Изобретение относится к гибким производственным линиям йборки преимущественно больших интегральных схем, используюпцо1 робототехнические модули.
Цель изобретения - повышение производительности.
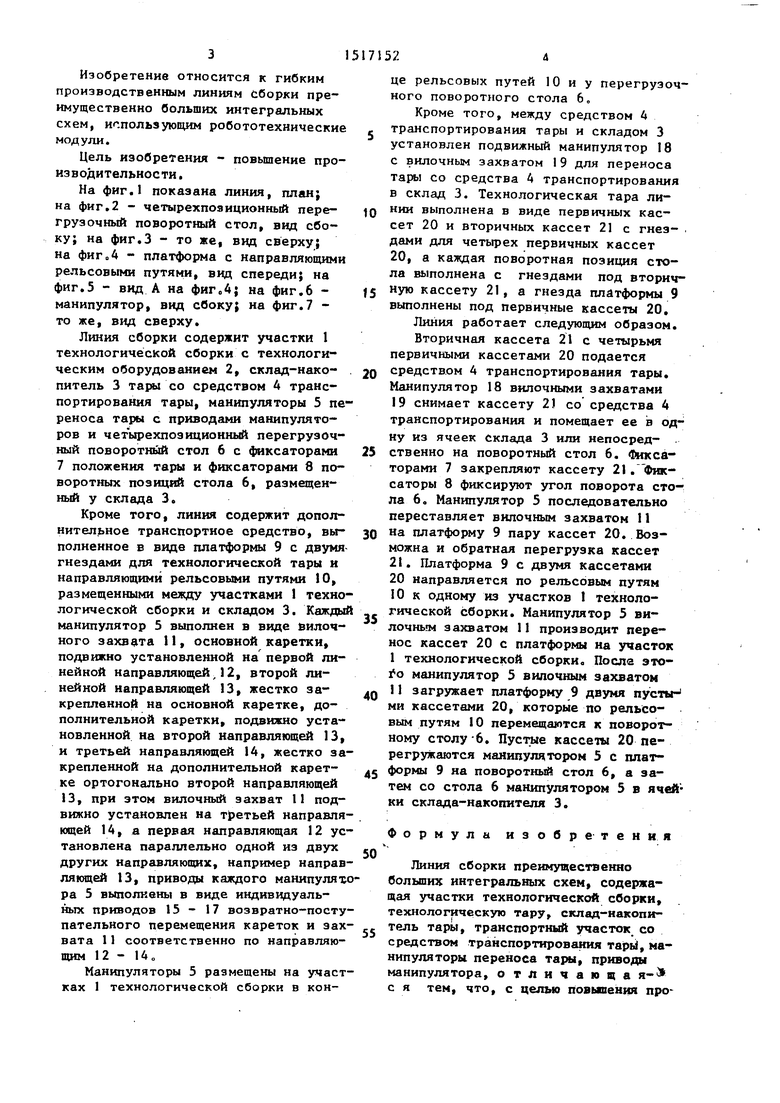
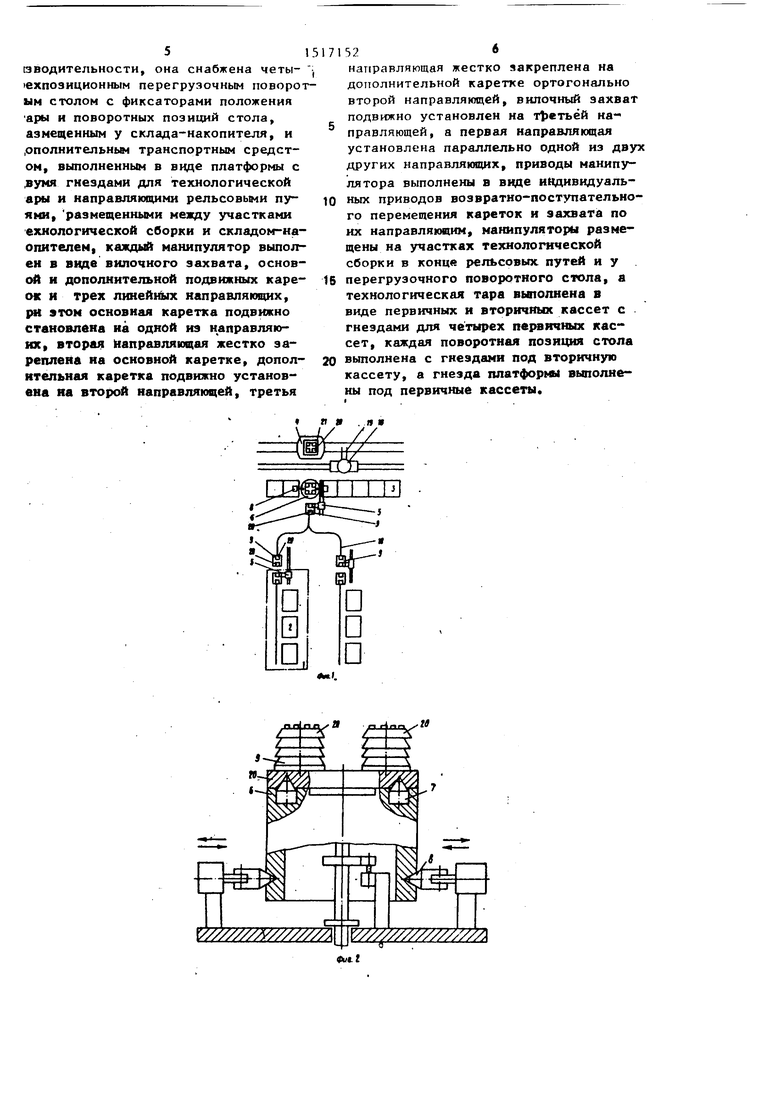
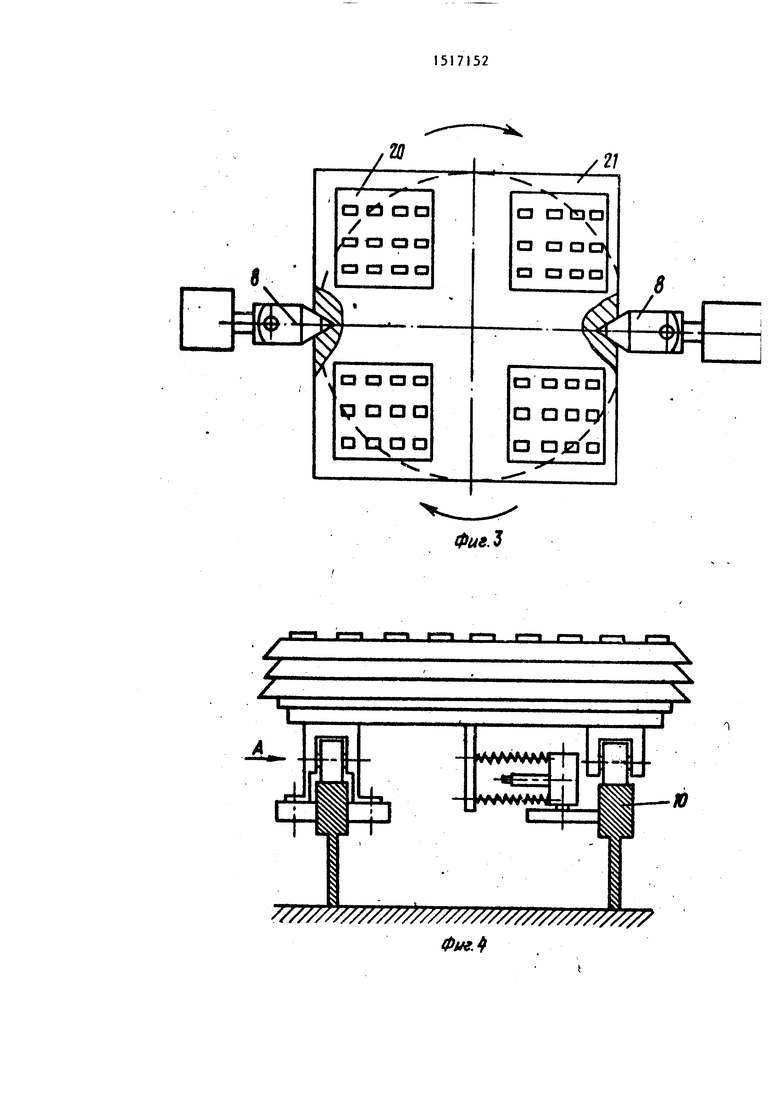
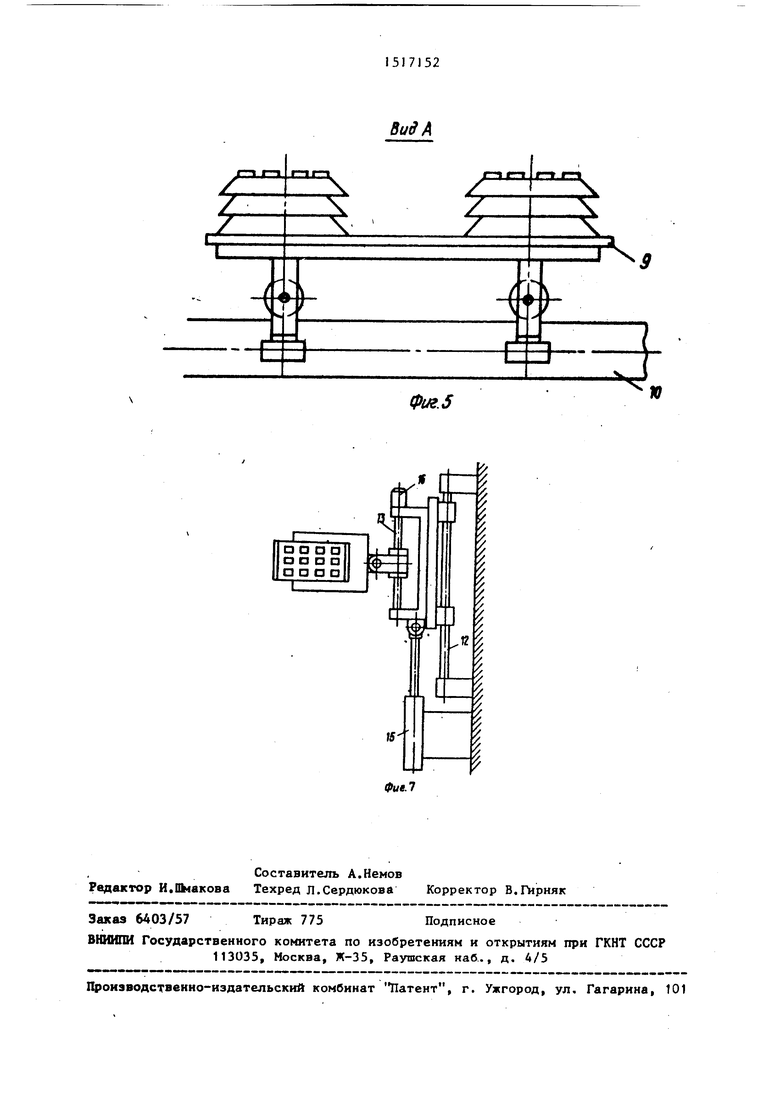
На фиг.1 показана линия, план; на фиг.2 - четырехпоэиционный пере- грузочкый поворотный стол, вид сбоку; на фиг.З - то же, вид сверху; на фиг.4 - платформа с направляющими рельсовыми путями, вид спереди; на фиг.5 - вид А на фиго4; на фиг.6 - манипулятор, вид сбоку; на фиг.7 - то же, вид сверху.
Линия сборки содержит участки 1 технологической сборки с технологическим оборудованием 2, склад-нако- питель 3 Tai%i со средством 4 транспортирования тары, манипуляторы 5 переноса тары с приводами манипуляторов и четырехпозиционный перегрузочный поворотньй стол 6 с фиксаторами 7 положения тары и фиксаторами 8 поворотных позицяй стола 6, размещенный у склада 3.
Кроме того, линия содержит дополнительное транспортное средство, вы- полненное в виде платформы 9 с двумя- гнездами для технологической тары и направляющими рельсовыми путями 10, размещенными между участками 1 технологической сборки и складом 3. Каждый манипулятор 5 выполнен в виде вилочного захвата 11, основной каретки, подвижно установленной на первой линейной направляющей,12, второй линейной направляющей 13, жестко за- крепленной на основной каретке, дополнительной каретки, подвижно установленной на второй направляющей 13, и третьей направляющей 14, жестко закрепленной на дополнительной карет- ке ортогонально второй направляющей 13, при этом вилочный захват 11 подвижно установлен на третьей направля ющей 1А, а первая направляющая 12 установлена параллельно одной из двух других направляющих, например направляющей 13, приводы каждого манипулях ра 5 выполнены в виде индивидуальных приводов 15 - 17 возвратно-поступательного перемещения кареток и захвата 11 соответственно по направляющим 12 - 14о
Манипуляторы 5 размещены на участках 1 технологической сборки в кон
д с Q
5
це рельсовых путей 10 и у перегрузочного поворотного стола 6,
Кроме того, между средством 4 транспортирования тары и складом 3 установлен подвижный манипулятор 18 с вилочным захватом 19 для переноса тары со средства 4 транспортирования в склад 3. Технологическая тара линии выполнена в виде первичных кассет 20 и вторичных кассет 21 с гнез- . дами для четьфех первичных кассет
20,а каждая поворотная позиция стола выполнена с гнездами под вторичную кассету 21, а гнезда платформы 9 выполнены под первичные кассеты 20.
Линия работает следующнм образом.
Вторичная кассета 21 с четырьмя первичными кассетами 20 подается средством 4 транспортирования тары. Манипулятор 18 вилочными захватами
19снимает кассету 21 со средства 4 транспортирования и помещает ее в одну из ячеек склада 3 или непосред- ственно на поворотный стол 6. Фиксаторами 7 закрепляют кассету 21.Фиксаторы 8 фиксируют угол поворота сто ла 6. Манипулятор 5 последовательно переставляет вилочным захватом 11
на платформу 9 пару кассет 20. Возможна и обратная перегрузка кассет
21.Платформа 9 с двумя кассетами
20направляется по рельсовым путям
10к одному из участков 1 технологической сборки. Манипулятор 5 ви- лочнь м захватом 11 производит перенос кассет 20 с платформы на участок 1 технологической сборки. После это- fo манипулятор 5 вилочным захватом
11загружает платформу 9 двумя пустьИ ми кассетами 20, которые по рельсовым путям 10 перемещаются к поворотному столу 6. Пустые кассеты 20 перегружаются манипулятором 5 с платформы 9 на поворотный стол б, а затем со стола 6 манипулятором 5 в ячейки склада-накопителя 3.
Формула изобретения
Линия сборки преимущественно больших интегральных схем содержащая участки технологической сборки, технологическую тару, склад-накопитель тары, транспортный участок со средством транспортирования тары, манипуляторы переноса тары, приводы манипулятора, отличающая- с я тем, что, с целью повыпения проя я
я я
//
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
| Гибкий автоматизированный участок | 1987 |
|
SU1585118A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ РУЛОНОВ ПЕЧАТНОЙ ПРОДУКЦИИ | 1992 |
|
RU2071926C1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Гибкое автоматизированное производство | 1984 |
|
SU1291366A1 |
| Линия ремонта палет | 1979 |
|
SU832287A1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
Изобретение относится к электронике и может быть использовано в линиях сборки больших интегральных схем, использующих робототехнические модули. Линия содержит участки технологической сборки с технологическим оборудованием, транспортный участок со средством транспортирования тары, манипуляторы (М) переноса тары с приводом (П), четырехпозиционный перегрузочный поворотный стол с фиксаторами положения тары и фиксаторами поворотных позиций стола и дополнительное транспортное средство в виде платформы с двумя гнездами для технологической тары и направляющими рельсовыми путями, размещенными между участками технологической сборки и складом - накопителем. Каждый М выполнен в виде вилочного захвата 11, основной каретки, подвижно установленной на направляющей 12, направляющей 13, жестко закрепленной на основной каретке, и дополнительной каретки, подвижно установленной на направляющей 13, и направляющей 14, жестко закрепленной на дополнительной каретке ортогонально направляющей 13. Вилочный захват 11 подвижно установлен на направляющей 14, а направляющая 12 установлена параллельно одной из направляющих, например 13. П каждого М выполнены в виде индивидуальных приводов П 15-17 возвратно-поступательного перемещения кареток и вилочного захвата по направляющим 12-14, соответственно. Линия высокопроизводительна в работе. 7 ил.
D
у/////////////////:)(
//// /////////7
//////Л
.
В ив А
Фиг. 5
V
| Твердотельная технология (Solid State technology), США, 1985, т.28, 9, с.50-56. |
