Изобретение относится к машиностроению и может найти применение в строительной индустрии.
Цель изобретения - повышение качества арматурных каркасов.
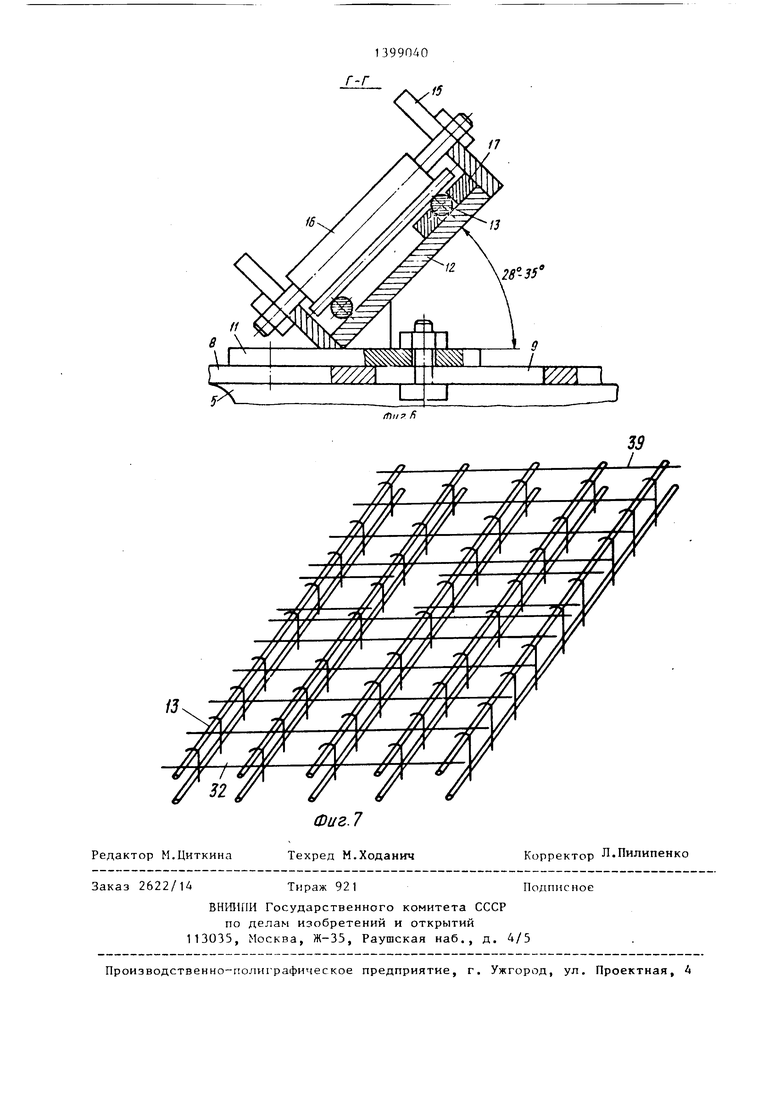
На фиг. 1 показана линия, общий вид; на фиг. 2 - машина для контактной сварки; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - вид В на фиг. 1; на фиг фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7 - арматурный каркас.
Линия состоит из стола 1 для продольных сеток, машины 2 для контактной точечной сварки, устройства 3 для отгиба сеток и стола 4 для укладки готовых арматурных каркасов.
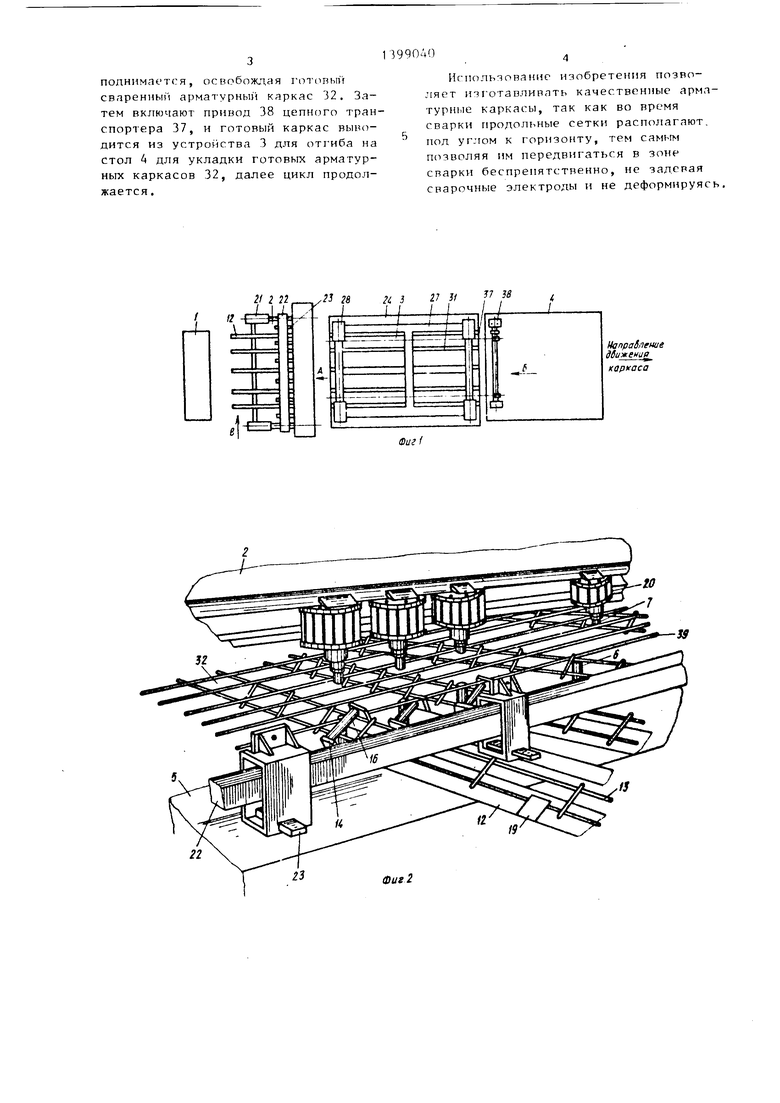
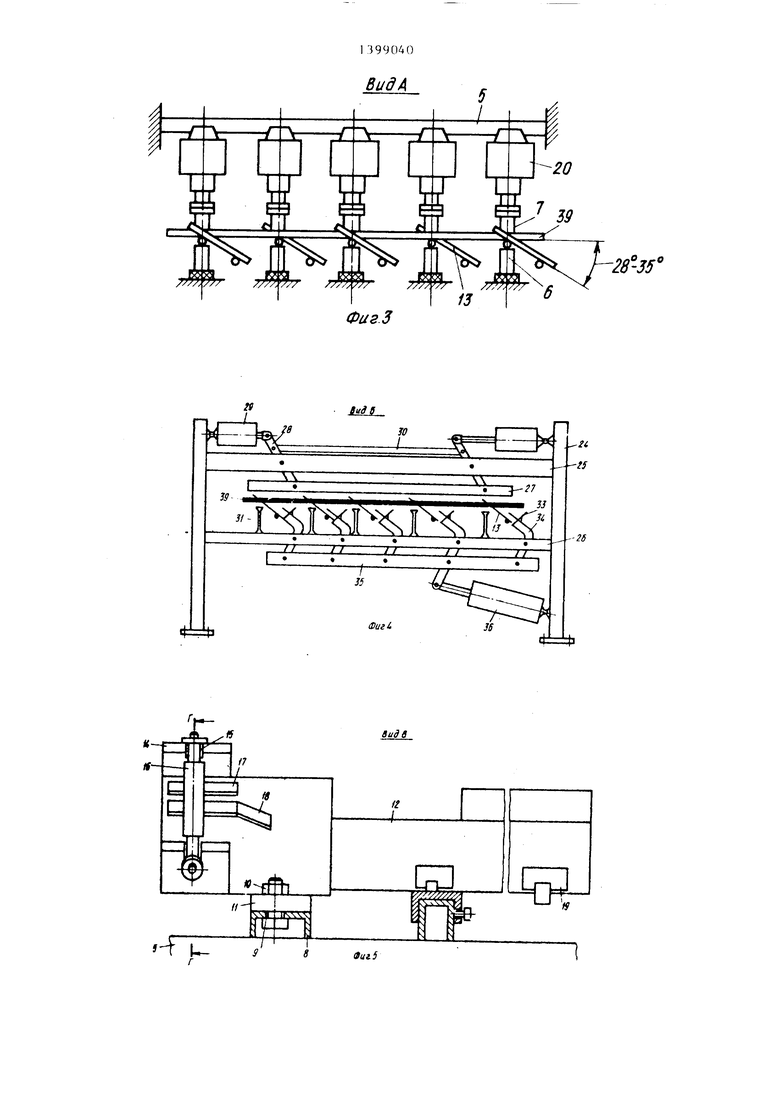
Машина 2 для контактной точечной сварки содержит станину 5, на которой закреплены сварочные головки с нижними 6 и верхними 7 электродами. На станине 5 укреплены балки 8 с прорезями 9, в которых на болтах 10 установлены кронштейны 11, к которым в свою очередь, жестко под углом 28-35° прикреплены направляющие 12 для продольных сеток 13. Направляющие 12 имеют на концах, расположенны перед сварочными головками, ограничительные пластины 14 с пазами 15, между которыми закреплены прижимные ролики 16. Между ограничительными пластинами 14 под роликами 16 установлены ограничители 17 со скосами 18. По нижней кромке направляющих 12 укреплены поддерживающие пластины 19. Верхние злектроды подвижны и имеют привод 20, например пневмо- цилиндры. Привод для шаговой подачи сваренного арматурного каркаса выпол нен в виде пары пневмоцилиндров 21, на штоках которых укреплена траверса 22 с толкателями 23.
Устройство 3 для отгиба продольных сеток 13 в вертикальное положе- ние содержит станину 24 с верхней 25 и нижней 26 балками.
На верхней балке 25 шарнирно укреплена рихтоЕОЧная плита 27, соединенная одновременно шарнирными рыча- гами 28 с пневмоцилиндром 29, установленным на станине 24. Рычаги 28 шарнирно соединены между собой тягой 30.
На нижней балке 26 укреплены опо- ры 31, на которые подают арматурный каркас 32. К нижней балке 26 шарнирно прикреплены отгибающие рейки 33 на рычагах 34, концы которых шарнир
5
5 0
5
0
но присоединены к тят е 33, соединенной с пневмоцилиндром 36, закрепленным на станине 24. Между рихтЪвочной плитой 27 и нижней балкой 26 пр.сзхо- дят цепи транспортера 37 с захватами для сваренного арматурного каркаса 32, привод 38 которого крепится к столу 4 для укладки готовых арматурных каркасов 32.
Изготовление арматурного каркаса происходит следующим образом.
Продольные сетки 13 берут со стола 1 и укладывают в наклонные под
углом 28-35 направляющие 12 машины 2 для контактной точечной сварки арматурных каркасов 32. Передние концы сеток 13 заводят под прижимные ролики 16 и досылают под верхние электроды 7 таким образом, чтобы верхние ветви продольных сеток 13 разместились точно по центру нижних электродов 6. При этом верхние ветви продольных сеток 13 размещаются между ограничителями 17, нижний из которых выполнен со скосом 18 для захода продольных сеток, а поперечные стержни продольных сеток устанавливают между ограничительными пластинами 14. Нижние ветви продольных сеток 13 опираются на поддерживающие пластины 19 направляющих 12. Далее подаются поперечные стержни 39 для приварки их к продольным сеткам 13. После этого срабатывают приводы 20 электродов 7 и происходит прижатие стержней 39 к сеткам 13 и сварка. Затем приводы 20 электродов 7 отключают и последние Поднимаются, срабатывает привод 20 подачи каркасов 32. При перемещении каркасов 32 на шаг перемещаются сетки 13 и стержни 39 на шаг, и процесс продолжается на всю длину сетки 13.
После сварки арматурного каркаса
32на всю длину продольной сетки 13 выключают привод 38 цепного транспортера 37 и арматурный каркас 32 с приваренными под углом продольными сетками 13 вводится и устанавливается на опоры 31. Срабатывает рихтовоч- ная плита 27, которая опускается, обжимает и выравнивает каркас 32, лежащий на опорах 31. Вслед за этим включается пневмоцилиндр 36 и рейки
33деформируют продольные сетки 13, отгибая их в вертикальное положение. Пневмоцилиндр 36 отключают, рейки
33 возвращаются в исходное положение. Приводы плиты 27 отключают, плита 27
поднимается, осс обождая готовьп сваренный арматурный каркас 32. Затем включают привод 38 цепного транспортера 37, и готовый каркас выводится из устройства 3 для отгиба на стол для укладки готовых арматурных каркасов 32, далее цикл продолжается .
Нспользованяе изобретения позволяет изготавливать качественные арматурные каркасы, так как во время сварки гфодол11ные сетки располагают, под углом к горизонту, тем самым позволяя им передвигаться в зоне сварки беспрепятственно, не задевая сварочные электроды и не деформируясь,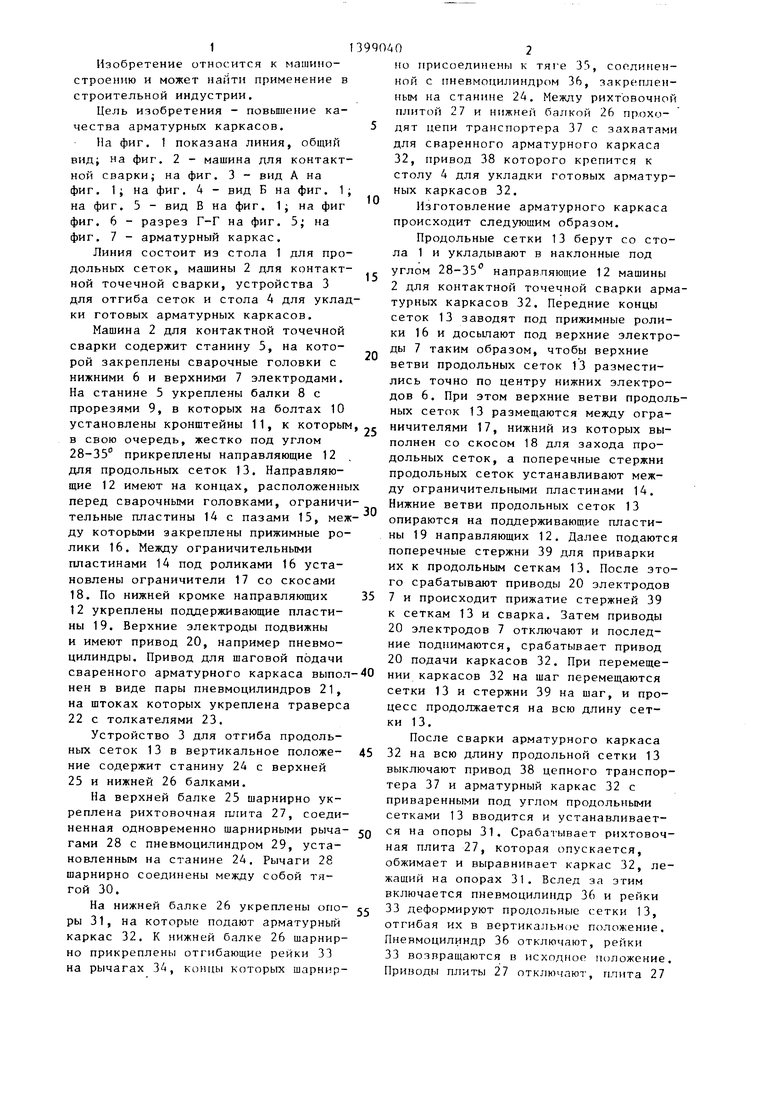
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1138276A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU339363A1 |
| Линия для контактной точечной сварки пространственных арматурных каркасов | 1975 |
|
SU556876A1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |
1. Способ изготовления арматурных каркасов путем приварки поперечных стержней к продольным плоским сеткам, отличающийся тем, что, с целью повышения качества арматурных каркасов, продольные сетки устанавливают в зоне сварки под углом 28-35° к поперечным стержням, сваривают поперечные стержни с продольной сеткой, обжимают каркас и свободные концы продольных сеток отгибают до угла 90° между поперечньгми стержнями и плоской сеткой. 2. Линия для изготовления арматурных каркасов, содержащая установленные на станине машины для контактной сварки сварочные головки с верхними и нижними электродами, направляющие для продольных сеток, смонтированные с возможностью поперечного перемещения, меха1П13м шагового перемещения сваренного каркаса и стол для укладки сваренных каркасов, отличающаяся тем, что, с целью повышения качества арматурных каркасов, она снабжена установленным в зоне сварки устройством для отгиба, выполненным в виде дополнительной станины и установленных на ней опор для каждой продольной сетки арматурного каркаса приводной рихтовочной плиты, размещенной с одной стороны опор, и приводных реек, расположенных с другой стороны опор, а направ- для продольных сеток закреплены под углом 28-35 к станине и снабжены, прижимными роликами. (С (Л оо со со
, S Л 5 27 }/ f / ( I
22
Фиг
Фиг 2
к
Лид S
2J-/7
i
/ //7//
-28°35
ФигЗ
10
п
-Л -fS
„
2J-/7
-26
Фиг&
г-г
13
| Машина для контактной точечной сварки арматурных каркасов | 1984 |
|
SU1183327A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
