Фиг.З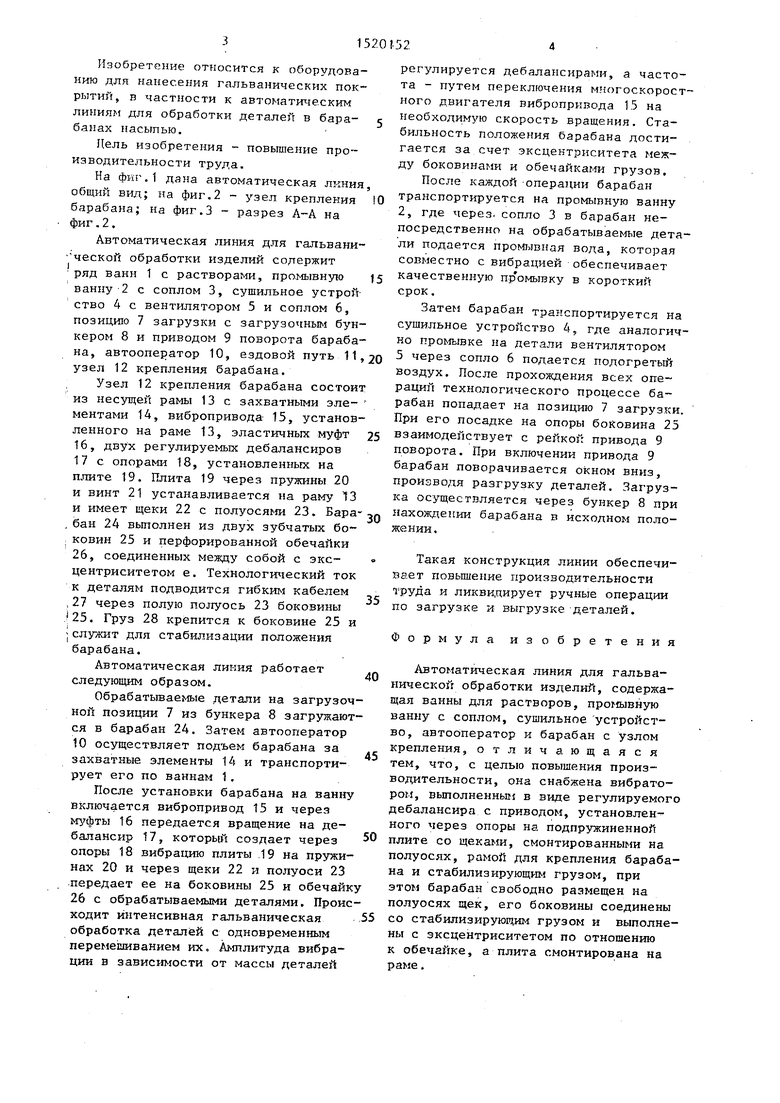
| название | год | авторы | номер документа |
|---|---|---|---|
| Сушильное устройство к линиям для гальванической обработки деталей | 1988 |
|
SU1617065A1 |
| Автоматическая линия для гальванической обработки изделий | 1981 |
|
SU1015001A1 |
| Автоматическая линия для гальванической обработки изделий | 1987 |
|
SU1423631A1 |
| Автоматическая линия для гальванической обработки изделий | 1986 |
|
SU1381204A1 |
| Автоматическая линия для гальванической обработки изделий | 1987 |
|
SU1446200A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Линия для гальванической иХиМичЕСКОй ОбРАбОТКи дЕТАлЕй | 1979 |
|
SU850762A1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1990 |
|
RU2013472C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КРЕМНЕЗЕМНОГО ВОЛОКНА | 2005 |
|
RU2279412C1 |
| Штанга для подачи анодов в гальваническую ванну | 1988 |
|
SU1534101A1 |
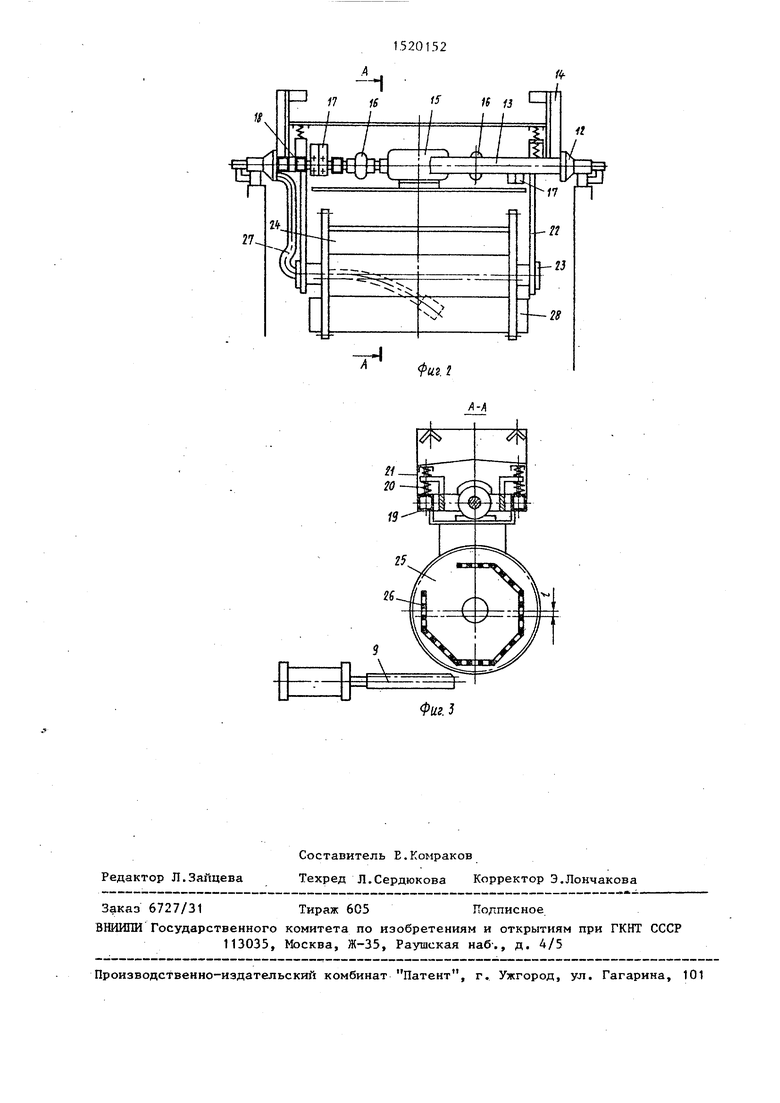
Изобретение относится к оборудованию для нанесения гальванических покрытий, в частности к автоматическим линиям для обработки деталей в барабанах насыпью. Целью изобретения является повышение производительности труда. Автоматическая линия для гальванической обработки изделий включает ряд ванн 1, промывную ванну 2 с соплом 3, сушильное устройство 4 с вентилятором 5 и соплом 6, позицию загрузки 7 с бункером 8 и приводом барабана, автооператор 10, ездовой путь 11 и узел крепления 12 барабана. Барабан выполнен из двух зубчатых боковин и перфорированной обечайки, соединенных между собой с эксцентриситетом е. После загрузки барабана из бункера 8, автооператор 10 транспортирует его по ваннам 1. После установки барабана на ванну включается вибропривод и через муфты вращение передается на дебалансир, который создает вибрацию. Происходит интенсивная обработка деталей с одновременным их перемешиванием. После каждой операции барабан транспортируется на ванну промывки 2, а затем на сушильное устройство. После прохождения всех операций барабан переносится на позицию загрузки 7. При его посадке на опоры боковина взаимодействует с рейкой привода поворота, барабан поворачивается окном вниз, производя разгрузку деталей. Такая конструкция обеспечивает повышение производительности труда и исключает ручные операции по загрузке и выгрузке деталей. 3 ил.
| Линия для гальванической иХиМичЕСКОй ОбРАбОТКи дЕТАлЕй | 1979 |
|
SU850762A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автоматическая линия для гальванической обработки изделий | 1981 |
|
SU1015001A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
