Изобретение относится к области сварки контактных узлов (колначка с выводом) с последующей армировкой их на керамику резисторов и других радиодеталей.
Известно устройство, содержащее два многопозиционных рабочих ротора, смонт 1рованпых на параллельных валах и перекрывающих друг друга в зоне рабочей позиции, и механизмы подачи заготовок, взаимодействующие от распределительного вала с кинематической системой управления.
Предложенное устройство позволяет осуществлять сварку контактных узлов с последующей армировкой их на керамику и отличается от известного тем, что на одном из валов соосно с многопозициоины.м рабочим (сварочным) ротором установлен многопозиционный ротор для подачи керамики, а на другом валу в одной плоскости с ротором для подачи керамики - свободно вращающийся црорезиненный диск, поджимающий керамику. Рабочие роторы снабл ены ползунами, обеспечивающими армировку керамики и взаимодействующими с подпружиненными копирами, введенными в кинематическую систему управления, а также механизмами отрезки проволоки, выполненными в виде круглых ножей, управляемых от расиределительного вала.
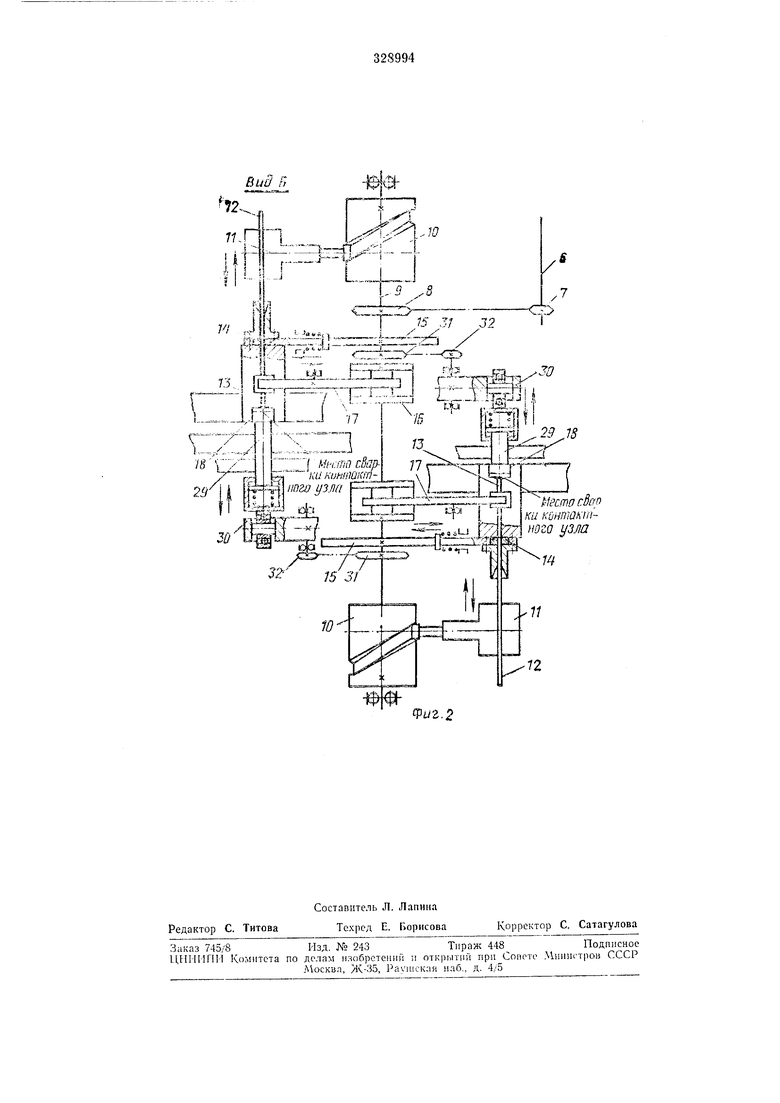
Электродвигатель 1 передает крзтящий момент через клиноременную передачу 2 па червячны1 | рсдукто}) Я, KOTOpiiiii, и свою очередь, через зубчатые колеса 4 и 5, вал 6, зубчатые колеса 7 и 8 передает враи1,аюиип момент па раснроделительныи вал .А на котором установлены два кулачка 10. Г1ослед 1ие через эксцентрики нолзунов // подают проволоку 12 к месту сварки. Отрезают выводы J3 от проволоки 12 иоднру ;11иенные ножи 14 и 15, которые получают возвратно-постунательное движение от копиров, укрепленных па валу 9. На этом валу укреплены два кулака 16, которые через рычаги 17 прижимают проволоку в .момент сваркп.
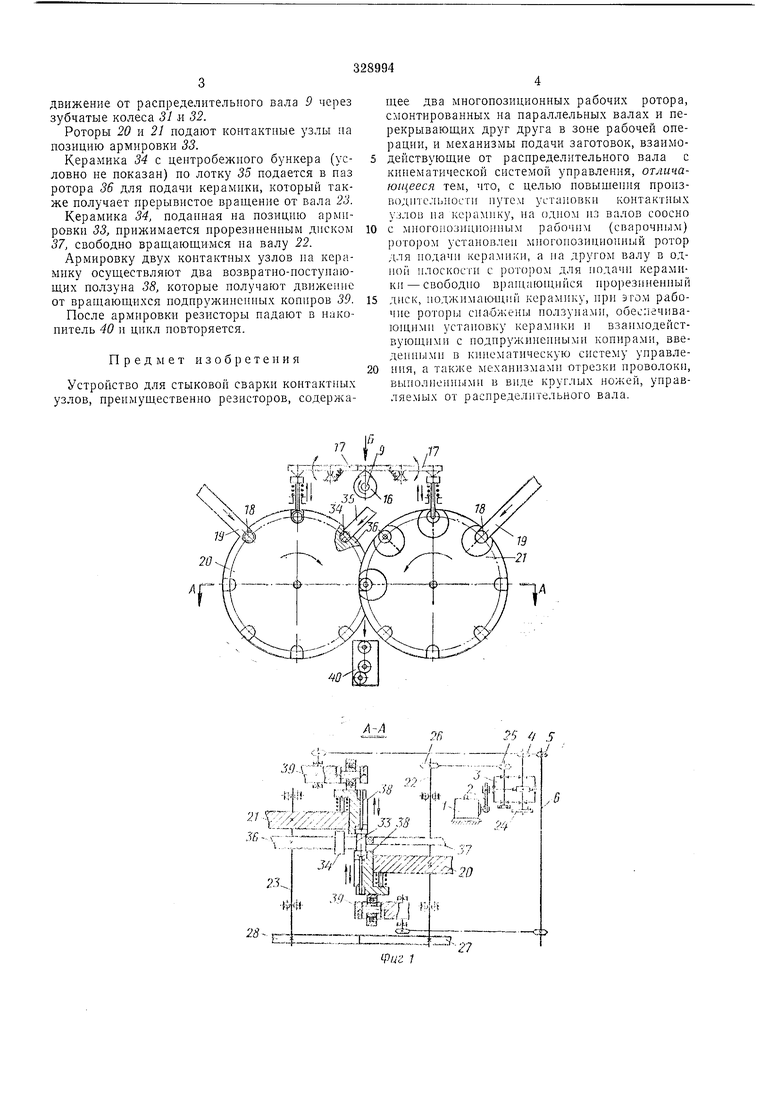
Колпачки 18 подаются к месту сварки от вибробункера (условно не показаны) по лоткам 19 в пазы рабочих роторов 20 и 21, которые укреплены па валах 22 и 23 и получают прерывистое вращение от мальтийского механизма 24, червячного редуктора 3 через зубчатые колеса 25 и 26.
Взаимное вращение роторы получают с помощью зубчатой пары 27 и 28, укрепленной па валах 22 и 23.
Два подпружиненных ползуна 29 подают колпачки к месту сварки, получая при этом возвратно-поступательное движение от радиальных щариконодшииников, установленных на барабанах 30, получаюн;их врап1,ателыюе
движение от распределительного вала 9 через зубчатые колеса 31 и 32.
Роторы 20 и 2 подают контактные узлы на позицию армировки 33.
Керамика 34 с центробежного бункера (условно не показан) по лотку 35 подается в паз ротора 36 для подачи керамики, который также получает прерывистое вращение от вала 23.
Керамика 34, поданная на позицию армировки 33, прижимается прорезиненным диском 37, свободно вращающимся на валу 22.
Армировку двух контактных узлов на керамику осуществляют два возвратио-постуиающих ползуна 38, которые получают движение от вращающихся подпружиненных копиров 39.
После армировкя резисторы падают в накопитель 40 и цикл повторяется.
Предмет изобретения
Устройство для стыковой сварки контактных узлов, преимущ.ественно резисторов, содержаrf f о
t J Г
щее два многопозиционных раоочих ротора, смонтированных на параллельных валах и перекрывающих друг друга в зоне рабочей операции, и механизмы подачи заготовок, взаимодействующие от распределительного вала с кинематической системой управления, отличающееся тем, что, с целью повыше1П Я производитс.чыюстн путем установки контактных узлов на керамику, на одном из валов соосно
с лпюгопозицнонным рабочим (сварочным) ротором установлен миогонозициониый ротор для нодачи керамики, а на другом валу в одHoii плоскости с рогором для подачи керамики - свободно вранииощпйся нрорезиненный
диск, поджимающий керамику, ири этом рабочие роторы снабжены ползунами, обес.чечивающнмн установку керамики и взаимодействуюил,ими с ноднружинеинымн копирами, введенными в кииематическую систему управления, а также механизмами отрезки проволоки, выполненными и виде круглых ножей, управляемых от распределительного вала.
11
:..,I
Место гВар ки кйнпюктйога узла
72
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И ПРИПАЙКИ ВЫВОДОВ К СЕКЦИЯМ КОНДЕНСАТОРОВ | 1970 |
|
SU259279A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1980 |
|
SU906637A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Устройство для пайки | 1990 |
|
SU1804979A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1989 |
|
SU1794617A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1191222A1 |
| Автомат для контактной сварки сопротивлением | 1973 |
|
SU498123A1 |
| Устройство для приварки проволочного выхода к корпусу радиодетали | 1975 |
|
SU556013A1 |