ел
ее
Оо
ю
Изобретение относится к области литейного производства, в частности к конструктивным особенностям форм для изготовления изложниц.
Цель изобретения упрощение конструкции и расширение технологических возможностей путем изготовления конической изложницы.
На чертеже показано устройство для изготовления изложницы.
Устройство содержит корпус I, установленный на поддоне 2, выполненном с сифонным каналом 3. Внутри наружной формы 1 установлена пустотелая оправка 4. имеющая конусообразный профиль с про- до.:1ьными гранями (традиционными для внутренней поверхности изложницы) и заполненная уплотненной формовочной смесью 5 с влажностью 3 5%, в которой выполнено вертикальное сквозное отверстие И П.чот- ность у11.:1отнения формовочной смеси 1700- 1800 кг/м
На ве). торце пустотелой оправки стационарно установлено приспособление д;1Я подачи охладителя, содержащее коллектор 7 с тангенциально подсоединенным патрубком 8 в верхней части и кольцеобразным соплом 9 в нижней части, которое коаксиально размещено на наружной стороне пустотелой оправки и расположено па уровне ее верхнего торца.
По основанию наружной оболочки кольцеобразного сопла закреплен кольцеобразный паправляющий элемент 10, установленный с зазором 1 1 относительно корпуса и образуюп1ий с основанием наружной оболочки кольцеобразного сопла полость 12 разряжения, которая в верхней части через отверстия 13 сообщена с атмосферой. В приспособлении для подачи охладителя вьнюл- нены отверстия 14 для выхода в атмосферу в.таги, испаряющейся из формовочной смеси о.
Между корпусом и пустотелой оправкой находится расплавленный металл 15, в который по контуру пустотелой оправки скатываются мелкодисперсные металлические добавки 16, выполняющие функцию охладителя. Часть расплавленного металла, затвердевщая от охлаждающего воздействия мелкодисперсных металлических добавок 16, формовочной смеси и пустотелой оправки охватывает наружную поверхность этой оправки в виде конусообразного слоя 17. А часть расплавленного металла, за- твердевпшя от охлаждающего воздействия массы наружной формы 1, размещена с внутренней ее стороны в ви.че конусообразного слоя 18.
В качестве мелкодисперсных металлических добавок используются металлические частицы размером 0,2 0,8 мм в количестве 0,5 3,0% от массы расплавленного ме- 1алла 15. По составу эти добавки могут быть сходными с составом расплавленного
металла или могут содержать легирующие элементы.
В качестве носителя мелкодисперсных мета., 1ических . юбавок используется аргон или азот.
Работа устройства заключается Р следующем.
Через сифонный ; .г.нал 3 в промежу. гж между наружной формой 1 и пустотелой оправкой 4 подают расплавленный металл 15.
OaHOBpv oHHO с этим п коллектор 7 чепе: I aiii ( iiiiH; 1Ы1О ii MCuiMiiiieiu: к нему патру бок 8 в потоке ггчза арюна подают ме.жодиснерсные металлические добавки 16, которые, попадая в коллектор, приходят в
KpvroBoe движение и одновременно опускаются На уровне верхнего торца пусто- те; ой оправки 4 мелкодисперсные мег лли- ческие добавки 16 под давлением iаза носителя проходят через кольцеобразн.)е сопло 9 и попадают в полость 12 разря жения, где газ-псх итель отделяется от мелкодисперсных металлических добавок 16 и устремляется в атмосферу через отверстия 13 Мелкодисперсные металлические добавки 16 соприкасаясь с кольцеобразным направляюпхим элементом 10, равномерным потоком перекатываются на наружную поверхность пустотелой оправки 4 и по ней скатываются вниз. В рез льтате это1 о ч; гть расплавленного металла 15, прим1 ;кающая по контуру к nvcT . i l оправке 4, подвергается о маждсн.ию не толы. ) за счет охлаждакч.к ; ;г. (..ействии этой оправки и соприкасающейся с ней фоомовочной смеси 5, но и за счет охлаждающего воздействия мелкодисперсных металлических дс;баиок 16, подающих в расплавленный rvieталл 5 при одновременном контакте или б - изости с пустотелой оправкой 4. Сочетание охлаждающего воздействия пустотелой оправки 4, формовочной смеси 5 и мелкодисперсных металлических добавок 16
приводит к образованию затвердевшего конусообразного слоя 17, который увеличивает механическую прочность пустотелой оправки 4 и тем самым предотвращает ее выпучивание.
Если ме.лкодисперсные металлические дс|бавки 16 содержат легирующие элементы, то затвердевающий конусообразный слой 17 приоброта - свойства легированного металла. Это является положительным качеством предлагаемого устройства, поскольку в будущем при эксплуатации отлитой изложницы легированный слой позволит повысить стойкость изложницы в связи с тем, что он расположен со стороны ее рабочей поверхности.
Та незначительная часть газа-носителя, которая проходит в сторону расплавленно1 О металла 15, защи1цает его поверхиосго ii взаимодействия с воздухом ; уд...-яг|ся в атмосферу через зазор 11 ме.ж;|. наружной формой I и кольцеобразным направляющим элементом 10.
От взаимодействия с расплавленным металлом 15 (через пустотелую оправку 4) из формовочной смеси 5 испаряется влага, которая через вертикальное сквозное отверстие 6 и отверстия 14 выходит в атмосферу.
Одновременно с образованием затвердевшего конусообразного слоя 17 на пустотелой оправке 4 происходит образование затвердевшего конусообразного слоя 18 на нгнутренней стороне наружной формы 1 за счет значительной массы последней.
После заливки расплавленного металла 15 на высоту, составляюшу 0,8-0,9 от высоты отливаемой изложницы, подачу охладителя прекрашают.
С течением времени температура расплавленного металла 15 продолжает снижаться, а толщина затвердевающих слоев 17 и 18 - увеличиваться. Эти слои смыкаются. Вследствие усадочных явлений затвердевающий металл плотным кольцом сжимает пустотелую оправку 4, а она сжимает формовочную смесь 5. В связи с те.м, что в формовочной смеси 5 предусмотрено вертикальное сквозное отверстие 6, ее сжатие производится без сопротивления и завер шается к концу усадки отливаемой изложницы. Во время разрушения целостности формовочной смеси 5 засыпается вертикальное сквозное отверстие 6, да и необходимость в нем отпадает, поскольку к этому моменту вся влага из формовочной смеси 5 испаряется в атмосферу.
В качестве расплавленного металла 15 может быть чугун или сталь.
0
Пустотелая оправка 4 изготавливается из листового проката. После отливки изложницы она становится неотъемлемой частью внутренней поверхности изложницы. Остальные детали устройства используются многократно.
Предлагаемое устройство упрощает конструкцию, поскольку приспособление для подачи охладителя размещено стационарно. В этой связи отпадает необходимость в приводе его перемещения и в узле синлрони зации.
Расширяет технологические возможности путем изготовления не только цил1 ндри- ческой, но и конической изложницы.
Кроме того, открываются возможности для проведения поверхностного легирования рабочей поверхности изложницы.
Формула изобретения
Устройство для изготовления изложницы, содержащее корпус, в котором установлена пустотелая оправка и коаксиально размещенное на ней приспособление для подачи охладителя в виде кольцеобразного сопла, отличающееся тем, что, с целью упрощения конструкции и расширения технологических возможностей при изготовлении расширенной книзу изложницы, приспособление для подачи охладителя размещено неподвижно на верхнем торце пустотелой onpai;
ки и снабжено кольцеобразным направляющим элементом, установленным с зазором относительно корпуса, закрепленным на нижней части этого сопла с образованием с пустотелой оправкой полости разряжения, причем последняя в верхней части сообщена с атмосферой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полого слитка и устройство для его осуществления | 1984 |
|
SU1296283A1 |
| Способ отливки изложницы и устройство для его осуществления | 1990 |
|
SU1811969A1 |
| Способ отливки изложницы и устройство для его осуществления | 1989 |
|
SU1696048A1 |
| Устройство для отливки конусообразных изложниц | 1990 |
|
SU1740119A1 |
| Устройство для получения полого слитка | 1990 |
|
SU1731410A1 |
| Устройство для получения полого слитка | 1989 |
|
SU1731409A1 |
| Устройство для отливки полых слитков | 1990 |
|
SU1740118A1 |
| Стержень для получения полого слитка | 1984 |
|
SU1205988A1 |
| Устройство для получения полого слитка | 1986 |
|
SU1366280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ ДЕТАЛИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157296C1 |
Изобретение относится к литейному производству, в частности к конструктивным особенностям форм для изготовления изложниц. Цель - упрощение конструкции и расширение технологических возможностей путем изготовления конической изложницы. Устройство содержит наружную форму 1, установленную на поддоне 2, выполненном с сифонным каналом 3, пустотелую оправку 4, заполненную формовочной смесью 5, в которой выполнено вертикальное сквозное отверстие 6. На верхнем торце этой оправки установлено приспособление для подачи охладителя, содержащее коллектор 7 с тангенциально подсоединенным патрубком 8 и кольцеобразным соплом 9, на основании наружной оболочки которого закреплен кольцеобразный направляющий элемент 10, установленный с зазором 11 относительно наружной формы и образующий полость разрежения 12, которая через отверстия 13 сообщена с атмосферой. Отверстия 14 предусмотрены для удаления испаряющейся влаги. В расплавленный металл 15 скатываются мелкодисперсные металлические добавки 16. Затвердевание расплавленного металла начинается с одновременным образованием конусообразных слоев 17 и 18. 1 ил.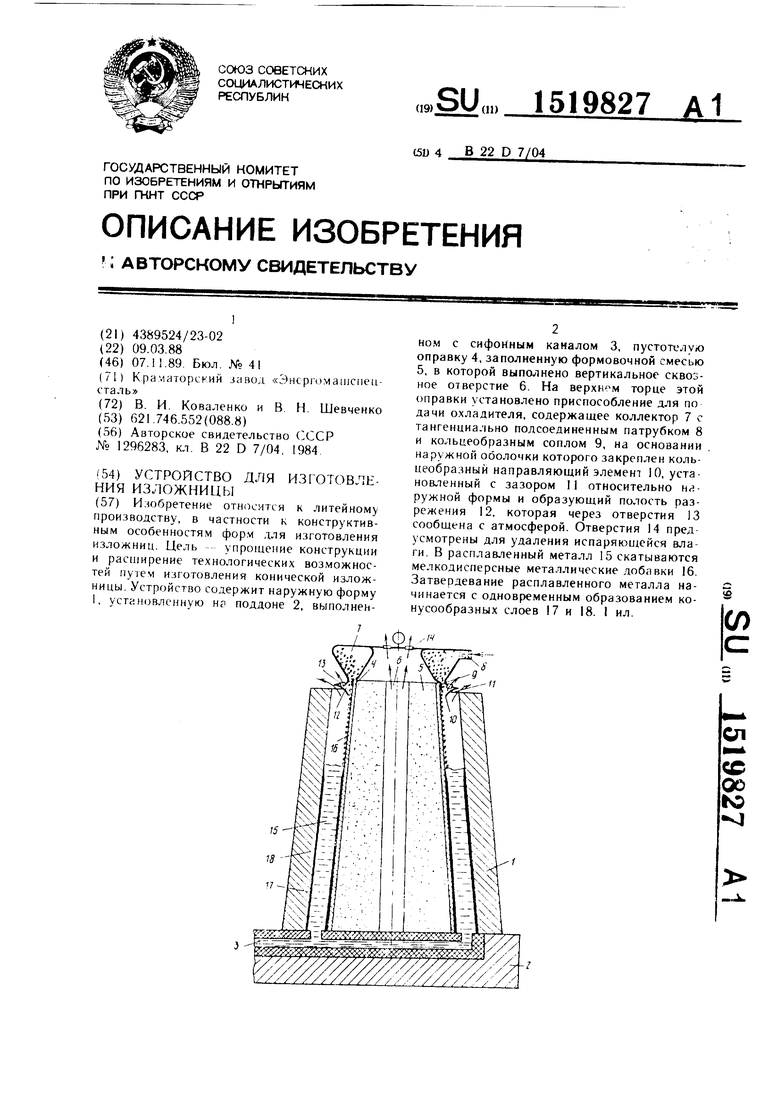
| Способ получения полого слитка и устройство для его осуществления | 1984 |
|
SU1296283A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
