Фиг./
СП
о
N3 -Ч
00
Изобретение относится к производству арматуры для железобетона и может быть использовано в строительной индустрии.
Целью изобретения является повышение точности расположения продольных проволок в сваренных сетках.
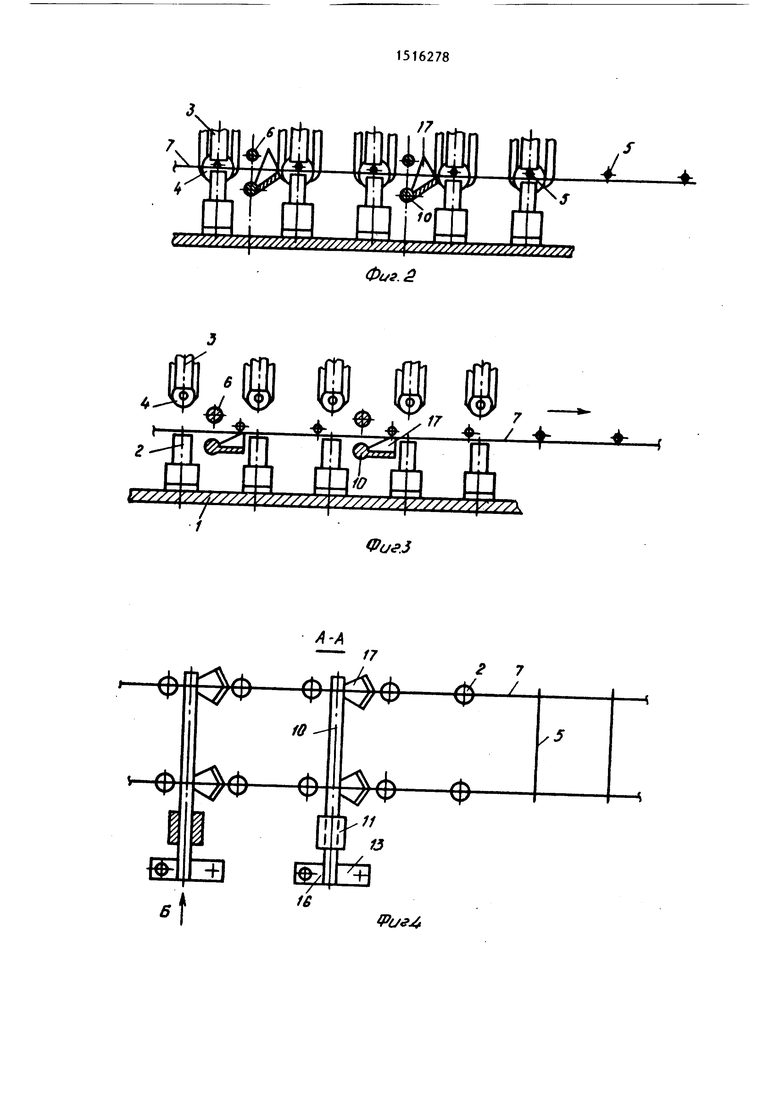
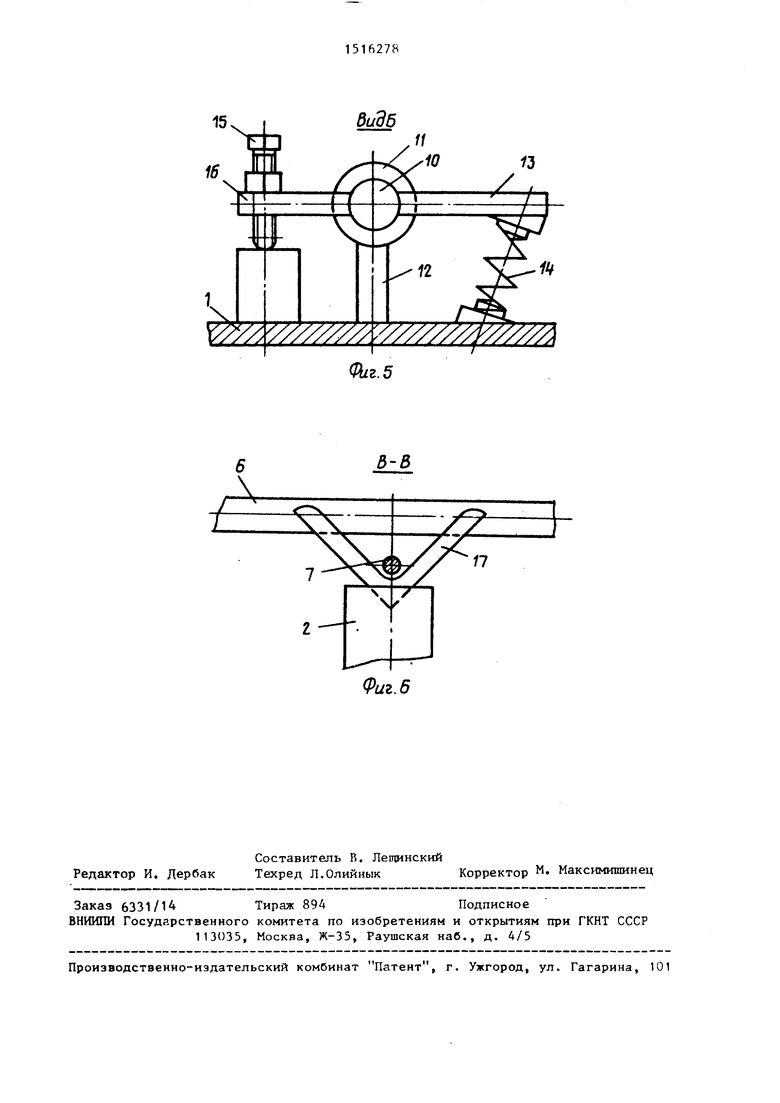
На фиг, 1 показано устройство, продольное сечение, положение перед очередным привариванием поперечных проволок к продольным; на фиг.2 - то же, положение приваривания поперечных проволок к продольным; на фиг. 3 - то же, положение перемещения свариваемой сетки; на фиг. 4 - сечение А-А на фиг. 1; на фиг. 5 - вид Б на фиг. 4; на фиг.6 - сечение В-В на фиг. 1.
На станине 1 закреплено несколько поперечных рядов неподвижных нижних электродов 2« Подвижные от приводов (не показаны) верхние электроды 3 также смонтированы на станине 1. Ловители 4 поперечных проволок 5 смонтированы на верхних электродах 3. Перекладины 6, закрепленные на станине 1, размещены между верхними электродами 3 над рабочей зоной -уст ройства. Механизм подачи продольных проволок 7 включает направляющие втулки 8 и подвижные от привода цанги 9. Валики 10, размещенные ниже рабочей зоны устройства, смонтированы во втулках 11, закрепленных на станине 1 с помощью подставок 12. Валики 10 подпружинены от станины 1 с помощью кронштейнов 13 и пружин 14 Исходное положение валиков 10 определяют установочные винты 15, размещенные в кронштейнах 16, жестко связанных с валиками 10.«У-образные ловители 17 жестко закреплены на валиках 10, концы ловителей 17 расположены выше нижних поверхностей перекладин 6.
В процессе работы при прижатии продольных проволок 7 к ловителям 17 во время сварки проволоки 7 фиксиру-
ются в основаниях У-образных ловителей 17, чем обеспечивается заданное расстояние между ними (Лиг.2). При перемещении свариваемой сетки (фиг. 3) приваренные поперечные
проволоки 5 отклоняют вниз ловители 17, а при сходе проволок 5 с ловителей 17 последние под действием пружин 14 возвращаются в исходное положение (фиг, 5 и 6),
Таким образом, использование изобретения обеспечит более высокую точность расположения продольных проволок и повысит качество изготовления арматурных сеток.
Формула изобретения
Устройство для сварки арматурных сеток, содержащее станину, смонтированные на станине в несколько поперечных рядов неподвижные нижние электроды, подвижные от приводов верхние электроды с закрепленными на них ловителями поперечных проволок, закрепленные на станине и размещенные между верхними электродами над рабочей зоной перекладины и механизм подачи продольных проволок, отличающееся тем, что, с целью повьше- ния точности расположения продольных проволок в сваренной сетке, устройство Снабжено поворотными втулками, закрепленными на станине и подпружиненными от нее, установленными во
втулках валиками с ловителями V-образного сечения и регуляторами их положения, причем валики с ловителями расположены между поперечными рядами нижних электродов под рабочей зоной устройства, а конць ловителей - вьш1е нижних поверхностей перекладин.
Ж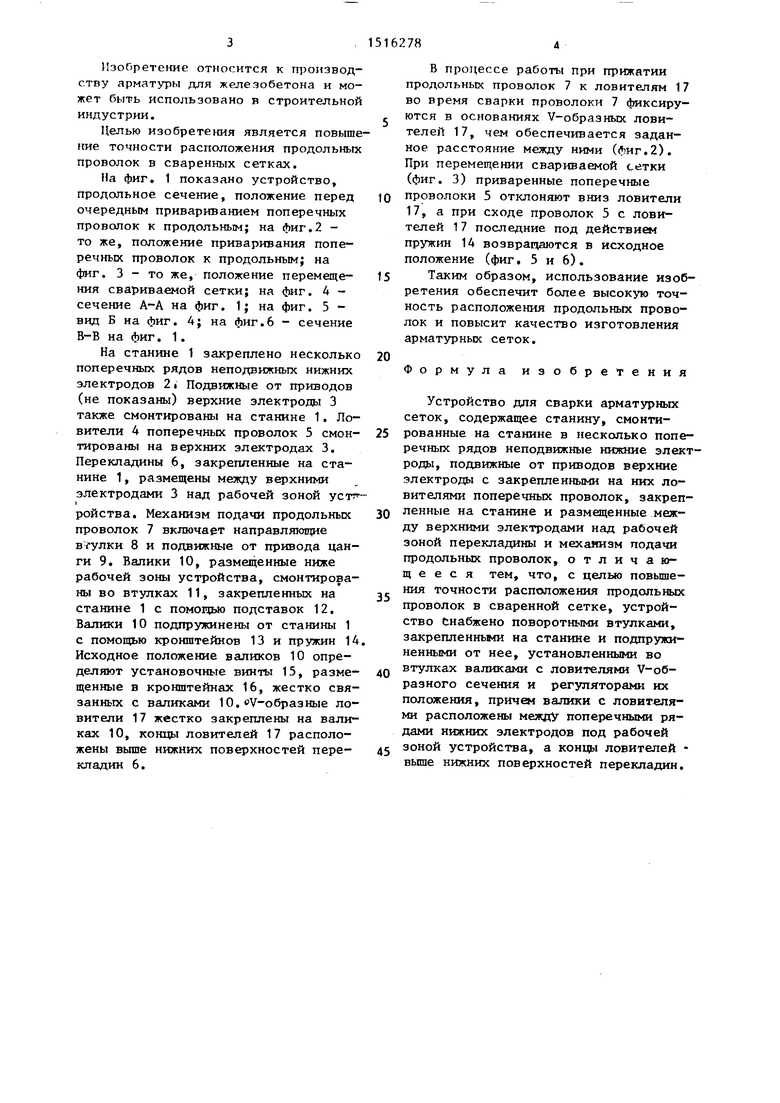
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных сеток | 1989 |
|
SU1727966A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| МЕХАНИЗМ ПОДАЧИ ПОПЕРЕЧНОЙ ПРОВОЛОКИ | 1972 |
|
SU334001A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| Способ изготовления арматурных каркасов и линия для его осуществления | 1985 |
|
SU1399040A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Устройство для сварки арматурных сеток | 1985 |
|
SU1292962A1 |
| СПОСОБ СБОРКИ ПРОСТРАНСТВЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ, МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
RU2012433C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| Устройство для сварки арматурных сеток | 1975 |
|
SU553029A1 |
Изобретение относится к производству арматуры для железобетона и может быть использовано в строительной индустрии. Целью изобретения является повышение точности расположения продольных проволок в сваренных сетках. При прижатии продольных проволок 7 к ловителям 17 во время сварки проволоки 7 фиксируется в основаниях V-образных ловителей 17, чем обеспечивается требуемое расстояние между ними. При перемещении свариваемой сетки приваренные поперечные проволоки 5 отклоняют вниз ловители 17, которые под действием пружин возвращаются в исходное положение. Использование предлагаемого устройства позволит качество арматурных сеток. 6 ил.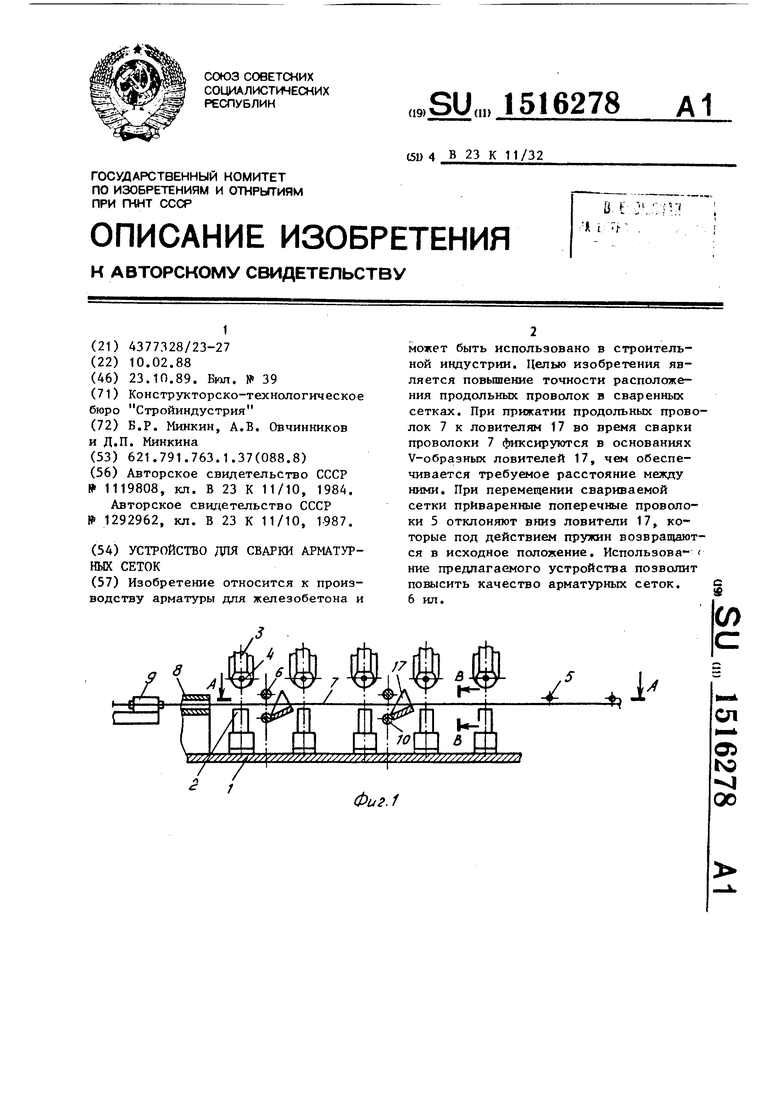
7///77/// / ///77 7А////7////7////л/////уУ7}777 7у}у УУ 777а
Фиг. 2
tu А
/777/7.
Еа
/7//
А-А
Л
-+
Т 16
17
/7//// Л/7//777Л /7/Х
У7
Фиг.5
17
2 7 (/
/
11 f3
7
иг/,
//////////.
{
6
XV
видб
/////////1 ///
Фаг.
5-В
.
п
Фиг. 6
| Способ изготовления сварных сеток | 1983 |
|
SU1119808A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки арматурных сеток | 1985 |
|
SU1292962A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
