Изобретение относится к деревооб- рабатьшающей промышленности, а именно к линиям изготовления древесных плит.
Цель изобретения - повышение производительности и расширение технологических возможностей.
На фиг. 1 изображена предложенная
линия, вид сверху; на фиг. 2 - много- ю рованы подвижные направляющие 30,
пустотная плита; на фиг, 3 - соединенный каналообразователь с коническими стержнями; на фиг. 4 - дополнительный цепной конвейер (вид А на фиг. 1); на фиг. 5 - механизм подъе- ема каналообразователя (вид Б на фиг. 1); на фиг. 6 - механизм укладки каналообразователя на формирующий ковер, вид В на фиг. 1; на фиг. 7 - то же вид Г на фиг, 4; на фиг. 8 - главный конвейер с каналообразовате- лем в момент формирования второго внутреннего слоя; на фиг. 9 - схема многопустотной плиты с круглыми кана лами; на фиг. 10 - то же, с прямоугольными каналами, вид сбоку; на фиг. 11 - то же, вид сверху; на фиг. 12 - схема каналообразователя, вид сверху.
Линия включает главный конвейер 1, формашины наружных 2 и внутренних 3 слоев, подпрессовщик 4 и пресс 5 с загрузочной 5 и разгрузочной 7 этажерками, узел 8 формирования сквозных каналов 9 и привод 10.
Линия снабжена размещенным между разгрузочной этажеркой 7 и формаши- ной 3 внутренних слоев устройством 1 формирования внутренних сквозных каналов 9. Устройство 11 выполнено в виде дополнительного, размещенного над плоскостью главного конвейера 12 цепного конвейера 13 с каналообразо- вателями 14, установленных с боковых сторон 15 конвейера 1 боковых кареток 16 удаления стержней 17 из древесно-стружечных плит 18 и механизмов подъема 19 и укладки 20 каналообразователя jia формируемый ковер 21. Под дополнительным конвейером 13 смонтированы горизонтальные направляющие 22 с подвижными концевыми участками 23.
Каналообразователь выполнен разъемным из двух частей поочередно подвижными разнонаправленными конусными стержнями 17. Каретки 16 размещены на горизонтальных направляющих 24 и снабжены приспособлениями для захвата каналообразователей 14 в виде электромагнитов 25, ниже кареток установлены механизмы подъема 19 и фиксации 26 стержней 17.
Механизм 20 укладки размещен на каретке 27 и снабжен электромагнитами 28. Выше поддонов 29 и с боков ковра 21 между формашинами 3 смонти
Линия работает следующим образом. Конвейер 1 подает поддоны 29 к формашинам 2 и 3, которые формируют наружный слой и половину внутреннего слоя, после этого механизм 20 устройства 11 укладьшает каналообразователь 14 на внутренний слой формируемого ковра 21, при этом стержни 17 ложатся на поверхность ковра, а планки - с боков ковра 21. Перед ук- .ладкой конвейер 13 подает по направляющим 22 каналообразователь 14 и устанавливает его на концевой участок 23, затем электромагниты 28 прижимают каналообразователь 14 к механизму 20, концевые участки 23 и направляющие 30 отходят в стороны и механизм 20 опускает каналообразователь 14 вниз и укладывает его на ковер 21. Далее KOHBefiep 1 подает поддон 29 с формируемым ковром и кана- лообразователем 14 под другие форма- шины, а затем - к подпрессовщику 4 и к прессу 5„
I .При выгрузке, плит из разгрузочной этажерки 7 плита 18 вместе с канало- образователем 14 подступает к боковым кареткам 16. Электромагниты 25
прижимают каналообразователь 14, и каретки 16 отходят в разные стороны, разъединяют каналообразователь и выдергивают конусные стержни 17 из плиты 18, очищают стержни и фиксируют
их. После, этого конвейер 1 удаляет многопустотную плиту 18, а каретки 16 перемещаются навстречу друг другу и соединяют каналообразователь, причем механизм 26 направляет стержни 17 в отверстия планок. Затем механизм 19 поднимает каналообразователь 14 вверх (при этом концевые участки 23 разведены для пропуска каналообразователя) и устанавливает его на сведенные уже эти же концевые участки 23. Дополнительный конвейер 22 передает по направляющим 22 каналообразователь 14 к механизму 20 укладки. Далее цикл повторяется.
1
Применение линии по изобретению позволяет увеличить производительность за счет совмещения операций формирования ковра и сквозных каналов.
Формула изобретения
1. Линия изготовления многопустот ных древесно-стружечных плит, включающая замкнутый главный конвейер, формирующие машины наружных и внутренних слоев, устройство формирования внутренних сквозных каналов с ка налообразователями, подпрессовщик ковра, пресс с загрузочной и разгрузочной этажерками и привод, отличающаяся тем, что, с целью повышения производительности и расширения технологических возможностей устройство формирования внутренних сквозных каналов выполнено с узлом
фуе. 7
/а S Л
lv:o v.o /.o :Ъ ;. о;-Ъ.- о .Ъ-о
Фиг. 2
33580
подачи каналообразователей в виде конвейера, размещенных под ним направляющих с каналообразователями и g кареток, при этом конвейер установлен, между продольными ветвями главного конвейера и соединяет участки формирующих машин и разгрузочной этажерки, каждая направляющая имеет
10 поджимный концевой участок, а каретки размещены с боковых сторон главного конвейера и выполнены с приспособлением для захвата каналообразователей, причем под горизонтальными
15 направляющими напротив разгрузочной
этажерки и формирующей машины внутреннего слоя установлены соответственно механизмы подъема и укладки каналообразователей.
20 2. Линия поп, 1, отличающаяся тем, что приспособление для захвата каналообразователей выполнено в виде электромагнитов.
1 17 / /
т../..
иг.З
MJ.
ЗЕЖШЖЗ
IS 28
(. 7
Bud В
29 17 21 r
Фиё.б л. - .. cx CO -. -л
. .-v:. .
L
Д,- « r-.-c .ЯГ.« .c.v;:
o . .У. ,
.,УОУ.-Л
/ /
f5 f
Фиг. 8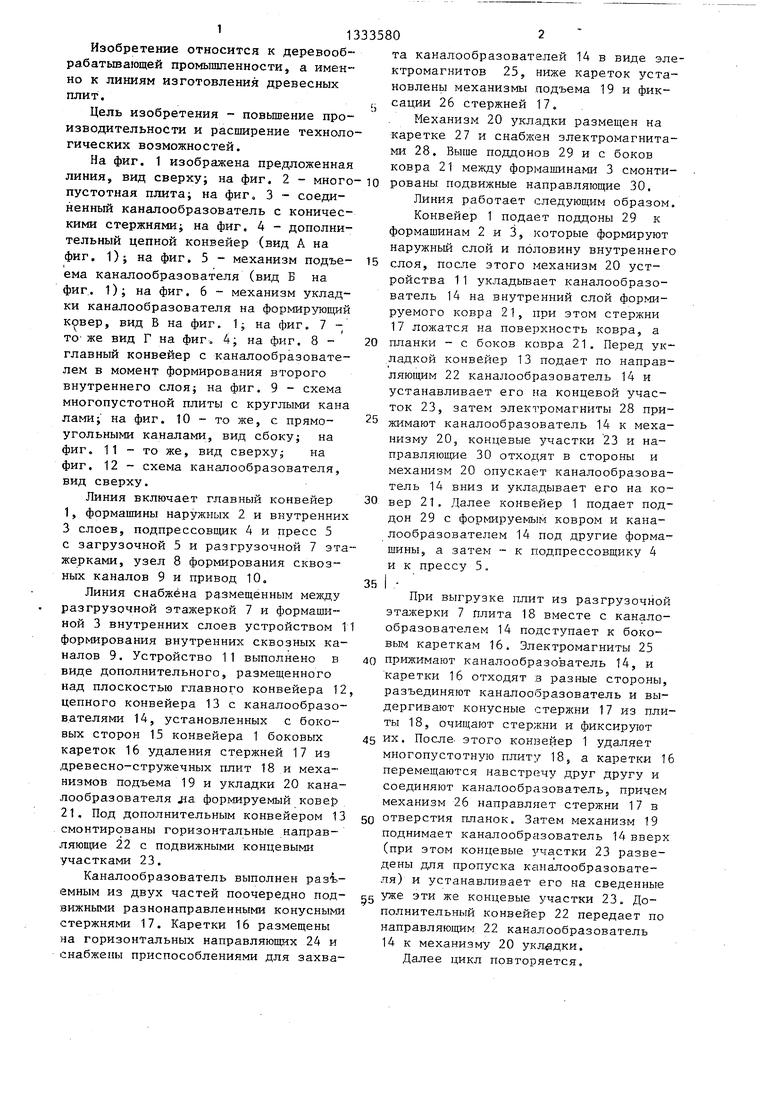

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесностружечных плит | 1986 |
|
SU1320065A1 |
| Линия изготовления древесных плит с лицевыми слоями из шлифовальной пыли | 1985 |
|
SU1311939A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
| Линия изготовления облицовочных плит | 1986 |
|
SU1362622A1 |
| Линия изготовления древесно-стружечных плит | 1983 |
|
SU1140957A1 |
| Устройство для изготовления древесноволокнистых плит | 1987 |
|
SU1445972A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Линия производства древесных плит | 1984 |
|
SU1167017A1 |
| Линия изготовления древесно-волокнистых плит мокрым способом | 1986 |
|
SU1397295A1 |

Изобретение относится к деревообрабатывающей промышленности, в частности к линиям изготовления древесных плит. Цель изобретения - повышение производительности и расширение технологических возможностей. Линия снабжена размещенным между разгрузочной этажеркой и формирующими машинами внутренних слоев устройством формирования внутренних сквозных каналов в коврах, выполненным в виде цепного конвейера 13 с каналообразо- вателями 14, установленных с боковых сторо н конвейера кареток 16 и механизмов 19 подъема и укладки канало- образователя 14 на формируемый ковер. На сформированный нижний слой и половину внутреннего слоя ковра укладывают каналообразователь 14, при этом стержни 17 ложатся на поверхность ковра. Затем конвейер 1 подает форми- з руемый пакет под формирующие машины и для насыпания.наружного слоя. Сформированные пакеты прессуют, а после выгрузки плит из пресса с помощью . кареток 16 разъединяют разъемные ка- налообразователи 14. 1 з.п. ф-лы, 12 ил. ро СО СП 00 Фие. 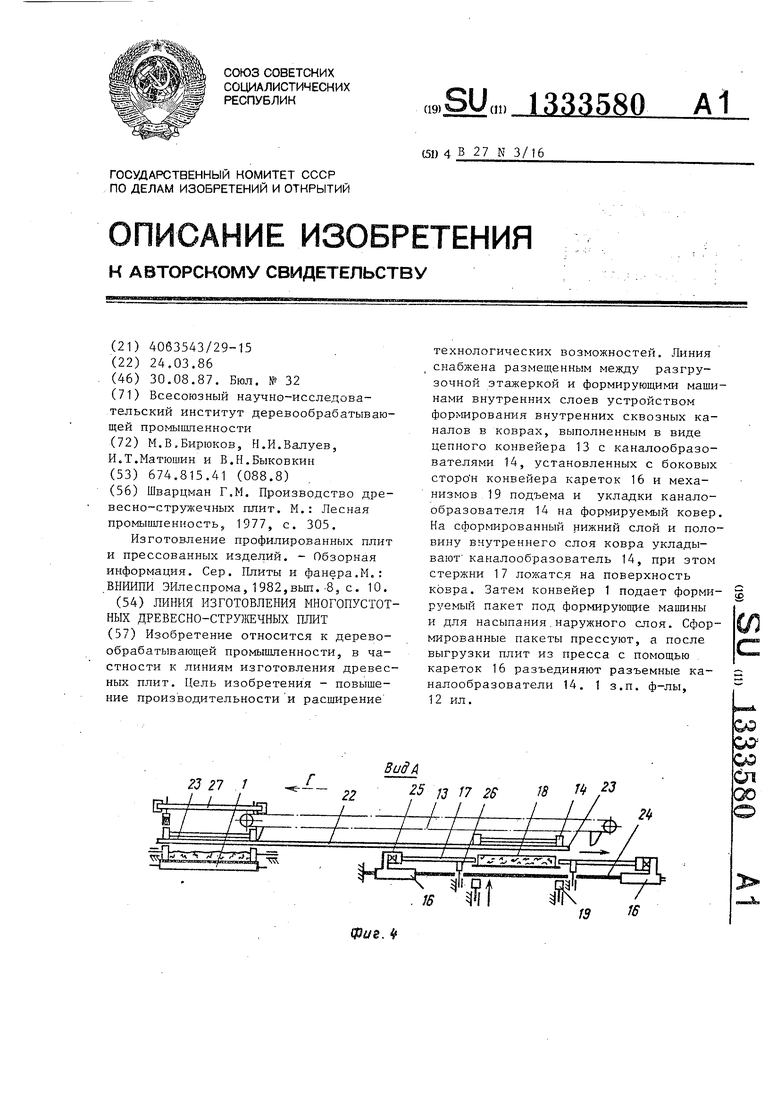
: : SH---- -. .Т . -.Ж: :.Т/ Н Л:-Г::- р.
. ..- « .«. -., -. . -..., :«...-./ -«л .-.-
IS IS
Фиё, 9
Wf. «
/ /
/9fl
Составитель Н.Дроздова Редактор М.Келемеш Техред И,Попович
Заказ 3914/17 Тираж 463Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, (-35, Раушская наб., д. 4/5
Производственно-полиграфичес кое предприятие, г. Ужгород, ул. Проектная, 4
Фие. f2
Корректор М.Шароши
| Шварцман Г.М | |||
| Производство дре- весно-стружечных плит | |||
| М.: Лесная промышленность, 1977, с | |||
| Держатель для поленьев при винтовом колуне | 1920 |
|
SU305A1 |
| Изготовление профилированных плит и прессованных изделий | |||
| - Обзорная информация | |||
| Сер | |||
| Плиты и фанера.М,: ВНШПИ ЭИлеспрома, 1982,вьш.-8, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
