Изобретение относится к области обработки металлов давлением, а именно к устройствам для изготовления арматурных изделий, и может быть использовано в строительной индустрии.
Цель изобретения - обеспечение одновременной сварки двух взаимоперекрещи- вающйхся сеток.
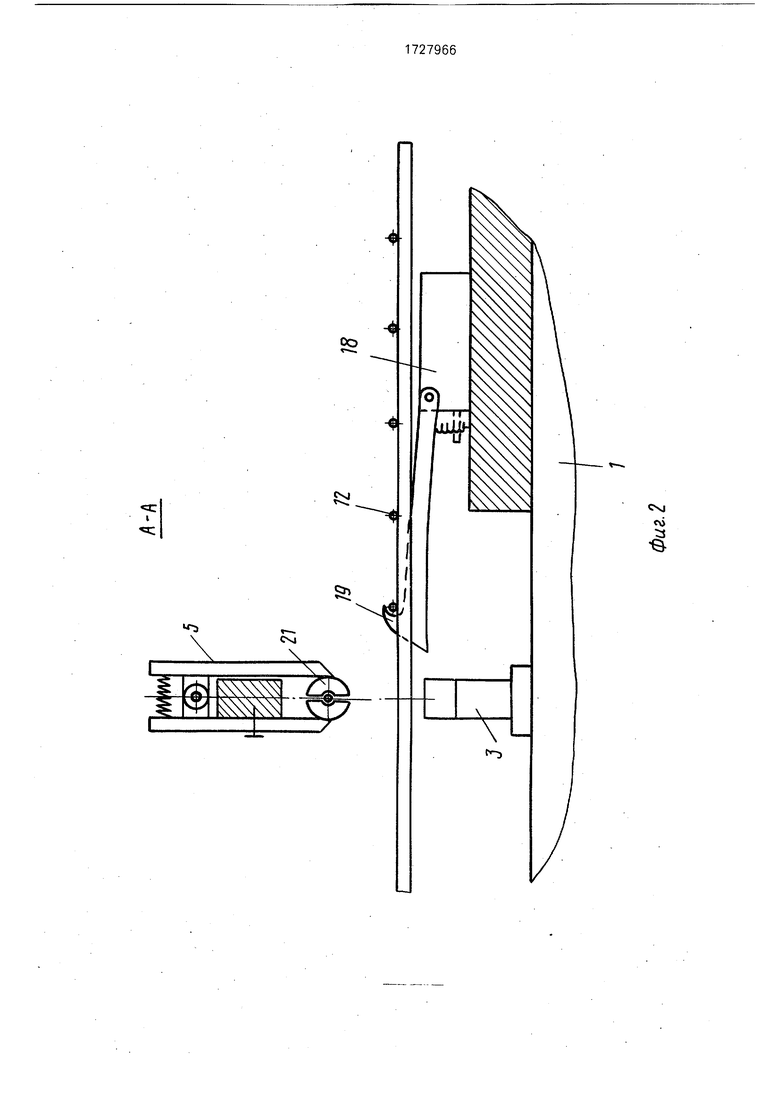
На фиг. 1 изображено устройство для сварки арматурных сеток, поперечное сече- ние; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - железобетонный столб,армированный взаимоперекрещивающимися сетками, поперечное сечение.
На станине 1 закреплены две нижние электродные пары 2 и 3, сдвинутые одна относительно другой по ходу свариваемых сеток и поперек. Плоскости, соединяющие рабочие поверхности электродных пар 2 и 3, пересекаются, образуя внутренний угол бо- лее 150°. Ответные нижним верхние электродные пары 4 и 5 смонтированы на штоках силовых цилиндров 6 и 7, которые установлены на верхних балках 8, закрепленных на станине 1. Механизмы 9 и 10 подачи попе- речных проволок 11 и 12 закреплены на станине 1 с помощью кронштейнов 13 и 14. Механизмы 15 и 16 отрезания поперечных проволок 11 и 12 от циклично подаваемых проволок 17 закреплены на станине 1. Me- ханизмы 18 подачи продольных проволок выполнены в виде подвижных от привода (не показан) кареток, снабженных захватами 19, служащими для взаимодействия с приваренными к продольным проволокам 20 поперечными проволоками 11 и 12. Ловители 21 закреплены на верхних электродных парах 4 и 5 и выполнены разъемными и подпружиненными.
Устройство работает следующим обра- зом.
Проволоку 17 подают в ловители 21 верхних электродных пар 4 и 5. Направление подачи проволоки показано стрелками на фиг. 1. Затем от проволок 17 механизмами 15 и 16 отрезают отрезки проволоки 11-и 12 заданных размеров, которые остаются в ловителях 21. Затем электродные пары 4 и 5 опускают так, что проволоки 11 и 12 прижимаются к проволокам 20, и приваривают первые к вторым. Затем верхние электродные пары 4 и 5 поднимают, а свариваемые сетки перемещают на шаге помощью захватов 19. Далее цикл повторяется,
Таким образом, устройство обеспечивает изготовление двух перекрещивающихся между собой двухветвевых сеток с высокой производительностью, так как скорость сварки двух сеток соответствует скорости сварки одной сетки. Из таких перекрещивающихся сеток легко образуют пространственный каркас для армирования железобетонных столбов и свай при установке его в форму (фиг. 3).
Формула изобретения Устройство для сварки арматурных сеток, содержащее смонтированные на станине механизм подачи продольной и поперечной проволоки, две неподвижные нижние и ответные им подвижные верхние пары электродов, смещенные относительно одна другой по ходу свариваемых сеток и поперек хода, и ловители поперечной проволоки, закрепленные на верхних парах электродов, отличающееся тем, что, с целью обеспечения одновременной сварки двух взаимоперекрещивающихся сеток, плоскости, соединяющие рабочие поверхности каждой пары нижних электродов, пересекаются, образуя внутренний угол более 150°.
Фиг, 5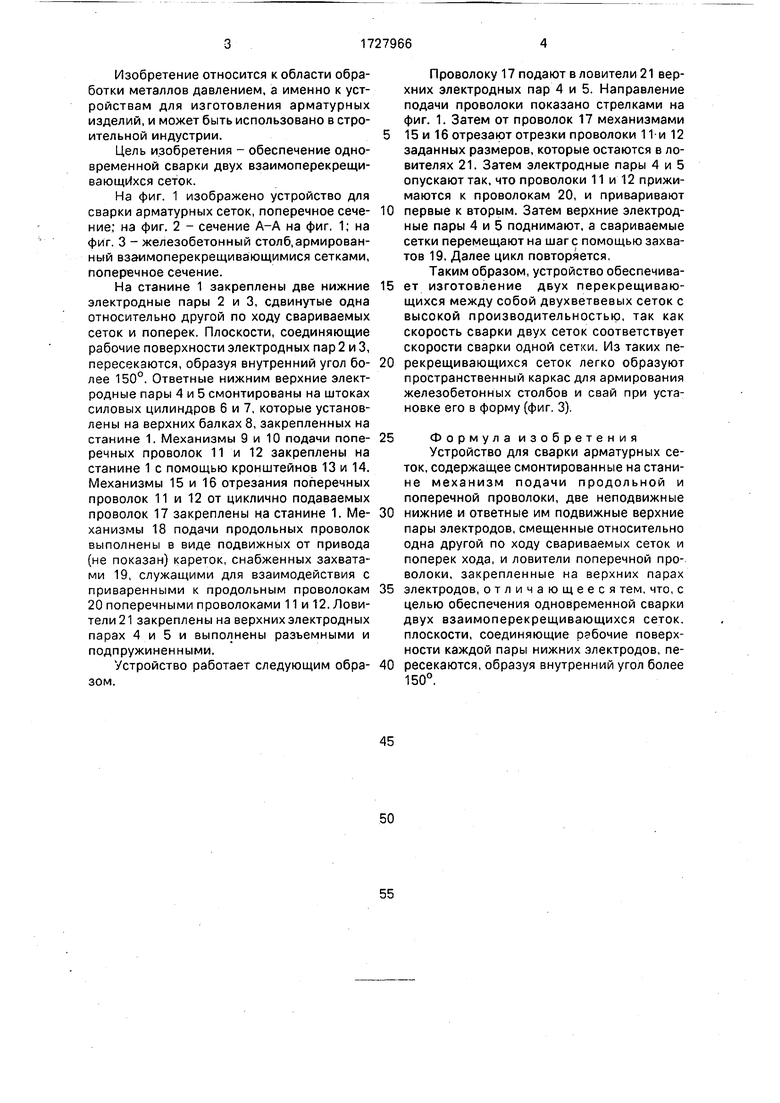
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных сеток | 1985 |
|
SU1292962A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| Устройство для сварки арматурных сеток | 1988 |
|
SU1516278A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2007 |
|
RU2376115C2 |
| Устройство для сварки арматурных сеток | 1974 |
|
SU574257A1 |
| МЕХАНИЗМ ПОДАЧИ ПОПЕРЕЧНОЙ ПРОВОЛОКИ | 1972 |
|
SU334001A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
Изобретение относится к области обработки металлов давлением, а именно к устройствам для изготовления арматурных изделий, и может быть использовано в строительной индустрии. Цель изобретения повышение производительности за счет обеспечения одновременной сварки двух взаимоперекрещивающихся сеток. В устройстве для сварки арматурных сеток неподвижные нижние электродные пары 2 и 3 смещены относительно друг друга по ходу свариваемых сеток и поперек хода, а ответные им подвижные верхние электродные пары 4 и 5 снабжены ловителями для поперечных проволок свариваемых сеток. Плоскости, соединяющие рабочие поверхности каждой пары нижних электродов, пересекаются с образованием внутреннего угла более 150°. Устройство обеспечивает изготовление двух перекрещивающихся сеток с высокой производительностью, т. к. скорость сварки двух сеток соответствует скорости сварки одной сетки. 3 ил. со с
| Устройство для сварки арматурных сеток | 1985 |
|
SU1292962A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
