Изобретение относится к области изготовления арматурных сеток и может быть использовано при контактной сварке сеток.
Известен механизм подачи поперечной проволоки к машине для контактной сварки арматурных сеток, содержащий установленный с возможностью перемещения от пневмопривода поперек свариваемой сетки зажим поперечной проволоки.
Цель изобретения - повышение производительности и надежности механизма в работе.
Это достигается тем, что зажим проволоки выполнен в виде закрепленной на конце штока привода втулки, в которой выполнены сквозное отверстие для поперечной проволоки, расположенное параллельно оси втулки, и перпендикулярная ее оси сообщающаяся с отверстием прорезь. В прорези размещен подпружиненный шарнирно закрепленный во втулке рычаг, заклинивающий проволоку при подаче ее под сварку.
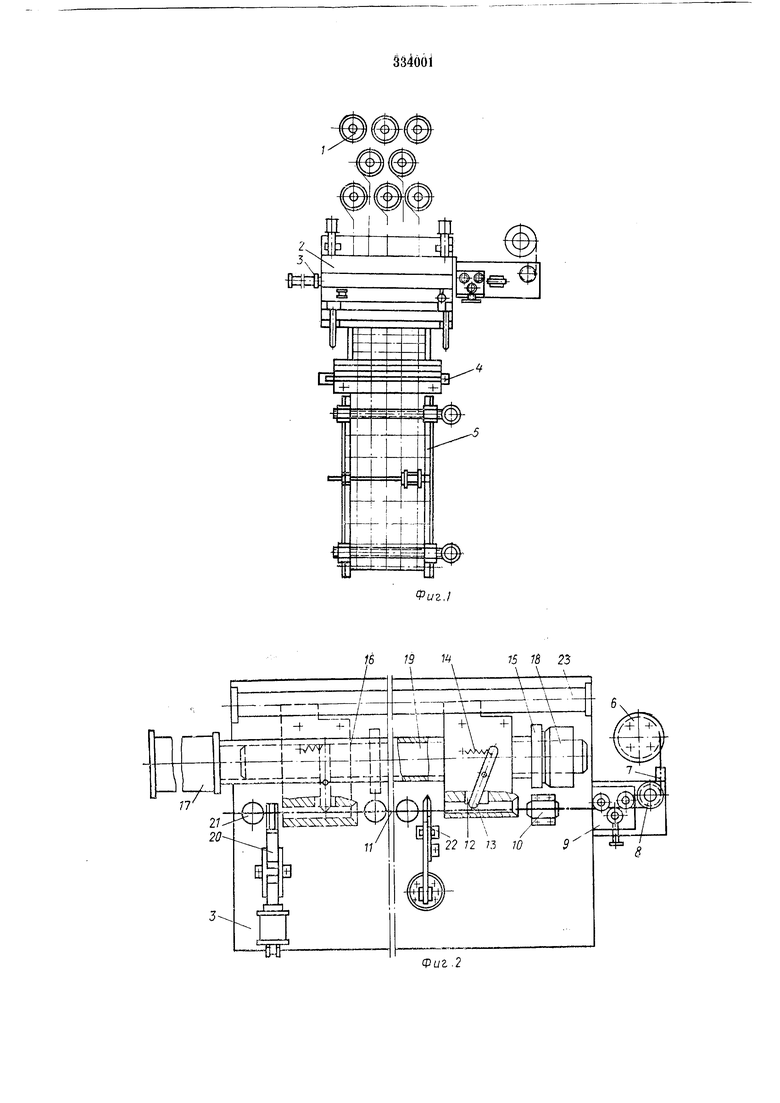
На фиг. 1 показана машина для изготовления сеток, в плане; на фиг. 2 - механизм подачи поперечной проволоки, в плане.
Машина состоит из бухтодержателей / продольной проволоки, сварочного устройства 2, механизма 3 подачи поперечной проволоки, устройства 4 для отрезки сеток и опрокидывающего устройства 5.
держит бухтодержатель 6, направляющую втулку 7, направляющий ролик 8, роликовое правильное устройство 9, направляющую втулку 10, через которую проходит поперечная 5 проволока //, втулку /2 с прорезью, шарнирно закрепленный на втулке и заведенный в ее прорезь рычаг /3 с пружиной 14. Втулка 12 и ограничитель 15 закреплены на полом штоке 16 пневмоцилиндра П. В упоре 18 укреплен направляющий стержень 19, по которому скользит полый шток 16. Для удержания свободного конца проволокн служит зажимной механизм 20, расположенный между электро дами 21. Поперечную проволоку отрезают
5 ножницы 22, смонтированные па сварочном устройстве.
Машина работает следующим образом. Продольная проволока подается в сварочное устройство 2 нз бухт, установленных в
0 бухтодержателе 1. Механизм 5 подачи поперечной проволоки протягивает проволоку из бухты в сварочное устройство. Сваренная сетка выходнт из машины, проходит через устройства 4 и попадает на опрокидывающее уст5 ройство 5. При воздействнн на конечный выключатель сетка отрезается определенной длины и с номощью опрокидывающего устройства складывается в пакет. В исходном состоянии втулка 12 находится проволока и из бухтодержателя 6 через направляющую втулку 7, паправляющий ролик 8, правильное устройство 9, направляющую втулку 10 заправляется во втулку 12. Конец проволоки должен выходить из втулки 12 на длину до ножниц 22. При срабатывании ипевмоцилиндра 17 (рабочий ход) втулка 12, перемещаясь со штоком 16, занимает левое положение (на чертеже показано нуиктнром). С помощью пружины 14 н рычага 13 проволока заклинивается во втулке 12 и таким образом вместе со втулкой протягивается над электродами 21. В крайнем левом положении втулки 12 срабатывает зажимной механизм, зажимающий конец проволоки 11, выступающий из втулки 12. После этого пневмоцилиндр 17 срабатывает в обратном направлении (холостой ход), и втулка 12 возвращается в исходное положение. При этом втулка 12 и подпружиненный рычаг 13 скользят по неподвижной натянутой поперечной проволоке 11. Срабатывают пневмоцилиндры верхних электродов и происходит сжатие и сварка нродольных проволок с поперечной. Одновременно зажимное устройство 20 освобождает конец проволоки, а ножницы 22 отрезают приваренную поперечную проволоку. После этого цикл работы автоматически повторяется. 5 10 15 20 25 30 Во избежание перекоса при сварке щирокйзс арматурных сеток втулка 12 при возвратнопоступательном движении скользит по направляющей 23, а в полом штоке 16 находится направляющий стержень 19, закрепленный на упоре 18, с которым соприкасается ограничитель 15 хода штока. Нанравляющая втулка 10 обеспечивает необходимое направление проволоки при ее выходе из правильного устройства 9. Предмет изобретения Механизм подачи поперечной проволоки к машине для контактной сварки арматурных сеток, содержащий установленный на станине машины с возможностью перемещения от пневмопривода поперек свариваемой сетки зажим поперечной проволоки, отличающийся тем, что, с целью повышения производительности и надежности в работе, зажим проволоки выполнен в виде закрепленной на конце штока привода втулки, в которой выполнены сквозное отверстие для поперечной проволоки, расположенное параллельно оси втулки, и перпендикулярная ее оси сообщающаяся с отверстием прорезь, в которой размещен подпружиненный щарнирно закрепленный во втулке рычаг, заклинивающий проволоку при подаче ее под сварку.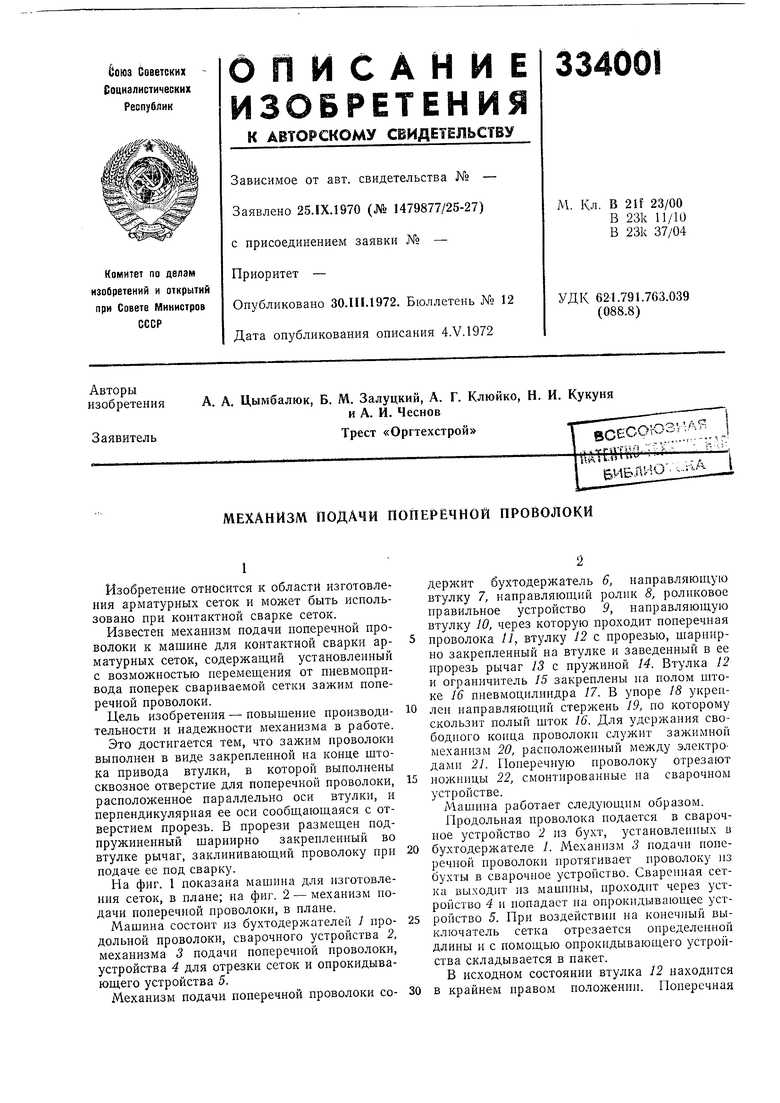
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| Линия для изготовления арматурных каркасов | 1983 |
|
SU1189624A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1799309A3 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1138276A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |