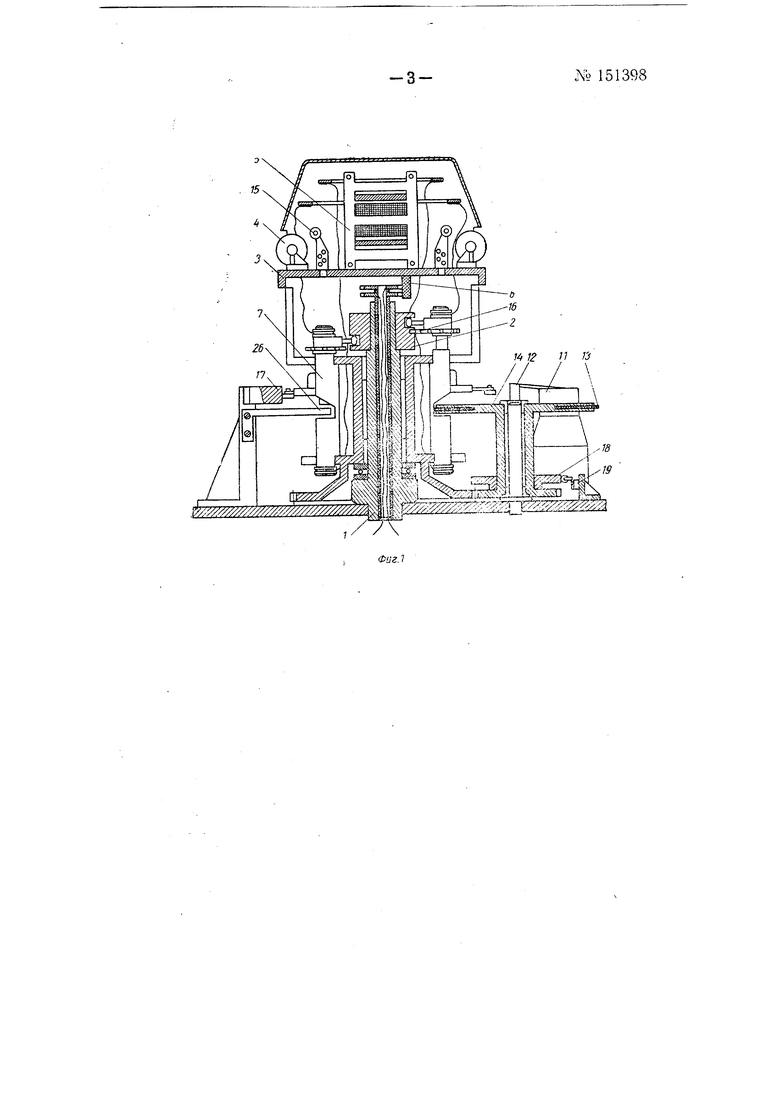
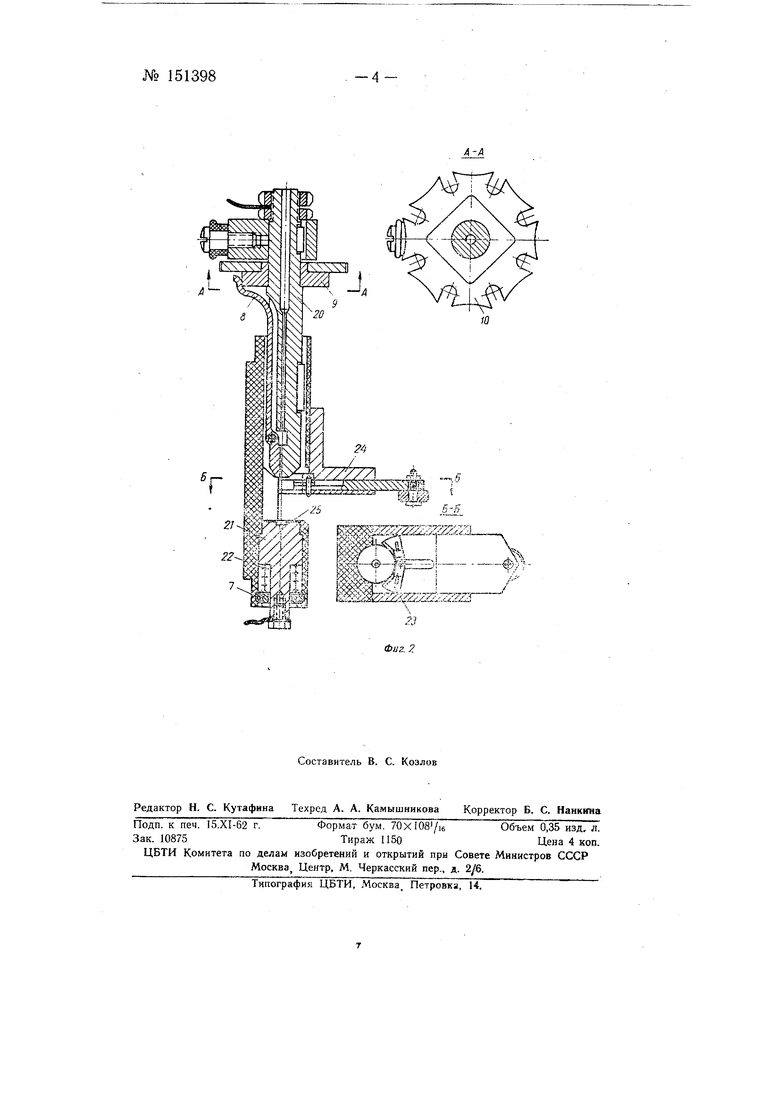
На фиг 1 приведена конструкция описываемого устройства; па фиг. 2 - конструкция его сварочного блока.
На колонне 1 с копиром 2 непрерывно вращается ротор S, на котором размещены катущки 4 с проводом и сварочный трансформатор 5, подключенный к источнику питания через скользящие контакты 6. На роторе 5 расположены сварочные блоки 7, служащие для .поочередной приварки выводов, которые зажимаются рычагом S, соединенным посредством кулачка 9 с мальтийским крестом 10, враш,ающимся синхронно с ротором.
Детали полупроводниковых приборов из вибробункера 11 поступают в магазин-накопитель 72, из которого при помощи шибера 13, служащего для укладки деталей в сварочные блоки транопортного ротора 14, загружаются в сварочные блоки 7. Провод с катушек 4 через механизм правки /5 подается к сварочным блокам. 7. Сварочные блоки связаны с копиром штифтами 16 и путевым кулачком 17 отрезки вывода. От кулачка /S включения сварочного импульса срабатывает микропереключатель 19 и сварочный имлульс подается через контакты 6 на первичную обмотку сварочного трансформатора и далее на электроды свароч№ 151398-2ных блоков. За время одного оборота ротора осуществляется афижим ротора к верхнему электроду 20, подача его до vnopa в загруженную в нижний электрод 21 чашку полупроводниковых диодов, сжатие пружины 22 до заданного усилия сварки, приварка провода, отвод верхнего электрода 20 и отрезка вывода необходимого размера с помощью ножниц 23 механизма отрезки 24. Для того, чтобы яри отсутствии в нижнем электроде 21 загруженной чашки или выступающего конца провода в верхнем электроде 20 сварочного блока не происходило приварки выводов, на одном из электродов размещена гетинаксовая прокладка 25.
Выгрузку готовых изделий производят с пОМощью выталкивателя 26. При встраивании предлагаемого устройства в автоматические роторные зубчатые колеса ротора 3 сварки или транспортного ротора /4ВВОДЯТСЯ в зацепление с зубчатым колесом соседнего транспоргного ротора, который снимает чашки с приваренным выводом со сварочного ротора 3 и передает их на следующий ротор автоматической линии.
Предмет изобретения
Автоматическое устройство для приварки выводов к полупроводниковым приборам по опособу конденсаторной сварки, содержащее сзарочный трансформатор, соединенный с источником питания, и сварочные блоки, подключенные ко вторичной обмотке трансформатора, от личающееся тем, что, с целью повыщения производительности устройства и упрощения установки его в автоматической роторной линии, оно выполнено в виде непрерывно вращающегося- на колонне с копиром ротора, на котором установлены катущки с проводом, сварочный трансформатор, нодключенный к источнику питания через скользящие контакты, и несколько сварочных блоков, служащих для поочередной приварки выводов, зажимаемых рычагом, соединенным посредством кулачка с мальтийским крестом, вращающимся синхронно с ротором