Изобретение относится к машиностроению и может быть использовано при создании гибких автоматизированных производств (ГАП).
Цель изобретения - повышение уровня оптимизации транспортировки объектов производства за счет возможности выбора из ряда возможных наиболее короткого пути транспортирования объектов производства из одного цеха в другой.
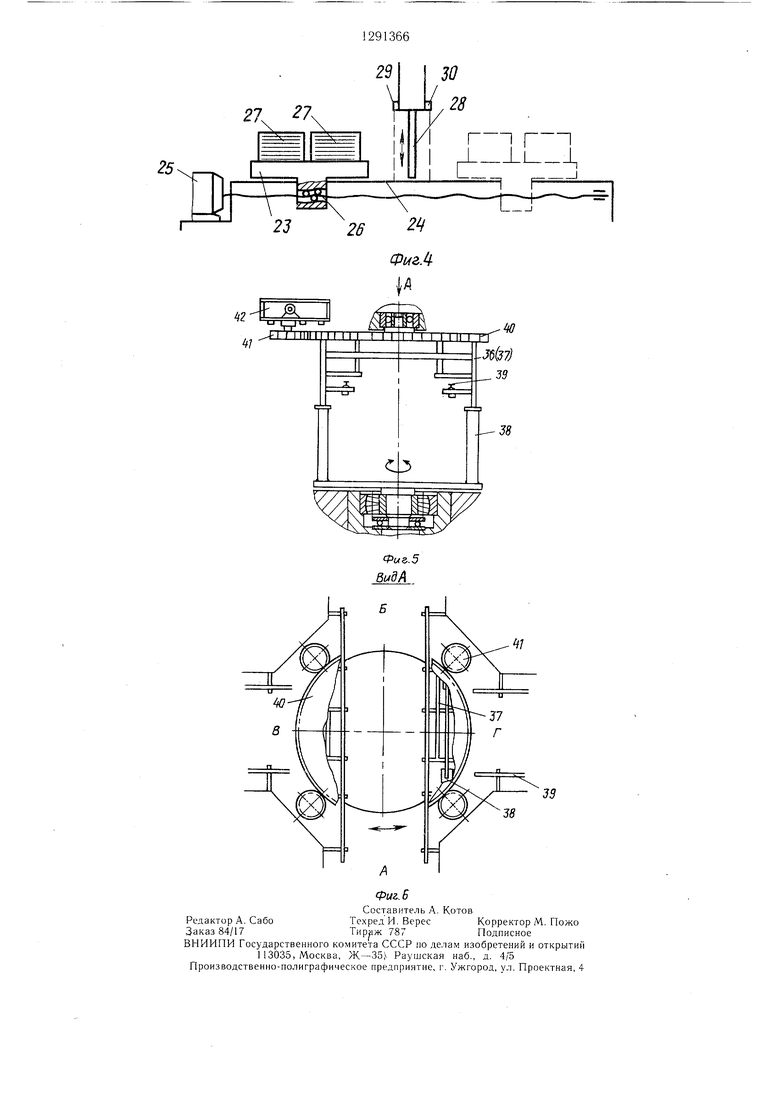
На фиг. 1 показана планировка гибкого автоматизированного производства (ГАП); на фиг. 2 - планировка одного из цехов ГАП; на фиг. 3 - автоматический кран мостового типа со сменными модулями- роботами; на фиг. 4 - перегрузочная станция; на фиг. 5 - переводная станция; на фиг. 6 - вид А на фиг. 5.
ГАП содержит цех заготовок 1, склад 2 инструмента, склад 3 приспособлений, цех 4 термообработки, цех 5 механообработки, измерительное отделение 6, цех 7 сварки, цех 8 покрытий, цех 9 мойки, склад 10 готовых изделий, комплекс управляюш,их ЭВМ 11 путевые межцеховые транспортные трассы 12, по которым перемеш.аются автоматические краны мостового типа.
Цех 5 механообработки (фиг. 2) содержит технологическое оборудование 13, позиции 14 загрузки-выгрузки поддонов, кассет, магазинов, склад 15 сменных модулей-роботов, инструмента и приспособлений, четыре передаточные станции 16, автоматический кран 17 мостового типа, рельсовый транспортный путь 18, по которому перемешается автоматический кран.
Автоматический кран 17 мостового типа (фиг. 3) состоит из траверсы 19, каретки 20, перемешающейся по траверсе, штанги 21, имеющей возможность поворота, опускания и подъема, сменного модуля-робота 22, автоматически устанавливаемого на штангу 21
Специальная перегрузочная станция 16 содержит автоматическую платформу 23 (фиг. 4), которая перемещается по направляющим 24 от электродвигателя 25 посредством щариковой винтовой передачи 26. На платформу 23 устанавливается тара 27 с заготовками, деталями, приспособлениями, инструментом, стружкой. Передача тары из цеха в цех или из цеха на межцеховую трассу производится через подъемные ворота 28. Контроль кода тары и ее прохождения через границу цеха осуществляется фотометрическими датчиками 29 и 30.
Подвод электроэнергии к мостовым кранам 17 осуществляется с помощью тролей 31. Также на мостовых кранах 17 установлены автономные устройства ЧПУ 32, соединенные гибким кабелем 33 с каретками 20. Подвод электроэнергии к исполнительным механизмам сменных роботов, устанавливаемых на кранах 17, осуществляется через разъемы 34, установленные в плоскости разъема штанги 21 и сменного робота 22. Устройство
5
для смены роботов выполнено в виде поворотного кругового магазина 35, в ячейках которого и располагаются сменные модули- роботы 22.
В местах пересечения межцеховых трасс установлены поворотные станции 36, каждая из которых выполнена в виде сварной конструкции 37, установленной на колоннах 38, в которой имеется отрезок рельсового пути 39. конструкция имеет зубчатый венец 40, входящий в зацепление с приводной шестерней 41 механизма 42 поворота.
Транспортная система ГАП работает следующим образом.
Заготовки из цеха 1 заготовок по межцеховым транспортным трассам 12 перемещаются в таре автоматическими кранами 17 мостового типа к передаточным станциям, например, цеха 5 механообработки. Автоматический кран опускает тару 27 на одну 0 из автоматических платформ 23. После включения двигателя 25 платформа 23 перемешает тару 27 через ворота 28 в цех 5, где ее поднимает и транспортирует в нужное место автоматический кран 17 мостового типа, обслуживающий цех 5 механообработки. Тара может быть доставлена на позиции 14 загрузки-выгрузки или на склад 15. Автоматический кран 17 мостового типа выполняет две функции: входит в общую транспортную систему ГАП и одновременно обслуживает оборудование, находящееся в цехе 5. Для этого на штангу 21 могут быть автоматически установлены сменные модули- роботы 22, хранящиеся на складе 15. Переход мостовых кранов 17, установленных вне цехов, с одной межцеховой трассы 12 на другую осуществляется при помощи поворотных станций 36. При следовании мостового крана например, с трассы А на трассу Б (фиг. 6) поворотная станция 36 пропускает мостовой кран без остановки, не поворачиваясь. При следовании мостового крана с трассы А на трассу В или Г последний заходит на отрезок рельсового пути поворотной станции 36 и останавливается. При этом подается команда на механизм поворота, и при помощи зубчатого венца поворотная станция 36 вместе с мостовым краном поворачивается на 90° в нужную сторону, после чего мостовой кран продолжает движение.
5
5
0
5
Формула изобретения
Гибкое автоматизированное производство, содержащее цехи и участки различного технологического назначения с соответствующим технологическим оборудованием, транспортную систему, отличающееся тем, что, с целью экономии производственных площадей и повыпления уровня оптимизации транспортировки объектов производства, транспортная система выполнена в виде
автоматических кранов мостового типа, установленных внутри и вне цехов и участков, и перегрузочных станций, расположенных в каждом из цехов и участков с возможностью взаимодействия с автоматическим краном своего цеха (участка) и автоматическими кранами, размещенными вне цехов (участков), причем в каждом цехе (участке) расположено несколько перегрузочных стан/3 16
ций, и цехи (участки) объединены в блоки, внутри которых имеют общие участки границ, и размещены с возможностью передачи объектов производства в цехи (участки) этого же блока - посредством цеховых автоматических кранов и перегрузочных станций, в цехи (участки) других блоков - посредством цеховых и межцеховых автоматических кранов и перегрузочных станций.
/J / /
ю
41
V
/
15
73 -16
W
////////,
-t:
5
Фиг.З
Фиг,. 5
7
фиг. 6
Составитель А. Котов
Редактор А. СабоТехред И. ВересКорректор М. Пожо
Заказ 84/17Тнр 1ж 787Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35,V Раушская наб., д. 4/5 Производственно-полиграфическое нредприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная транспортно-накопительная система | 1985 |
|
SU1306690A1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| Гибкая производственная система | 1987 |
|
SU1491663A1 |
| Автоматизированная окрасочная линия | 1989 |
|
SU1666212A1 |
| Гибкое автоматизированное производство | 1990 |
|
SU1749325A1 |
| Автоматизированный участок гальванических покрытий деталей | 1989 |
|
SU1613509A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Гибкая автоматизированная система | 1987 |
|
SU1562107A1 |
| Поточная линия для производства изделий верхнего трикотажа | 1978 |
|
SU958539A1 |

Изобретение относится к машиностроению и может быть использовано при создании гибких автоматизированных производств (ГАП). Цель изобретения - повышение уровня оптимизации транспортировки объектов производства, для чего транспортная система Г.А.Па выполнена в виде автоматических кранов мостового типа, установленных внутри и вне цехов 1-9 и движущихся по транспортным трассам 12, для чего последние связаны поворотными станциями, и перегрузочных станций 16, расположенных по границам каждого из цехов 1-9 с возможностью взаимодействия с автоматическим краном своего цеха и автоматическими кранами, установленными вне цехов. 6 ил. 5 /7 2 2 Л: и 7 и 7 И1 S-T-S Ш 3 -g-1-sш ю со NittA СО о С5 V 12 Физ.1 Ю
| РЖ Технология машиностроения, 1983, № 4, реф | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
