Изобретение относится к обработке металлов давлением и может использоваться при горячем деформировании в нагреваемых штампах, преимушественно при изотермической штамповке поковок широкой номенклатуры.
Цель изобретения - упрошение процесса замены рабочих вставок за счет исключения операций принудительного извлечения крепежного элемента и повторной его установки в инструмент при переналадке штампа, а также повышение точности изделий за счет надежного центрирования вставки в обойме.
На чертеже показан инструмент, общий вид.
Инструмент содержит обойму 1, рабочую вставку 2, установленную в посадочном гнезде обоймы 1 с гарантированным зазором, и крепежный элемент 3, выполненный из материала, коэффициент термического paciun- рения которого (КТР) больше КТР материала обоймы и вставки. Крепежный элемент охватывает вставку и установлен в поднутрении боковой стенки посадочного гнезда обоймы заподлицо с боковой поверхностью этого гнезда. Суммарная глубина поднутрения и гарантированного зазора между обоймой и вставкой меньше поперечного размера крепежного элемента.
Инструмент работает следуюшим образом.
При нагревании пакета до рабочей температуры (200-300°С) происходит линейное расширение всех его деталей. Крепежел
СХ
О
vj
fihiii s.ievu fii Л (libido,шейный, например, из .кпуни), имеющий большее линейное раси1и- реиие, чем встаяка 1 и обойма 2, шсполо- женны11 между ними, зажимает нетавку. При охлаждении инструмента до KOMHaTnoii тем- iiepaTypi,, иос.к окончания работы И1тамна креиежны11 :)Лемент 3 нрниимает геомегри- ческие размеры, близкие к нерноначальиым Вставка I свободно изв.Н каема, так как кре- иеЖ1Д)1-й :)лемеит установлен заиод.чицо с внутренней 6t)KOB()ii иоверхиостью обоймы. Для упрощения прИ отовления и установки креиежисио :), 1емента он может быть выно.ч- нен из огде.чьных. рас11о;1оженн1)1х вок)уг вставки чаете, каждая из которых азме- шеиа в соответствующей отде,тьной части
НОДН Т Н НИЯ обо11МЬ.
К|1е1 ежн1 п 1 :1лемснг с , 1ииейным раснш- рением большим, чем /шнейное расн)ирен11е вставки и обо11мы, благодаря тому, что суммарная .)Н11а нодну: рения и i ai)aHinpo- ванного зазора междч обоймо и Н тавко меньнк iio iejH 4iioi o размера кренежно Ч) племен I a, а т акже б, |агодаря )азиице в КТ1 при нагревании инструмента до рабочс тем- чс-ратч рь1 срабаты 5ае как к. ши зажимает 1клавк с НсГ: я;|)М, квивален (1ряче11 носал.кс При охлаждении ии амиа до ком- п.гм ои I С М 1К рат ры нроисхо uir -саморас, 1 ис ; ii ji:i pcci oBKa кр1ч;ежно|о -j :ем(. ia nivi каки -л1и |о дополнительных Н рмоме- ханичсских во(дсис1вий, П)НМ1 ие.чие извест- г:пго (|)изичсского (акона в совок Huoi- ni с
IIDlUilM и коне 1 )} Ki UBHblM и ОСобеННПС ЯМ I;
o6(iHMi,i н ГЛ1С1 СЖН1 : 11 ) ic Mciiia н|)и р;ммсии - Н11И noc. icд|1е; о (а1И1ДЛИЦо с внуцилшен iio BepxiiocibH) обоймы по г,о. 1яет получить но- U)i4 |Ч)Ложи ; Льнып ффсччт упрощение цесса камень; вставок при 11ерена,1адкс niгам- па К|)оме luid. б/инодаря равномерном об- жа1ию HciaBKa I o Hci X сторон oxiun )5
шим ее крепежным элементом повышается надежность центрирования в обойме, что способствует иовыи1ению точности изделий.
Принудительный, ностоянный отвод избыточко() тепла, возникаюп1его при /i. iac- тической деформации заготовки с рабочей поверхности вставки через крепежный элемент в процессе работы инструмента, позволяет
0 уве.тнчить срок службы рабочих вставок.
Формула изобретения 1. Инструмент д.тя горячего деформирования в нагреваемом штампе, преимущественно д.чя изоте)мической ц тамповки, содержащий обойму, установленную в ее гю- са.точн(Л1 1Т1езде рабочук: вставку и ссд ди- нянмций и.х кренежный элемент, отличающийся гем, что, с це.тью упрощения процесса замены 1аб()чих вставок и повышения точности
0 1)Л чаемых изделий, )абочая вставка уста- III1B leiia с г аранти1)ованпым зазором но отно- niC iuiK) к боковой стенке посадочпог о гнезда обоймы, в этой стенке выполнено поднутрение 3a KnyToi4j 061,ема. а кренежный
,, -мгмсн )азмеп1е11 вокруг в /тавки в этс М |оди трении запод.тино с б(JKoвoй поверхностью посадочном) гнезда обоймы и вы- lio.iHcii из )атернала, к()Э(|:)с)И11иент терми- м ; ко|1 таспи ения которого бо.чь не к(. -.)(- i Hi iieiiia те)м ического )асши})ечия мате 1иа0 оооплП) л вставки, п)ичем суммарная I . ix- oHiUi ноднут)еш1я н гаран ги|) азо )а меж.1у обоймой и BCTafiKoii меньпч попе рс. размера кр|. 1еж;1о| о э.темента при р;)б|)-:сй Гем пе()атуре и..
1. Ппстр мепт но п. I, чгличакп1(ицся тем,
5 и. Ml к;н :к жный эл(М(Ч11 ныпо.тнен из necKo. ib- t.i ..|оме)но )ас1кктожепных BfjKpyi Bc i ai - ки О1ме. ibHijfx частей, каждая из когорых раз- импепа в соответств Н)п1ей отде;1ьной части :м 1н обойм i)i.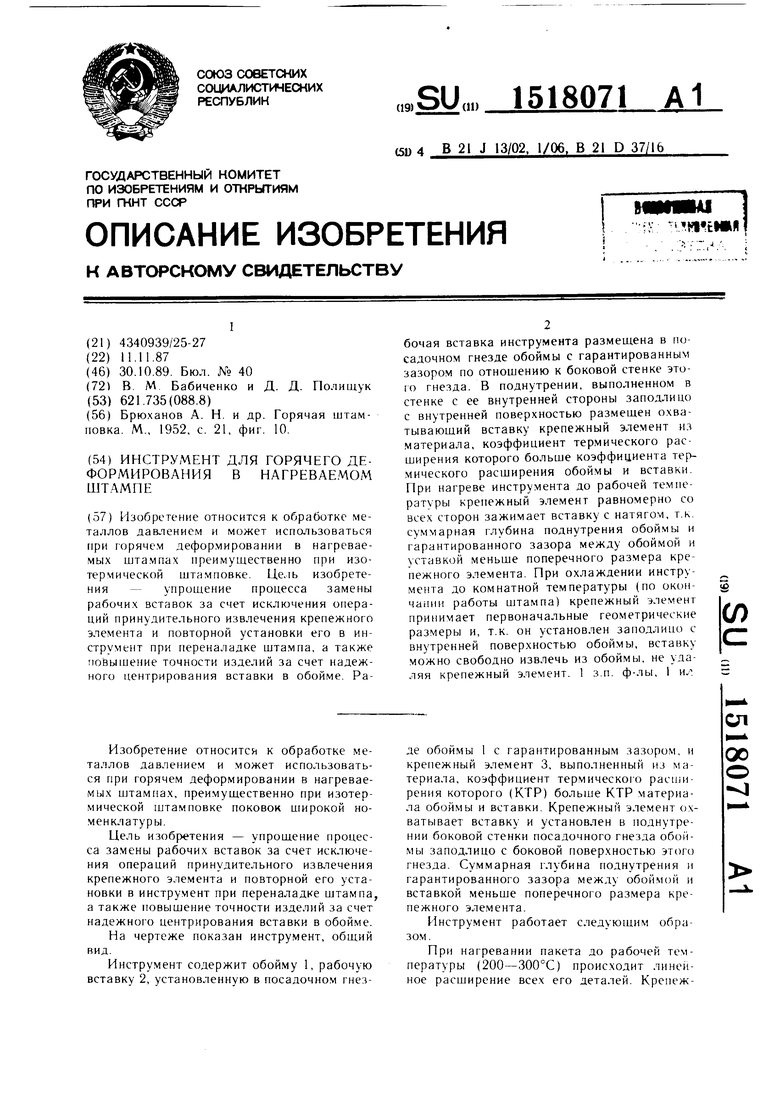

| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Штамп для изотермической закрытой штамповки | 1988 |
|
SU1655645A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1127680A1 |
| Способ закрепления штамповой вставки в обойме | 1981 |
|
SU1028411A1 |
| Устройство для замены вставок штампов на прессе | 1986 |
|
SU1379006A1 |
| Устройство к прессу для групповой развальцовки при сборке узла деталей | 1981 |
|
SU958033A1 |
| Установка для сборки твердосплавных буровых коронок | 1980 |
|
SU919851A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1992 |
|
RU2057613C1 |
| Способ удаления сменных вставок из штамповочного инструмента | 1982 |
|
SU1052309A2 |
Изобретение относится к обработке металлов давлением и может использоваться при горячем деформировании в нагреваемых штампах преимущественно при изотермической штамповке. Цель изобретения - упрощение процесса замены рабочих вставок за счет исключения операций принудительного извлечения крепежного элемента и повторной установки его в инструмент при переналадке штампа, а также повышение точности изделий за счет надежного центрирования вставки в обойме. Рабочая вставка инструмента размещена в посадочном гнезде обоймы с гарантированным зазором по отношению к боковой стенке этого гнезда. В поднутрении, выполненном в стенке с ее внутренней стороны заподлицо с внутренней поверхностью, размещен охватывающий вставку крепежный элемент из материала, коэффициент термического расширения которого больше коэффициента термического расширения обоймы и вставки. При нагреве инструмента до рабочей температуры крепежный элемент равномерно со всех сторон зажимает вставку с натягом, т.к. суммарная глубина поднутрения обоймы и гарантированного зазора между обоймой и вставкой меньше поперечного размера крепежного элемента. При охлаждении инструмента до комнатной температуры /по окончании работы штампа/ крепежный элемент принимает первоначальные геометрические размеры и т.к. он установлен заподлицо с внутренней поверхностью обоймы, вставку можно свободно извлечь из обоймы, не удаляя крепежный элемент. 1 з.а.ф-лы, 1 ил.
| Брюханов А | |||
| Н | |||
| и др | |||
| Горячая штамповка | |||
| М., 1952, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
