Изобретение относится к электротехнике и может быть использовано, например, в производстве статоров электрических машин.
Известен способ пропитки обмоток электрических машин, при котором обмотку и пропиточный состав разогревают до температуры пропитки, погружают одну из лобовых частей обмотки в пропиточный состав и после появления пропиточного состава на другой лобовой части обмотки извлекают обмотку из состава, поворачивают ее на 180° вокруг вертикальной оси и сушат ее в этом положении [1].
Недостатком указанного способа является низкое качество пропитки, что связано с тем, что капилляры в обмотке имеют разные диаметры, поэтому скорость проникновения в них пропиточного состава за счет капиллярных сил различна. Высота, на которую поднимается в каждом капилляре пропиточный состав, по той же причине также различна. Поэтому межвитковые полости обмотки пропитываются неравномерно. Общий коэффициент пропитки Кпр низок и не превышает величины 0,15. Низкий коэффициент пропитки не позволяет достаточно эффективно устранить дефекты в витковой изоляции, что снижает надежность электрических машин. Кроме того, процесс поднятия пропиточного состава происходит медленно, так как на пропиточный состав действуют две противоположно направленные силы: гравитационная, направленная вниз, и капиллярная, направленная вверх. Так как капиллярная сила относительно мала, то и процесс пропитки происходит медленно, что снижает производительность процесса пропитки.
Наиболее близким к заявляемому способу является способ пропитки обмоток электрических машин, описанный в работе [2]. Сущность способа-прототипа заключается в том, что обмотку и пропиточный состав разогревают до температуры пропитки, погружают одну из лобовых частей обмотки в пропиточный состав и после появления пропиточного состава на другой лобовой части обмотки извлекают обмотку из состава, поворачивают ее на 180° вокруг ее вертикальной оси и сушат ее в этом положении. Отличительной особенностью способа-прототипа является то, что погруженную в пропиточный состав лобовую часть обмотки устанавливают на токопроводящий элемент, а к непогруженной лобовой части обмотки подсоединяют электрод и создают между электродом и токопроводящим элементом разность потенциалов.
Способ-прототип лишь частично устраняет недостатки указанного выше способа-аналога за счет того, что к капиллярной силе добавляется электрическая сила. Эта сила возникает за счет того, что под действием разности потенциалов между токопроводящим элементом, на который установлена погруженная лобовая часть обмотки, и электродом, установленным на непогруженную часть обмотки, на частички пропиточного состава начинает оказывать влияние электрическое поле, созданное этой разностью потенциалов. Частички пропиточного состава поляризуются и приобретают электростатический заряд. Приобретенный частичками электростатический заряд начинает взаимодействовать с электрическим полем, созданным разностью потенциалов. За счет этого возникает тянущая электрическая сила, направленная от погруженной лобовой части к непогруженной лобовой части. Эта сила складывается с капиллярными силами, действующими в обмотке, за счет чего процесс перемещения пропиточного состава по обмотке к непогруженной лобовой части ускоряется. Это приводит к значительному повышению производительности пропитки, более полному заполнению пропиточным составом пор и капилляров обмотки, что повышает ее качество.
Однако в способе-прототипе остаются по-прежнему те же недостатки, что и в способе аналоге, только эти недостатки несколько уменьшены. Коэффициент пропитки обмотки Кпр, достигнутый по способу-прототипу, не превышает величины 0,24, что свидетельствует о том, что 76% полостей обмотки не заполнены пропиточным составом. Процесс пропитки по способу-прототипу по-прежнему остается длительным и трудоемким.
Кроме того, для реализации способа-прототипа требуется прикладывать между электропроводящим элементом, на котором установлена погруженная часть обмотки, и электродом, установленным на непогруженную часть обмотки, высокое напряжение, что требует особых мер по технике безопасности.
Цель изобретения - повышение производительности путем скорости прохождения пропиточного состава по капиллярам обмотки, увеличения проникающей способности пропиточного состава вглубь обмотки, и повышение качества обмотки, за счет увеличения коэффициента пропитки и более эффективного устранения дефектных участков изоляции провода обмотки.
Указанная цель достигается тем, что в способе пропитки обмоток электрических машин, при котором обмотку и пропиточный состав разогревают до температуры пропитки, погружают одну из лобовых частей обмотки в пропиточный состав, например лак МЛ-92, после появления пропиточного состава на другой лобовой части обмотки извлекают обмотку из состава, дополнительно одну из лобовых частей обмотки, а также внешнюю и внутреннюю цилиндрические части магнитного сердечника обмотки герметизируют от внешней среды, для чего помещают их в защитные кожухи, вторую негерметизированную лобовую часть обмотки погружают в сосуд с пропиточным составом и создают при помощи форвакуумного насоса над верхней непогруженной лобовой частью обмотки разряжение порядка 40-50 Торр.
Дальнейшее развитие способа пропитки обмоток электрических машин пропиточным составом состоит в том, что сосуд с пропиточным составом и погруженную в пропиточный состав лобовую часть также герметизируют и нагнетают в указанный сосуд давление до 1,5-2 атм.
Дальнейшее развитие способа пропитки обмоток электрических машин состоит в том, что после пропитки сосуд с пропиточным составом разгерметизируют, извлекают из него нижнюю лобовую погруженную часть обмотки, подключают к выходным проводам обмотки греющий ток, поднимают температуру обмотки до (40÷50)°С и поддерживают указанную температуру в обмотке в течение (15÷20) мин, после чего форвакуумный насос отключают, разгерметизируют защитные кожухи, извлекают из них обмотку с магнитным сердечником и сушат при окончательной температуре, например 120°С, в течение (4÷5) ч.
На чертеже приведена технологическая схема пропитки обмотки, служащая для пояснения сущности изобретения. На чертеже введены следующие обозначения:
1 - лобовая часть, погруженная в пропиточный состав; 2 - пропиточный состав; 3 - сосуд для пропиточного состава; 4 - верхняя, непогруженная в пропиточный состав лобовая часть обмотки; 5 - магнитный сердечник обмотки; 6, 7, 8 - защитные кожухи обмотки; 9 - уплотнители; 10 - крепежные детали; 11 - патрубок для подсоединения форвакуумного насоса; 12 - патрубок для подсоединения компрессора; 13 - выходные провода обмотки.
Сущность изобретения заключается в следующем. Лобовую часть 4 и внутреннюю и наружную цилиндрические части магнитного сердечника 5 заключают в защитные кожухи 6, 7, 8 и герметизируют при помощи уплотнений 9. Нижнюю лобовую часть 1 погружают в сосуд 3 с пропиточным составом 2. Обмотку и состав 2 предварительно подогревают до температуры пропитки, которая зависит от вида используемого лака. Например, для пропиточного лака МЛ-92 она составляет (85÷90)°С. Этот разогрев обмотки и пропиточного состава осуществляют для того, чтобы снизить вязкость пропиточного состава и улучшить его проникновение в капилляры, находящиеся между проводами обмотки. К патрубку 11 защитного кожуха 7 подключают форвакуумный насос и создают над верхней лобовой частью разряжение (40÷50) Торр. Выбор указанного диапазона разряжений обусловлен следующими факторами. Для создания разряжения менее 40 Торр требуется достаточно высокая надежность герметизации защитных кожухов и непогруженной лобовой части обмотки и, кроме того, требуется использование более дорогого и более высокопроизводительного форвакуумного насоса. Разряжение более 50 Торр ухудшает проникновение пропиточного состава в полости обмотки, что происходит из-за невысокого перепада давлений между погруженной и непогруженной лобовыми частями обмотки. При создании над непогруженной лобовой частью 4 обмотки разряжения (40÷50) Торр между лобовой частью 1, погруженной в пропиточный состав, возникает перепад давлений, и пропиточный состав 2 через капилляры обмотки через лобовую часть 1 устремляется к лобовой части 4 обмотки. Так как возникшая сила за счет перепада давлений между погруженной и непогруженной лобовыми частями обмотки существенно превышает капиллярную силу и, кроме того, складывается с ней, то под действием этих двух сил пропиточный состав начинает ускоренно подниматься от погруженной лобовой части обмотки к непогруженной, заполняя все капилляры обмотки. Ускорить процесс заполнения пор и капилляров обмотки пропиточным составом можно, если дополнительно герметизировать нижнюю погруженную в пропиточный состав лобовую часть обмотки, и сосуд 3 с пропиточным составом также герметизировать и через патрубок 12 при помощи компрессора нагнетать в указанный сосуд 3 через патрубок 12 давление. Для более интенсивного проникновения пропиточного состава в обмотку достаточно повысить давление в сосуде 3 до (1,5÷2) атм. Этот диапазон выбран потому, что для создания давления выше 2 атм потребуется высокая степень герметизации сосуда 3 и изготавливать сосуд с более прочными стенками. При давлении ниже 1,5 атмосфер эффект проникновения пропиточного состава в полости и капилляры обмотки не будет существенно отличаться от проникновения указанного состава в обмотку при обычном атмосферном давлении. В процессе пропитки обмотки пропиточный состав и сама обмотка охлаждается практически до комнатной температуры. И поэтому обмотку после ее разгерметизации и извлечения из пропиточного состава вновь нужно разогревать и сушить. Обычно при использовании пропиточных составов с растворителями, например лака МЛ-92, сушку осуществляют в два этапа. На первом этапе обмотку разогревают до температуры, близкой к температуре кипения растворителя. Например, обмотку, пропитанную лаком МЛ-92, температура кипения растворителя которой свыше 100°С, разогревают до 90°С и выдерживают при такой температуре (45÷50) мин. Создание такой температуры и достаточно длительного времени выдержки обмотки при такой температуре необходимо для того, чтобы удалить растворитель из обмотки. После удаления растворителя из обмотки приступают ко второму этапу сушки обмотки. Для осуществления указанного второго этапа сушки обмотки обмотку разогревают до более высоких температур, при которых происходит наиболее оптимальная запечка пропиточного состава. Например, для пропиточного лака МЛ-92 эта температура равняется 120°С. Если на втором этапе сушки поднять температуру выше оптимальной, то в пропиточном составе, находящемся в обмотке, начнут возникать пузырьки, трещины, прогары и другие дефекты. Подавать же такую температуру, оптимальную для второго этапа сушки, тоже нельзя, так как из-за вскипания растворителя образуются многочисленные дефекты в изоляции обмотки и она будет отбракована. Второй этап сушки при оптимальной температуре, обычно длится (5÷6) часов.
Дальнейшее развитие заявляемого способа пропитки обмоток электрических машин заключается в том, что после пропитки сосуд с пропиточным составом разгерметизируют, извлекают нижнюю лобовую погруженную часть обмотки, подключают к проводам обмотки греющий ток, поднимают температуру обмотки до (40-50)°С и поддерживают указанную температуру в обмотке в течение (15-20) минут, после чего форвакуумный насос отключают, разгерметизируют защитные кожухи, извлекают из них обмотку с магнитным сердечником и сушат при окончательной температуре, например 120°С, в течение 4-5 ч. Сущность этого развития заключается в том, что температура вскипания любой жидкости тем ниже, чем ниже разряжение. Известно, что чем ниже величина разряжения, тем меньше температура вскипания жидкости. Например, при разряжении 10 Торр вода закипает при 18°С. При разряжении в 50 Торр, вода начинает кипеть при сравнительно низкой температуре, равной 30°С. Растворитель, поскольку его температура кипения на (20÷40)°С выше температуры кипения воды, при разряжении (40÷50) Торр, начинает кипеть при температуре (40÷50)°С. Получение разряжения в (40÷50) Торр достаточно просто осуществляется относительно дешевыми форвакуумными насосами и может быть получено без особо жестких требований к обеспечению герметичности защитных кожухов. Достаточно низкая температура кипения растворителя при давлении в (40÷50) Торр, возможность получения указанного разряжения более дешевыми форвакуумными насосами и исключение завышенных требований к герметичности к защитным кожухам указывают на нецелесообразность проводить первый этап сушки обмоток при температуре (90÷95)°С. Поэтому первый этап сушки требует подогреть обмотку двигателя только до (40÷50)°С, и поскольку при разряжении (40÷50) Торр при указанной выше температуре испаритель улетучивается из обмотки в несколько раз интенсивнее, чем при нормальном давлении и температуре, например 90°С, то первый этап сушки в заявляемом способе потребует в 4-5 раз меньше энергозатрат, чем при реализации способа-прототипа.
Пример конкретного выполнения. По предлагаемому способу пропитывались обмотки статоров электродвигателя МВТ-2. Пропитка двух обмоток осуществлялась лаком МЛ-92 по технологической схеме, приведенной на фиг.1. В обоих пропитываемых обмотках перед погружением лобовой части обмотки 1, обмотки и лак МЛ-92 были разогреты до температуры пропитки Ti=90°C. Пропиточный состав на лобовой части первой обмотки 4 появился через 2 мин после начала пропитки без создания дополнительного давления в сосуде 3 с пропиточным составом 2. Во второй обмотке, после герметизации сосуда 3 и создания в нем давления 1,5 атмосферы, пропиточный состав появлялся на лобовой части 4 обмотки через 1 минуту. Этот же состав после начала пропитки по способу-прототипу появлялся на лобовой части обмотки только через 5 мин после начала пропитки.
После пропитки обмотка, пропитанная по способу-прототипу, извлекалась из пропиточного состава, переворачивалась на 180° относительно вертикальной оси и сушилась в таком положении при T1=90°C в течение 45 мин и при Т2=120°С в течение 5 ч. Контроль пропитки по привесу обмотки, пропитанной по способу-прототипу, показал, что коэффициент пропитки был равен Кпр=0,24. После пропитки по заявляемому способу обе обмотки охладилась до (25÷30)°С. По предлагаемому способу лобовую часть 1 первой и второй пропитанных обмоток извлекали из пропиточного состава, подключали к выходным проводам обмоток греющий ток и доводили температуру обмоток до 40°С при разряжении в защитном кожухе над лобовой частью 4 обмотки, равном 50 Торр. Выдерживали при указанной пропитке обмотку в течение 20 мин. После этого защитные кожухи разгерметизировали, извлекали из них пропитанные по заявляемому способу обмотки и сушили их при Т2=120°С в течение 5 ч. Контроль по привесу пропитки обмоток, пропитанных по заявляемому способу, показал, что коэффициент пропитки у первой обмотки был равен 0,35, а у второй - 0,41.
Таким образом, заявляемый способ по сравнению со способом-прототипом позволил:
- повысить производительность пропитки в 2,5-5 раз;
- снизить энергозатраты на предварительную сушку в 4 раза;
- повысить коэффициент пропитки в 1,46-1,71 раза.
Источники информации
1. Рыжов A.M., Наумов С.А., Урусов З.А. Технология пропитки и сушки электрических машин малой мощности. М.: Информэлектро, 1990, с.44. Электротехническая промышленность. Серия 25. Технология электротехнического производства. Обзорная информация. Вып.20.
2. А.с №1820453 (СССР). Способ капиллярной пропитки обмоток электрических машин / Г.В.Смирнов. - Опубл. в Б.И., 07.06.93. Бюл. №21 (Прототип)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2597890C1 |
| СПОСОБ ПРОПИТКИ И СУШКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2597892C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2467452C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2490771C1 |
| Способ капиллярной пропитки обмоток электрических машин | 1991 |
|
SU1820453A1 |
| СПОСОБ СТРУЙНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2516243C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2510564C1 |
| СПОСОБ ПРОПИТКИ И СУШКИ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2601964C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593601C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593825C1 |
Изобретение относится к области электротехники и может быть использовано при пропитке изоляции обмоток электрических машин. Сущность изобретения состоит в том, что обмотку и пропиточный состав разогревают до температуры пропитки и погружают одну из лобовых частей обмотки в пропиточный состав. После появления пропиточного состава на другой лобовой части обмотки извлекают обмотку из состава и сушат ее. При пропитке одну из лобовых частей обмотки, а также внешнюю и внутреннюю цилиндрические части магнитного сердечника обмотки герметизируют от внешней среды, для чего помещают их в защитные кожухи. Вторую негерметизированную лобовую часть обмотки погружают в сосуд с пропиточным составом и создают при помощи форвакуумного насоса над верхней непогруженной лобовой частью обмотки разряжение порядка 40-50 Торр. Развитием способа является то, что сосуд с пропиточным составом и погруженной в него лобовой частью обмотки герметизируют и нагнетают в указанный сосуд давление до 1,5-2 атм. Дальнейшим развитием способа является то, что после пропитки сосуд с пропиточным составом разгерметизируют, извлекают нижнюю лобовую погруженную часть обмотки, подключают к проводам обмотки греющий ток, поднимают температуру обмотки до (40-50)°С и поддерживают указанную температуру в обмотке в течение (15-20) мин, после чего форвакуумный насос отключают, разгерметизируют защитные кожухи, извлекают из них обмотку с магнитным сердечником и сушат при окончательной температуре, например 120°С, в течение 4-5 ч. Технический результат, достигаемый при использовании заявляемого способа, состоит в повышении производительности пропитки в 2,5-5 раз, в снижении энергозатрат на предварительную сушку в 4 раза и повышении коэффициент пропитки в 1,46-1,71 раза. 2 з.п. ф-лы, 1 ил.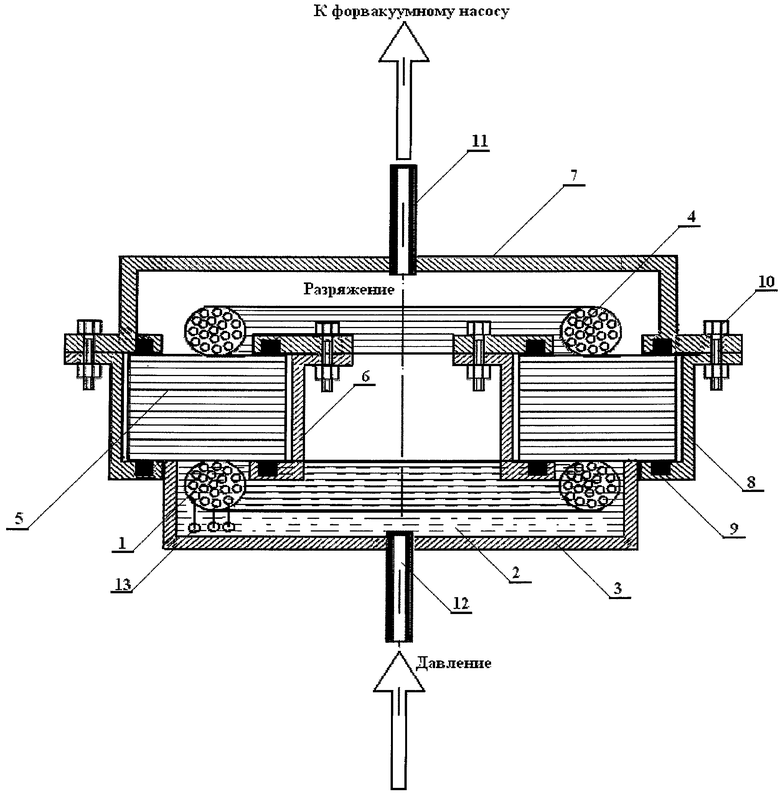
1. Способ пропитки обмоток электрических машин, при котором обмотку и пропиточный состав разогревают до температуры пропитки, погружают одну из лобовых частей обмотки в пропиточный состав, например лак МЛ-92, после появления пропиточного состава на другой лобовой части обмотки извлекают обмотку из состава, и сушат ее, отличающийся тем, что одну из лобовых частей обмотки, а также внешнюю и внутреннюю цилиндрические части магнитного сердечника обмотки герметизируют от внешней среды, для чего помещают их в защитные кожухи, вторую негерметизированную лобовую часть обмотки погружают в сосуд с пропиточным составом, и создают при помощи форвакуумного насоса над верхней непогруженной лобовой частью обмотки разряжение порядка 40-50 Торр.
2. Способ пропитки обмоток электрических машин по п.1, отличающийся тем, что сосуд с пропиточным составом и погруженную в него лобовую часть герметизируют, и нагнетают в указанный сосуд давление до 1,5-2 атм.
3. Способ пропитки обмоток электрических машин по п.1, отличающийся тем, что извлекают из пропиточного состава нижнюю лобовую часть обмотки, и производят сушку обмотки, для чего подключают к проводам обмотки греющий ток, поднимают температуру обмотки до 40-50°С, и поддерживают указанную температуру в обмотке в течение 15-20 мин, после чего форвакуумный насос отключают, разгерметизируют защитные кожухи, извлекают из них обмотку с магнитным сердечником и сушат при окончательной температуре, например 120°С, в течение 4-5 ч.
| Способ капиллярной пропитки обмоток электрических машин | 1991 |
|
SU1820453A1 |
| Установка для пропитки обмоток электрических машин | 1988 |
|
SU1564705A1 |
| СПОСОБ КОМПАУНДИРОВАНИЯ ОБМОТОК СТАТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2007 |
|
RU2330372C1 |
| Способ пропитки обмотки статора электрической машины | 1978 |
|
SU775829A1 |
| СПОСОБ ПРОПИТКИ ИЗОЛЯЦИИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2174279C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРОДВИГАТЕЛЯ | 2001 |
|
RU2192702C2 |
| Способ герметизации узла электрической машины,содержащего обмотку | 1983 |
|
SU1181068A1 |
| GB 2062360 A, 20.05.1981 | |||
| US 3631590 A, 04.01.1972 | |||
| ДИФФЕРЕНЦИАЛ ТРАНСПОРТНОГО СРЕДСТВА | 1992 |
|
RU2020085C1 |
| Рыжаков A.M., Наумов С.A., Урусов З.A | |||
| Технология пропитки и сушки электрических | |||

