Изобретение относится к металлургии, в частности к непрерьшному литью металлов.
Цель изобретения - упрощение процесса изготовления, повышение стойкости кристаллизатора и производительности процесса литья.
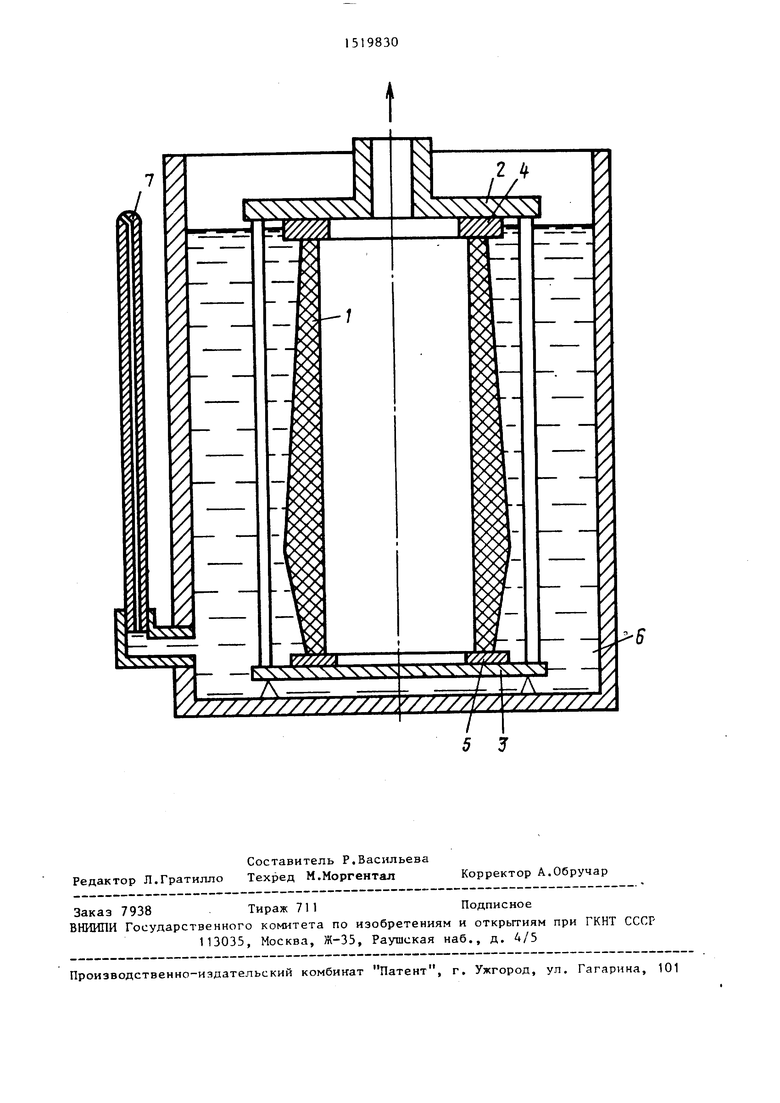
На чертеже показана схема устройства для осуществления способа.
Способ осуществляют следующим образом.
Механической обработкой изготавливают кристаллизатор. Приготовляют пропиточный раствор, для чего в воде при температуре 80-100 С растворяют Al(N03)j. Для ускорения процесса пропитки раствор изготовляют насыщенным (на дне сосуда должен быть виден остаток нерастворившейся соли).
Изготовленный механической обработкой кристаллизатор 1 (фиг,1) раз- мещецот между фланцами 2 и 3, герметизируют flpoклaдкaми 4 и 5. Кристаллизатор погружают в пропиточный раствор 6. Внутреннюю полость кристаллизатора с помощью фланца 2 соединяют с форвакуумным насосом (не показан), Насосом откачивают воздух из опор графита и внутренней полости кристаллизатора. Пропиточный раствор 6 протекает в стенку кристаллизатора 1 и заполняет поры графита. Так как в них давление понижено, температура кипения воды (растворителя Al(N05)j) снижается и начинается ее быстрое испа- рение. Пары воды откачиваются форвакуумным насосом, а в порах графита оседает растворенный в воде A.l(W). Процесс продолжают до полного заполнения пор графита Al(NOj)j. Об этом судят визуально по резкому снижению расхода пропиточной жидкости, наблюдаемому через стекло 7. Не отключая форвакуумного насоса, кристаллизатор извлекают из пропиточного раствора, выключают форвакуумный насос. Последующей сушки кристаллаW
ел
;с
00
со
затора перед термической обработкой не требуется, пропитка любого графита осуществляется за один раз. Пропитанный кристаллизатор помещают в печь, предварительно нагретую до температуры 365-380°С. А1(ЫОз)з .удерживаемый в порах графита, под действием температуры разлагается
4A1(NO,)3
2А120з+
12NO,+30.
Нагрев осуществляют в вытяжном шкафу. При этом N0 и 0 отсасываются,а в порах графита остается ,. Время нагрева зависит от массы кристаллизатора, о конце нагрева судят визуально по окончанию выделения газа N0 бурового цвета.
Пропитка кристаллизатора вакуумным всасьшанием водного раствора AlCNOj) обеспечивает сокращение ее длительности (процесс пропитки для любого графита осуществляется за один раз, не требуется сушки перед терми- ческой обработкой),т.е. снижается трудоемкость изготовления кристаллизатора.
Пример 1. Исследуют на износостойкость образцы цилиндрической фор- мы, изготовленные из графита марки следующих размеров: внутренний диаметр 25 мм, наружный диаметр 46мм высота 50 мм. На вакуумной пропиточной установке в течение 6,5 мин образцы пропитывают до полного заполнения пор графита AlCNOj), при температуре 100°С. После термической (при температуре 366°С) обработки испытывают образцы в сравнении с необрабо- танными путем протяжки их по шлифовальной бумаге с постоянной силой прижатия 150 Н. При прохождении образцами пути в I м износ необработанных образцов оказался на 40% выше, чем у обработанных по предлагаемой технологии.
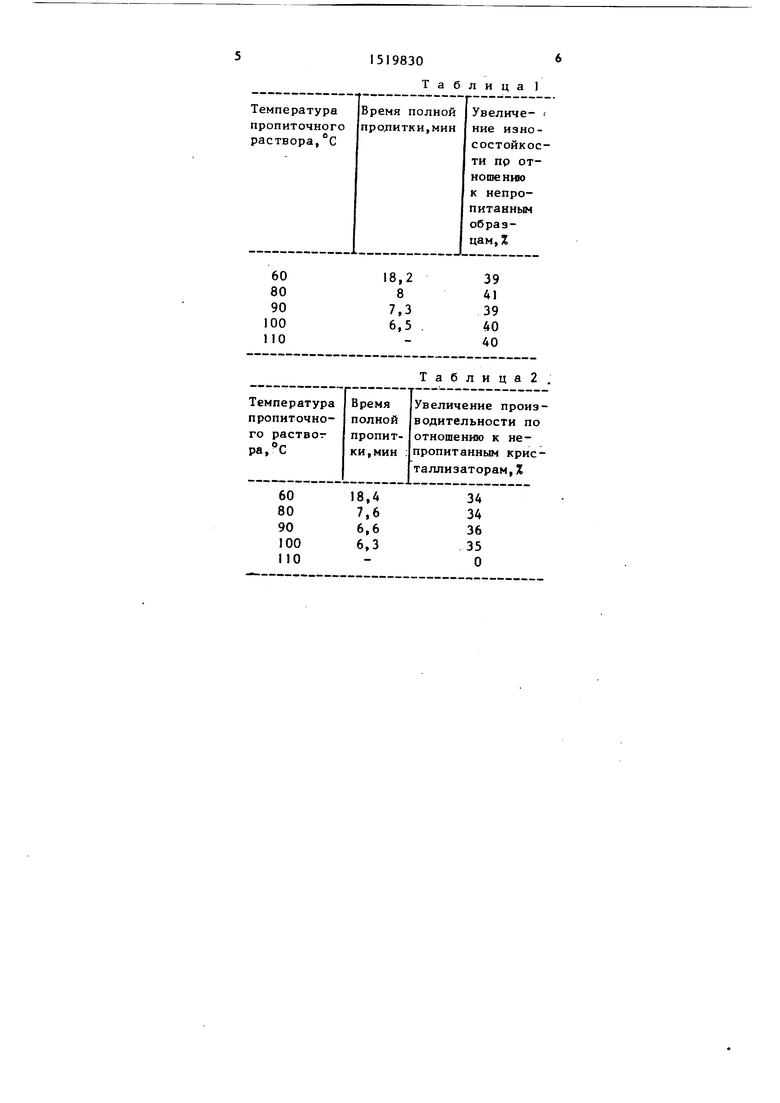
Результаты исследования образцов, пропитанных при разных температурах пропиточного раствора приведены в табл.1.
П р и м е р 2. Испытывают кристаллизатор из графита марки МГ-1 следующих размеров: внутренний диаметр 60 мм, толщина стенки 10 мм, длина охлаждаемой части 175 мм, длина не
0
5
0
Q Q
5
0
5
охлаждаемого хвостовика 100 мм. На вакуумной пропиточной установке в те чение 6,3 мин кристаллизатор пропитывают при температуре раствора и подвергают термической обработке при температуре 366°С. Кристаллизатор монтируют на линии непрерывного горизонтального литья и производят литье из чугуна марки СЧ-25. Параллельно, на другой мащине непрерывного горизонтального литья, испытывают кристаллизаторы, изготовленные из того,же графита, что и обработанные. При одинаковых технологических параметрах литья (температура заливаемого металла, время движения и остановки отливки в цикле, давление и- расход воды в рубашке охлаждения кристаллизатора) скорость литья в кристал-|. лиз атор, изготовленный предлагаемь55 , способом, составляет. 0,54 м/мин, в необработанный кристаллизатор 0,4 м/мин, производительность процесг са литья возрастает на 35%.
Результаты испытаний кристаллизаторов, пропитанных при разной температуре пропиточного раствора, приведены в табл.2.
Предлагаемый способ изготовления графитового кристаллизатора позволяет упростить процесс его изготовления, повысить эксплуатационные качества и производительность процесса литья.
Формула изобретения
1 . Способ изготовления графитового кристаллизатора для непрерывного литья металлов, включающий механическую обработку, пропитку и последующий нагрев стенок кристаллизатора, отличающийся тем, что, с целью упрощения процесса изготовления,, повышения стойкости кристаллизатора и производительности процесса литья, пропитку стенок кристаллизатора ведут насьпценным водным раствором A1(N03)3 при 80-100°С, а последующий и .с нагрев осуществляют до 365-380°С.
2. Способ ПОП.1, отличающийся тем, что пропитку осуществляют вакуумным всасыванием пропиточной жидкости через стенку кристаллизатора.
1519830
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАФИТОВОГО КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1992 |
|
RU2048243C1 |
| Способ изготовления графитового кристаллизатора | 1984 |
|
SU1219237A1 |
| Способ изготовления графитового кристаллизатора для непрерывного литья | 1988 |
|
SU1629147A1 |
| Способ изготовления гильзы графитового кристаллизатора для непрерывного литья заготовок | 1988 |
|
SU1572743A1 |
| Способ изготовления графитового кристаллизатора для непрерывного литья чугуна | 1987 |
|
SU1424949A1 |
| Способ пропитки тиглей | 1981 |
|
SU988451A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ БЫСТРОЗАКРИСТАЛЛИЗОВАННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2467830C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2597890C1 |
| СПОСОБ СУШКИ И ПРОПИТКИ ДРЕВЕСИНЫ | 2007 |
|
RU2336475C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2011 |
|
RU2482589C2 |
Изобретение относится к металлургии, в частности к непрерывному литью металла. Цель - упрощение процесса изготовления и повышение производительности процесса литья. После механической обработки заготовки полученный кристаллизатор пропитывают вакуумным всасыванием водного раствора AL/NO3/3 при температуре 80-100°С с последующим нагревом его до температуры 365-380°С, 1 з.п. ф-лы, 1 ил.
Таблица2
| Способ изготовления графитового кристаллизатора | 1984 |
|
SU1219237A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
