(5) УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОТШТАМПОВАННЫХ ДЕТАЛЕЙ ИЗ РАБОЧЕЙ ЗОНЫ ПРЕССА
1
Изобретение относится к механизации и автоматизации штамповочного производства и может быть использовано для удаления отштампованных деталей из рабочей зоны пресса.
Известно устройство для удаления отштампованных деталей из рабочей зоны пресса, содержащее верхнюю и нижнюю плиты штампа, приемный лоток, jg установленный на гибких элементах с возможностью возвратно-поступательного перемещения, противовес, связанный с одной стороной лотка, привод перемещения лотка is
Недостатком данного устройства является то, что в момент загрузки заготовки гибкий приёмный лоток с отштампованной деталью находится го в рабочей зоне, что затрудняет условия выгрузки заготовок из рабоч1ей зоны, особенно при малых ходах ползу на пресса.
Цель изобретения - улучшение ус ловий выгрузки заготовок из рабочей зоны пресса путем освобождения рабочей зоны до начала движения ползуна пресса вниз.
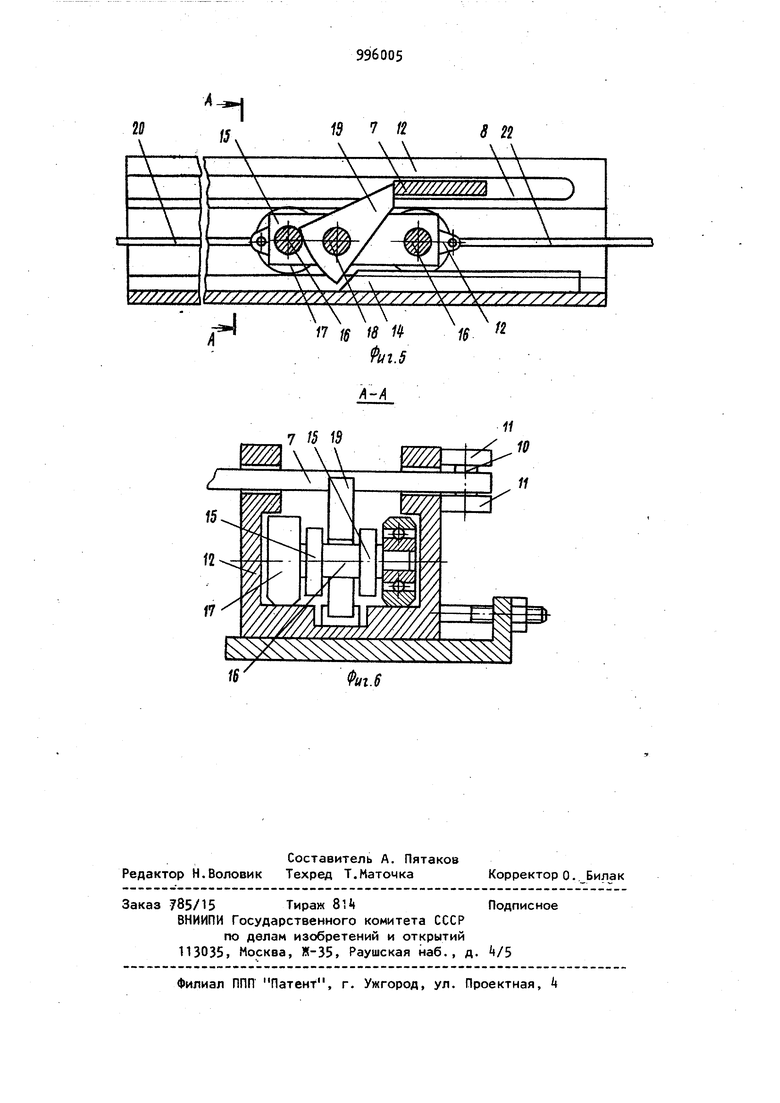
Поставленная цель достигается тем,что устройство, содержащее и нижнюю плиты, приемный лоток, установленный на гибких элементах с возможностью вгозвратно-поступательного перемещения, противовес, связанный с одной стороной лотка, привод перемещения, снабк но механизмом разобщения привода лотка, выполненного в виДе жестких, связанных с лотком планок, расположенных в плоскости лотка, направляющих с выступами, смонтировонных на нижней плите,размещенных в направляющих кареток с шарнирно установленными собачками, взаимодействующими одними концами с жесткими планками лотка и другими с выступами направлящих, дополнительного противовеса, связанного с одной стороной кареток противоположная сторона которых связана через дополнительный гибкий элемент с верхней плитой. На фиг.1 изображено устройство в изометрии; на фиг,2 - то хе,при приложении ползуна в верхней мертвой точке; на фиг.3 - то же, в крайнем нижнем положении; на фиг. - то же, в момент нахождения ползуна ниже верхней мертвой точки на мм пр ходе ползуна вверх; на фиг.5 механизм разобщения; на фиг.6 - разрез IА-А на фиг, 5. Устройство JcocTOMT из гибкого П|ри емного лотка 1, выполненного в виде транспортерной ленты, установленной с возможностью возвратно-поступатель ного перемещения на вращающихся опорах 2 и 3, размещенных на столе пресса . Задняя часть гибкого приемного лотка 1 соединена гибкими звеньями 5 с противовесом 6. К гибкому приемному лотку 1 прикреАпены планки 7 с возможностью перемещения в направляющих пазах 8 механизмов 9 разобщения. В планках 7 установлены оси 10, на которых закреплены катки 11 с возможностью перемещения вдоль корпусов 12 механизмов 9 разобщения. Катки 11 выполнены подшипников. Механизмы 9 разобщения установленына столе пресса о боковых сторон штампа и состоят из каретки 13, расположенной в корпусе 12, в боковых стенках которого выполнены направляющие пазы 8 . В корпусе 12распо ложен копир 1|. Каретка 13 состоит из двух щек 1 закрепленных на осях 16, на которых установлены ходовые катки 17 с возможностью перемещения в пазах корпуса 12. Ходовые катки 17 могут быт выполнены в виде подшипников или ро ликов. Между щетками 15 на оси 18 установлена шарнирно собачка 19 с возможностью взаимодействия его верхне части с планками 7 гибкого приемног .лотка 1 и нижней части - с копиром Каретка 13 соединена с одной стороны гибкимзвеном 20с противовесом2 с другой стороны гибким звеном22 с пе редаточным механизмом 23, установленным на столе пресса и состоящи из блока двух шкивов 24 и 25. Необ54ходимое передаточное отношение обеспечивЬется- соотношением диаметров шкивов 2k и 25. Шкив 25 через гибкое звено 26 соединен с ползуном прес-: са 27. Устройство работает следующим образом. В начале работы, когда ползун пресса 27 находится в верхнем крайнем положении, гибкий приемный лоток 1 под действием противовеса 6 находится в крайнем левом нижнем положении, рабочая зона пресса свободна. Гибкие звенья 26 смотаны со шкивов 25, а на шкивы 24 намотаны гибкие звенья 22, в результате чего каретки 13 находятся в крайнем положении. После загрузки заготовки в штамп и включения прессе, ползун пресса 27 движется вниз-. Каретки 13 под действием противовесов 21 перемеща-;; ются в крайнее левое положение, разматывая гибкие звенья 22 со шкивов 24 и наматывая гибкие звенья 26 на шкивы 25. Собачки 19 соскальзывают с копира 14 и под действием большего веса левой нижней части поворачиваются и принимают поднятое положение. Собачки 19 подходят к гибкому приемному лотку 1, отклоняются вправо под действием планок 7,и, минуя планки 7, возвращаются в поднятое положение при крайнем нижнем положеНИИ ползуна. При ходе ползуна пресса 27 вверх гибкие звенья 26 сматываются со шкивов 25, а гибкие звенья 22 наматываются на шкивы 24. Каретки 13 перемещаются вправо, обеспечивая захват планок 7 приемного лотка 1 собачкой 19 перемещая гибкий приемный лоток 1 в рабочую зону пресса. В тот момент, когда ползун пресса 27 не доходит до верхней мертвой точки 30-40 мм, происходит сброс отштампованной детали на гибкий приемный лоток 1. При дальнейшем движении ползуна пресса 27 вверх каретки 13 перемещаются далее в крайнее правое полбжение. Собачки 19 своей нижней частью набегают на копир 14, происходит поворот собачки 19 вправо и утапливание его относительно поверхности планки 7, в результате чего происходит расцепление собачек 19
с планкой 7 гибкого приемного лотка 1.
Под действием противовеса 6 гибки приемный лоток 1 перемещается из рабочей зоны пресса. Планки 7 перемецаютсй в направлякздйя пазах 8 меха низма Э разобщения, опираясь катками 11 на боковые поверхности корпуса 12
19 под действ+ ем собствен юговеса возврщается в поднятое положение.
Ik) врацаххцимся опорам 2 и 3 гибкий приемный лоток 1 перемещается в кр айнее левое положение и выносит отштампованную деталь из рабочей зоны пресса на склиз или в тару...
В момент, когда ползун пресса 2 7 приходи т в верхнее поломе ние, рабочая зона пресса свободна от гибкого приемного лотка 1.
Далее цикл повторяется.
Применение предлагаемого устрЫ ства улучшает условия загрузки заготовок в рабочую зону пресса путем освобождения рабочей зоны до начала дв141кения ползуна пресса вниз. . Формула изобретения
Устройство для удаления отштампованных деталей из рабочей зоны пресса, содержащее верхнюю и нижнюю плиты приемный лоток, установленный на гибких элементах с возмстсностыр водвратно-поступательного перемещения, противовес, связанный с одной стороной лотка, привод перемещения лотка, отличающееся тем, что,с целью улучшения условий выгрузки деталей, оно снабжено 1еханиз мом разобщения привода лотка, выполненного в виде жестких,/связанных с лотком планок, расположенныхв плоскости лотка, нап(ввлй1ои|цх с вь1стуг пами, смонтированных на нижней плите, размещенных в направляющих кареток с шарнирно ycтaнoвлeнны t собачками, взаимодействующими одними концами с жесткими планками лотка и другими с выступа и4 направляюцих, дополнительного противовеса, связанного с одной стороной кареток, противоположная сторона КОТО1ШХ связана через дополнительный гибкий элемент с верхней плитой.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР Vf , кл. В 21 О ifS/OO . (прототип).
21
Щ
.2
:3
Pui.S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления деталей из рабочей зоны пресса | 1979 |
|
SU980903A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОТШТАМПОВАННЫХ ДЕТАЛЕЙ ИЗ РАБОЧЕЙ ЗОНЫ ПРЕССА | 1972 |
|
SU433942A1 |
| Устройство для удаления деталей и отходов из пресса | 1981 |
|
SU1054101A1 |
| УСТРОЙСТВО для УДАЛЕНИЯ ДЕТАЛЕЙ ИЗ РАБОЧЕЙ ЗОНЫ ПРЕССА | 1972 |
|
SU356025A1 |
| Устройство для выдачи штучных изделий из штабеля | 1974 |
|
SU512145A1 |
| Устройство для вырубки интегральной схемы из выводной рамки | 1982 |
|
SU1061890A1 |
| УСТРОЙСТВО для ПОДАЧИ ЗАГОТОВОК В РАБОЧУЮ ЗОНУ ПРЕССА И УДАЛЕНИЯ ИЗ НЕБ ОТШТАМПОВАННЫХДЕТАЛЕЙ | 1972 |
|
SU421545A1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1669620A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Устройство для удаления деталей из рабочей зоны пресса | 1974 |
|
SU632444A1 |


tfiЙ/7.
/
IS
Фиг.б
