(54) ЛИНИЯ РЕМОНТА ПАЛЕТ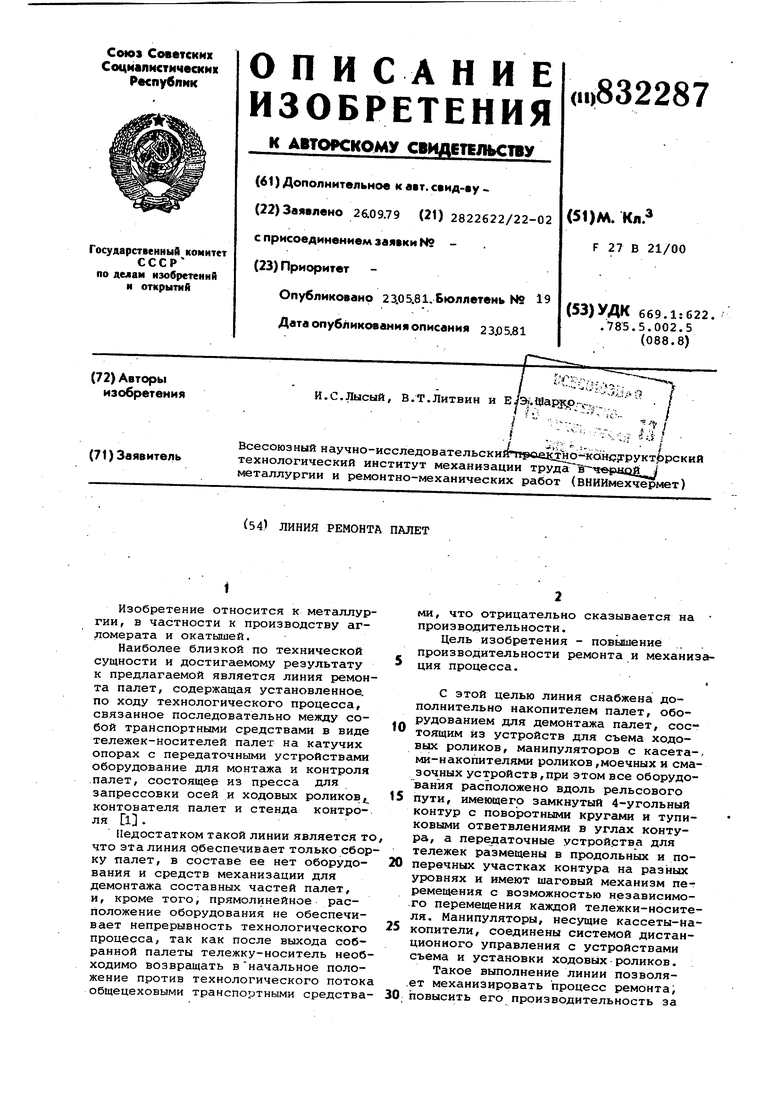

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия ремонта палет | 1986 |
|
SU1345042A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Линия подготовки составов с изложницами для сифонной разливки стали | 1985 |
|
SU1360881A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Линия формования кирпича полусухого прессования | 1990 |
|
SU1756162A1 |
| Поточная линия для изготовления кирпича | 1977 |
|
SU707805A1 |
| АВТОМАТИЗИРОВАННЫЙ ЦЕХ ДЛЯ ИЗГОТОВЛЕНИЯ ИЛИ РЕМОНТА ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕСНЫХ ПАР | 1999 |
|
RU2165835C1 |
| Устройство для ремонта тележек конвейерных обжиговых и агломерационных машин | 1981 |
|
SU989289A1 |
| Автоматическая линия для разгрузки бетонных элементов на поддонах из сушильных вагонеток | 1982 |
|
SU1115906A1 |
f
Изобретение относится к металлургии, в частности к производству агломерата и окатЕЛшей.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является линия ремонта палет, содержащая установленное, по ходу технологического процесса, связанное последовательно между собой транспортными средствами в виде тележек-носителей палет на катучих опорах с передаточными устройствами оборудование для монтажа и контроля .палет, состоящее из пресса для запрессовки осей и ходовых роликов контователя палет и стенда контроля 1 .
Недостатком такой линии является т что эта линия обеспечивает только сборку палет, в составе ее нет оборудования и средств механизации для демонтажа составных частей палет, и, кроме того, прямолинейное расположение оборудования не обеспечивает непрерывность технологического процесса, так как после выхода собранной палаты тележку-носитель необходимо возвращать вначальное положение против технологического поток общецеховыми транспортными средствами, что отрицательно сказывается на производительности.
Цель изобретения - повышение . производительности ремонта и механизация процесса.
С этой целью линия снабжена дополнительно накопителем палет, оборудованием для демонтажа палет, сос0тоящим из устройств для съема ходовых роликов, манипуляторов с касета-/ ми-накопителями роликов,моечных и смазочных устройств,при этом все оборудования расположено вдоль рельсового
5 пути, имеющего замкнутый 4-угольный контур с поворотными кругами и тупиковыми ответвлениями в углах контура, а передаточные устройства для тележек размещены в продольных и по0перечных участках контура на разных уровнях и имеют шаговый механизм перемещения с возможностью Н1езависимого перемещения каждой тележки-носителя. Манипуляторы, несущие кассеты-на5копители/ соединены системой дистанционного управления с устройствами съема и установки ходовых роликов.
Такое выполнение линии позволя.ет механизировать процесс ремонта;
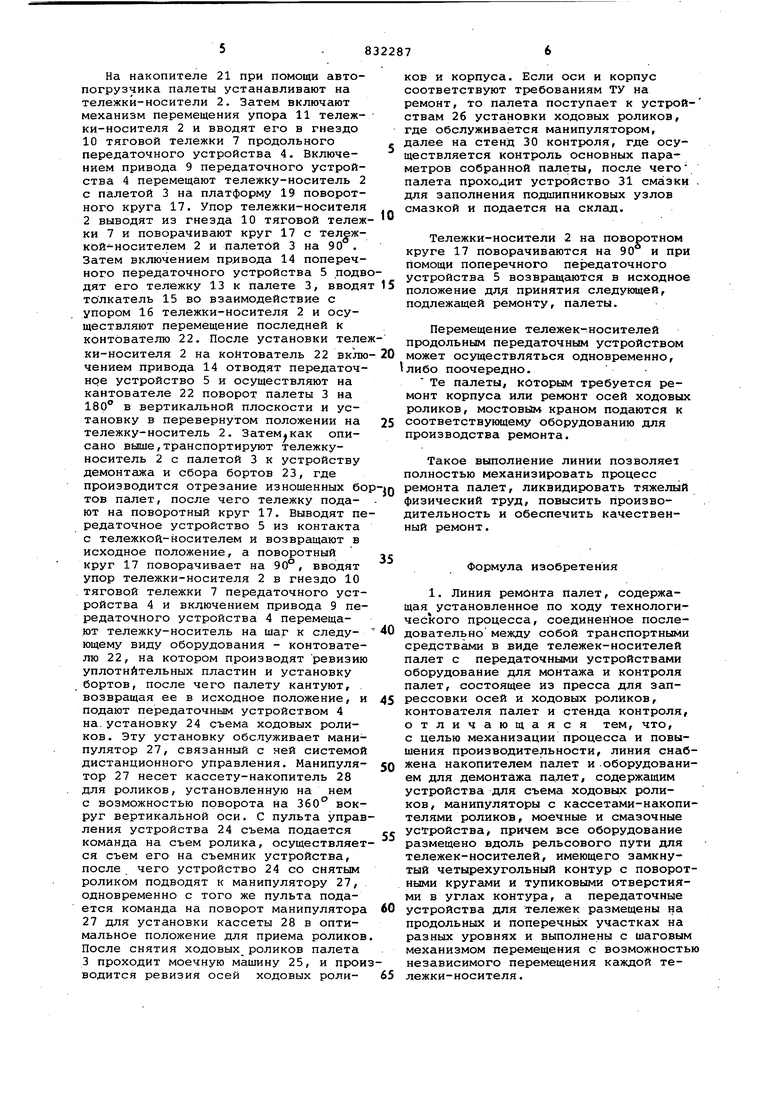
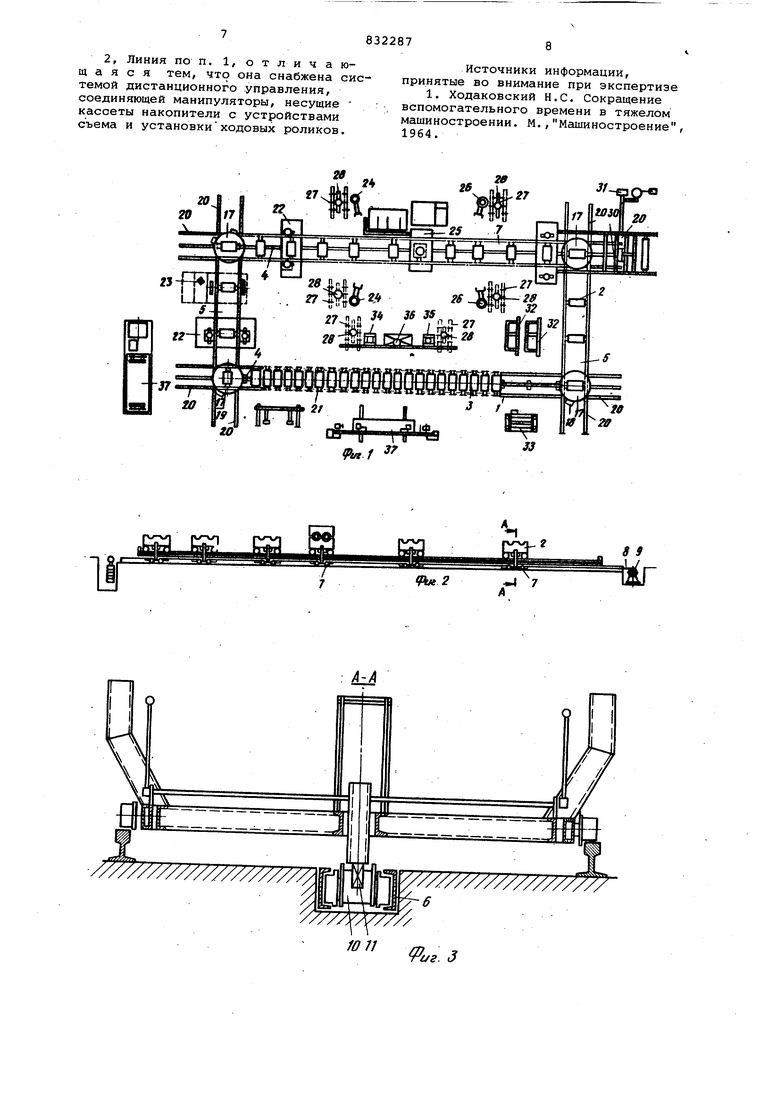
0 повысить его производительность за счет сокращения времени на транспор тирование. На фиг, 1 изображена линия,общий вид/ на фиг. 2 - продольное пер даточное устройство, общий вид/ на фиг. 3 - разрез А-А на фиг. 2/ на ф фиг. 4 - поперечное передаточное ус ройство, общий вид; на фиг. 5 соединение упора тележки передаточного устройства с тележкой-носите-, лем палет; на фиг. б - устройства съема ходовых роликов с манипулятор и кассетой-накопителем. Пунктиром показано положение устгройства съема при взаимодействии с манипулятором. Линия состоит из следующих элементов. На рельсовом пути 1, имеющем зам нутый четырехугольный контур, распо ложены тележки-носители 2, предназначенные для установки на них и пос ледующего транспортирования в потоке линии палет 3. Линия оборудован передаточными устройствами 4 и 5, предназначенными для перемещения тележек-носителей 2 по рельсовому пути с одной технологической операции на другую. Передаточные устройства 4 (продольные) представляют собоЧ направляющие 6, в которых с определенным шагом, соответствующим расстоянию между pai oHTHbiM оборудованием, размещены тяговые тележки 7. Тележки 7 связаны между собой канатом 8, приводимым в движение приводом 9, и имеют гнезда 10, в которые входят упоры 11 тележки-носителя 2. Передаточные устройства 5 (попер ные) представляют собой установленную на монорельсе 12 над рельсовым путем тележку 13 с канатным приводо 14. В нижней части тележки 13 имеет ся подвижный толкатель 15, взаимоде ствующий со стационарным упором 16 тележки-носителя 2. По углам четырехугольника, образованного рельсовым путем, расположены поворотные круги 17, служащие для поворота тележки-носителя на 90 и изменения направления ее движения. Поворотный круг 17 представляет- собой раму 18 с расположенной н ней приводной поворотной платформой 19 о рельсами. Рельсы на поворотной плат форме 19 установлены консольно, образуя свободное пространство между консолью и поворотной платформо 19, в которое при повороте последней входят направляющие продольног передаточного устройства 4, и, таким образом, обеспечивается поворот круга на 90° при пересечении его направляющими продольного передаточного устройства 4. Поперечные передаточные устройства проходят выше поворотного круга, чем обеспечивается свободный вход тележки-носителя на поворотный круг. Рельсовый путь 1 имеет в угловых зонах тупиковые ответвления 20 для вывода из потока тележки в случае технологической необходимости. Один изпродольных участков рельсового пути 1, от которого начинается технологическая цепь,служит накопителем 21 палет. Вдоль рельсового пути по обе его стороны расположено следугадее технологическое оборудование для ремонта палет; 1.Кантователь 22 палет предназначен для съема палеты с тележки-носителя 2, поворота ее на 180 в вертикальной плоскости и установки на тележку-носитель. В линии установлено несколько таких контователей. 2.Устройство демонтажа и сбора изношенных бортов 23 предназначено для отрезания изношенных бортов палет и их сбора. 3.Устройство 24 для съема ходовых роликов предназначено для съема ходовых роликов с осей палет и сбора их. 4.Устройство 25 для мойки корпусов палет после съема ходовых роликов . 5.Устройство 26 для установки ходовых роликов. 6.Устройство съема и установки ходовых роликов обслуживаются манипуляторами 27, предназначенными для перемещения кассет-накопителей 28 роликов. Манипуляторы связаны с этими устройствами системой дистанционного управления таким образом, что пульт 29 управления устройства съема 24 или установки 25 ходовых роликов подсоединен электрической связью также и к манипулятору 27, несущему кассету 28. 7.Стенд-30 контроля и сбора предназначен для контроля параметров отремонтированных тележек и сбора их для отправки на хранение. 8. Устройство 31 для смазки ходовых роликов. Кроме перечисленного оборудования, расположенного в технологической последовательности, в линии имеется технологическое оборудование для операций, выполняемых по мере необходимости. Это установка ремонта ходовых роликов, включающая устройства распрессовки 32 и запрессовки 33 их осей, устройства распрессовки 34 и запрессовки 35 подшипников, устройство 36 мойки роликов, устройство 37 для ремонта корпусов /палет. Связь этих устройств с основной транспортирующей системой осуществляется посредством мостового крана. Работа линии осуществляется следующим образом. На накопителе 21 при помощи автопогрузчика палеты устанавливают на тележки-носители 2. Затем включают механизм перемещения упора 11 тележки-носителя 2 и вводят его в гнездо 10 тяговой тележки 7 продольного передаточного устройства 4. Включением привода 9 передаточного устройства 4 перемещают тележку-носитель 2 с палетой 3 на платформу 19 поворотного круга 17. Упор тележки-носителя 2выводят из гнезда 10 тяговой тележ ки 7 и поворачивают круг 17 с тележкой-носителем 2 и палетой 3 на 90 . Затем включением привода 14 поперечного передаточного устройства 5 подв дят его тележку 13 к палете 3, вводя толкатель 15 во взаимодействие с упором 16 тележки-носителя 2 и осуществляют перемещение последней к контователю 22. После установки теле ки-носитёля 2 на комтователь 22 вклю чением привода 14 отводят передаточное устройство 5 и осуществляют на кантователе 22 поворот палеты 3 на 180° в вертикальной плоскости и установку в перевернутом положении на тележку-носитель 2. Затем как описано выше,транспортируют тележкуноситель 2 с палетой 3 к устройству демонтажа и сбора бортов 23, где производится отрезание изношенных бо тон палет, после чего тележку подают на поворотный круг 17. Выводят пе редаточное устройство 5 из контакта с тележкой-носителем и возвращают в исходное положение, а поворотный круг 17 поворачивает на 90°, вводят упор тележки-носителя 2 в гнездо 10 тяговой тележки 7 передаточного устройства 4 и включением привода 9 передаточного устройства 4 перемещают тележку-носитель на шаг к следующему виду оборудования - контователю 22, на котором производят ревизию уплотнйтельных пластин и установку бортов, после чего палету кантуют, возвращая ее в исходное положение, и подают передаточным устройством 4 на.установку 24 съема ходовых роликов. Эту установку обслуживает манипулятор 27, связанный с ней системой дистанционного управления. Манипулятор 27 несет кассету-накопитель 28 для роликов, установленную на нем с возможностью поворота на ЗбО вокруг вертикальной оси. С пульта управ ления устройства 24 съема подается команда на съем ролика, осуществляет ся съем его на съемник устройства, после чего устройство 24 со снятым роликом подводят к манипулятору 27, одновременно с того же пульта подается команда на поворот манипулятора 27 для установки кассеты 28 в оптимальное положение для приема роликов После снятия ходовых роликов палета 3проходит моечную машину 25, и прои водится ревизия осей ходовых роликов и корпуса. Если оси и корпус соответствуют требованиям ТУ на ремонт, то палета поступает к устройствам 26 установки ходовых роликов, где обслуживается манипулятором, далее на стенд 30 контроля, где осуществляется контроль основных параметров собранной палеты, после чего палета проходит устройство 31 смазки . для заполнения подшипниковых узлов смазкой и подается на склад. Тележки-носители 2 на поворотном круге 17 поворачиваются на 90 и при помощи поперечного передаточного устройства 5 возвраицгиотся в исходное положение длд принятия следующей, подлежащей ремонту, палеты. Перемещение тележек-носителей продольным передаточным устройством может осуществляться одновременно, либо поочередно. Те палеты, которым требуется ремонт корпуса или ремонт осей ходовых роликов, мостовым краном подаются к соответствующему оборудованию для производства ремонта. Такое выполнение линии позволяет полностью механизировать процесс ремонта палет, ликвидировать тяжелый физический труд, повысить производительность и обеспечить качественный ремонт. Формула изобретения 1. Линия ремонта палет, содержащая установленное по ходу технологического процесса, соединенное последовательно между собой транспортными средствами в виде тележек-носителей палет с передаточными устройствами оборудование для монтажа и контроля палет, состоящее из пресса для запрессовки осей и ходовых роликов, контователя палет и стенда контроля, отличающаяся тем, что, с целью механизации процесса и повышения производительности, линия снабжена накопителем палет и оборудованием для демонтажа палет, содержащим устройства для съема ходовых роликов, манипуляторы с кассетами-накопителями роликов, моечные и смазочные устройстваj причем все оборудование размещено вдоль рельсового пути для тележек-носителей, имеющего замкнутый четырехугольный контур с поворотными кругами и тупиковыми отверстиями в углах контура, а передаточные устройства для тележек размещены на продольных и поперечных участках на разных уровнях и выполнены с шаговым механизмом перемещения с возможностью независимого перемещения каждой тележки-носителя.
2, Линия по п. 1,от лич а гаод а я с я тем, что она снабжена системой дистанционного управления, соединяющей манипуляторы, несущие кассеты накопители с устройствами съема и установкиходовых роликов.
г/ ОI
Источники информации, принятые во внимание при экспертизе
///////////////////////у
J..
/////)(
Ю11 oj , ri/г. J
