фиг. 5
панической ванне, упор взаимодействует с уголком 21 на стенке Ванны и перемещает зубчатую рейку вверх, которая воздействует на шестерню. Последняя выступами упирается в пластинчатые пружины и поворачивает профильный нал, который через тяги 8 воздействует на штоки 7„ При этом стержни занимают положение выгрузки и автооператор переводит штангу на позицию загрузки, где процесс повторяется. При выгрузке анодов автооператор забирает штангу, находящуюся в положении выгрузки, переносит ее и опускает в гальваническую ванну. Упор,
касаясь уголка 21 на стенке ванны, перемещает зубчатую рейку вверх, которая при помощи шестерни поворачивает профильный вал. Профильный вал через тяги 8 воздействует на штоки 7, которые раздвигают стержни. Автооператор поднимает штангу, при этом стержни захватывают аноды 10 и снимают их с анодных шин. Затем автооператор переносит их в промывочную ванну, на стенке которой отсутствует уголок, где аноды промываются, после чего штанга транспортируется на
5 позицию выгрузки и процесс повторяется. 3 з.п. ф-лы, 6 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штанга для подачи анодов в гальваническую ванну | 1985 |
|
SU1308651A1 |
| Штанга для подачи анодов в гальваническую ванну | 1989 |
|
SU1664879A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Автооператор | 1969 |
|
SU344701A1 |
| БИБЛИОТЕКА М. Е. Бараб-Тарле, Е. И. Бслорусец, Т. И. Буйко, Б. А. Додин и Р. Д. Сойфер Одесское специальное конструкторское бюро специальных станков | 1973 |
|
SU389912A1 |
| Автооператор | 1971 |
|
SU481524A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Автоматическая линия для гальванической и химической обработки деталей | 1985 |
|
SU1300042A1 |
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |

Изобретение относится к электрохимической обработке деталей и может быть использовано в гальванопроизводстве при загрузке и выгрузке анодов из гальванической ванны в автоматических линиях. Цель изобретения - повышение производительности линии путем исключения ручного труда и сокращение продолжительности процесса загрузки анодов в ванны. На позиции загрузки на стержни навешивают необходимое количество анодов 10. Автооператор переносит штангу к гальванической ванне, упор взаимодействует с уголком 21 на стенке ванны и перемещает зубчатую рейку вверх, которая воздействует на шестерню. Последняя выступами упирается в пластинчатые пружины и поворачивает профильный вал, который через тяги 8 воздействует на штоки 7. При этом стержни занимают положение выгрузки и автооператор переводит штангу на позицию загрузки, где процесс повторяется. При выгрузке анодов автооператор забирает штангу, находящуюся в положении выгрузки, переносит ее и опускает в гальваническую ванну. Упор, касаясь уголка 21 на стенке ванны, перемещает зубчатую рейку вверх, которая при помощи шестерни поворачивает профильный вал. Профильный вал через тяги 8 воздействует на штоки 7, которые раздвигают стержни. Автооператор поднимает штангу, при этом стержни захватывают аноды 10 и снимают их с анодных шин. Затем автооператор переносит их в промывочную ванну, на стенке которой отсутствует уголок, где аноды промываются, после чего штанга транспортир
Изобретение относится к электрохимической обработке деталей и может быть использовано в гальванопроизводстве при загрузке и выгрузке ано- дов из гальванической ванны в автома
тических линиях о
Цель изобретения - повышение производительности линии путем исключения ручного труда и сокращение продолжительности процесса загрузки анодов в ванны.
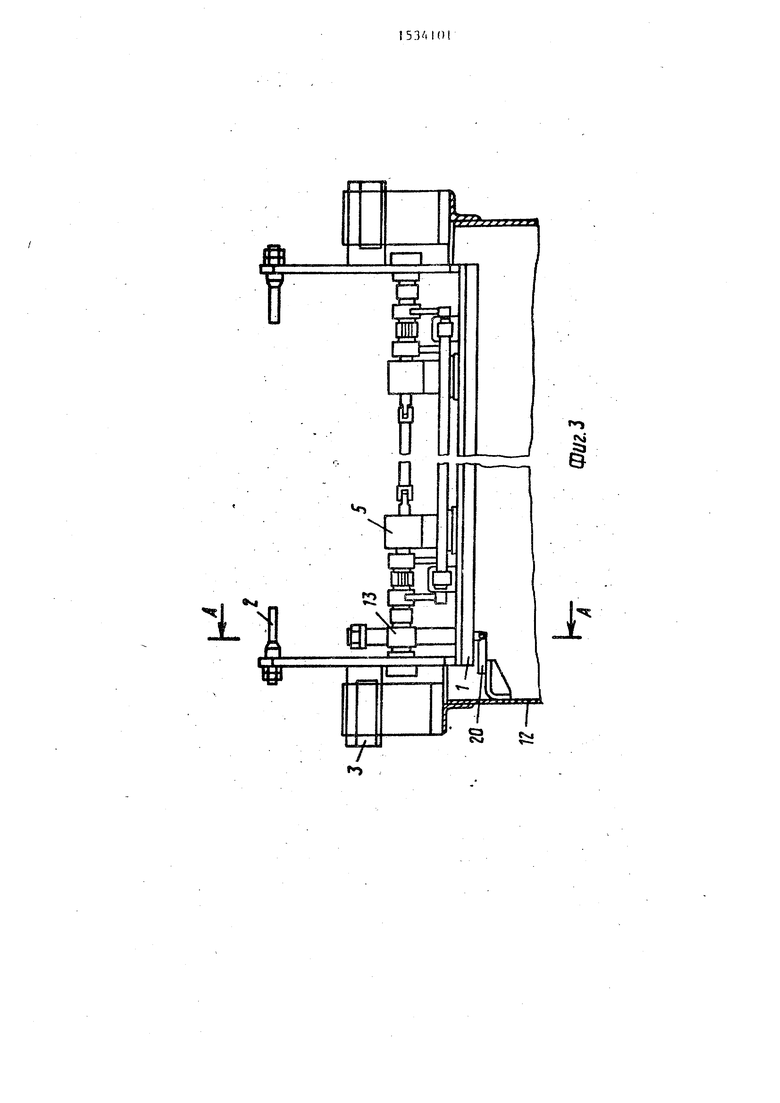
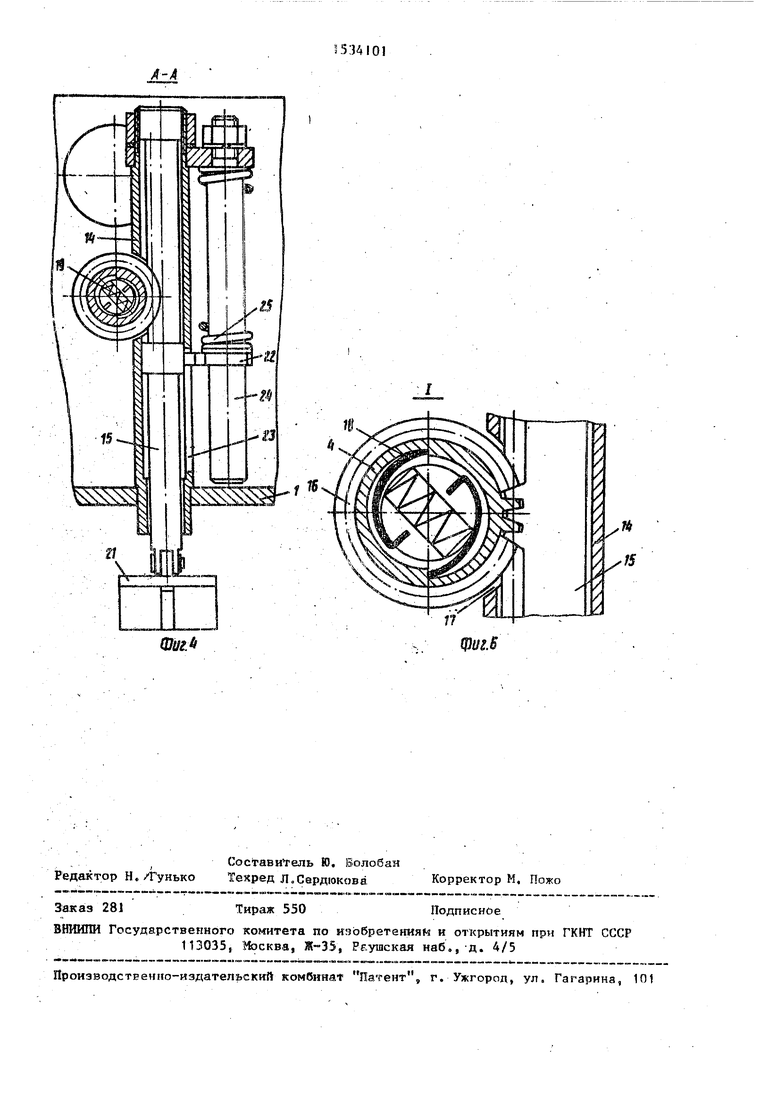
На фигП показана штанга в положении для выгрузки анодов, вид сверху; На фиг.2 - то же,,в положении загрузки анодов, вид сверху; на фиг.З - штанга, вид сбоку; на фиг.4 - раз- рез А-А на фиг.З; не фиг.5 - штанга в процессе загрузки анодов ё ванну; на фиг.6 - узел 1 на фиг.З.
Штанга для подачи анодов в гальваническую ванну содержит балку 1, захваты 2, цапфы 3, профильный вал 4, установленный на подшипниковых опорах 5, направляющие 6 н расположенные в них ттоки 7, тяги 8, шарнирно связанные с профильным валом 4 и штоками 7, жестко, связанные со штоками 7 стержни 9, с которых аноды 10 завешиваются на анодные шины 11, расположенные на стенках ванны 12, установленную на балДе 1 обгонную муфту 13, состоящую из корпуса 14, зубчатой рейки 15, расположенной внутри корпуса ,с возможностью перемещения в нем, шестерни 16, закрепленной на валу 4 и взаимодействующей с зубча- той рейкой 15 через окно 17 в корпусе 14, пластинчатых пружи1 18, закрепленных одним концом в , a
5
0
0
0
другим взаимодействующих с выступами шестерни 16, и раздвигаемых пружиной 19 проходящей сквозь вал 4. Зубчатая рейка 15 снабжена упором 20,взаимодействующим с уголком 21, установленным на стенке ванны 12, « ушком 22, которое через паз 23 корпуса 14 связано с направляющей 24 и может перемещаться по направляющей под действием пружины 25.
Загрузку анодов 10 производят следующим образом.
На позиции загрузки (не показана) на штангу, находящуюся в положении загрузки, т.е. на стержни 9, навеши-, вают необходимое количество анодов 10. Автооператор (не показан) с помощью захватов 2 переносит штангу к гальванической ванне 12 и опускает ее. По мере опускания штанги аноды Ю ложатся на анодные шины 11, упор 20 касается уголка 21 на стенке ванны и перемещает зубчатую рейку 15 вверх. Зубчатая рейка воздействует на шестерню 16, которая своими выступами упирается в пластинчатые пружины 18 и поворачивает профильный вал 4, последний через тяги 8 воздействует на штоки 7, втягивая их в направляю щие 6, при этом сте.ржни 9 занимают положение выгрузки, и автооператор уносит итангу на позицию загрузки, при опускании на которую стержни 9 вновь занимают положение загрузки, и процесс повторяется.
Выгрузку анодов 10 из гальванической ванны 12 производят следующим образом.
51
С позиции выг руаки (не показана) автооператор с помощью захватов 2 забирает штангу, находящуюся в положении выгрузки, переносит ее до гальванической ванны 12 и опускает. Упор 20 касается уголка 21 на стенке ванны и перемещает зубчатую рейку 15 вверх, которая при помощи шестерни 16 поворачивает профильный вал 4, Профильный вал через тяги 8 воздействует на штоки 7, которые выходят из направляющих 6 и раздвигают стержни 9 Автооператор поднимает штангу, при этом стержни 9 захватывают аноды 10 и снимают их с анодных шин 11. При подъеме штанги зубчатая рейка 15 посредством ушка 22 под действием пружины 25 возвращается в исходное положение, вращая шестерню 16, при этом профильный вал 4 не вращается, так как пластинчатые пружины 18, сжимая пружину 19, проскакивают выступы шестерни 16. Автооператор переносит штангу в промывочную ванну (не пока- зана), на стенке которой отсутствует уголок, где аноды промываются, после чего штанга транспортируется на позицию выгрузки, и процесс повторяется.
Предлагаемая штанга для подачи анодов в гальваническую ванну позволяет исключить ручной труд при подготовке ее к работе и при завешивании анодов в ванны, сокращает продолжительность загрузки анодов из-за исключения операций промывки, так как элементы штанги не соприкасаются с электролитами, что обеспечивает по- вышенне производительности линии за счет увеличения времени ее работы,
101
а также загрузку и выгрузку ЯНОДОР в автоматическом режиме по заданной циклограмме. Кроме того, данная штага позволяет при необходимости чередовать процесс чагрузкн с процессом выгрузки анодов из различных технологических ванн без захода штанги на позицию загрузки для ее перемонтажа
Формула изобретения
I. Птангз для подачи анодов в гальваническую ванну, содержащая балку, цапфы, захваты, тяги и стержни для навески анодов, отличающаяся тем, что, с целью увеличения производительности линий путем исключения ручного труда и сокращения продолжительности процесса загрузки анодов в ванны, она снабжена механизмом горизонтального перемещения стержней, выполненным в виде обгонной муфты и соединенного с ней профильного вала, кинематически связанного тягами со стержнями для навески анодов,
4 о Штанга по п,1, о т л и ч а ю- щ а я с я тем, что профильный вал установлен на балке в подшипниковых опорах
1
..
ы
lOl PESI
Ј глф
Шиг.ь
Редактор Н./Гунько
Составитель Ю. Болобан Техред Л.Сердюкова
Заказ 281
Тираж 550
ВШИЛИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Щи г. В
Корректор М. Пожо
Подписное
| tf I JLCo Кривотеев, И | |||
| ПОРТСИГАР С ПРИСПОСОБЛЕНИЕМ ДЛЯ СКРУЧИВАНИЯ ПАПИРОС | 1922 |
|
SU621A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
