С/)
кание раствора и сушку деталей. После загрузки изделий 24 в барабан 6 автооператор 5 перемещает его по позициям гальвано-химической обработки. По окончании процесса в любой из ванн 1 автооператор 5 своими захватами 18 совмещается с захватами барабана 19, при этом происходит соеди иение штуцера 17, связанного с вентилятором 15, Производится подъем барабана 6 из ванны 1 и в момент выхода барабана из раствора включается вентилятор 15. Воздух через вертикальное плечо 11 поступает в полость
горизонтального плеча 10 и способствует интенсификации процесса удаления жидкости из барабана 6 как в момент выхода из раствора, так и в момент его подъемао После завершения процесса обработки барабан перемещается в сушильное устройство, где через отверстие второй полости горизонтального плеча 10 производится сушка изделий 24, Данная конструкция линии позволяет увеличить производительность за счет сокращения времени на стекание жидкости и сушку, 5 ил.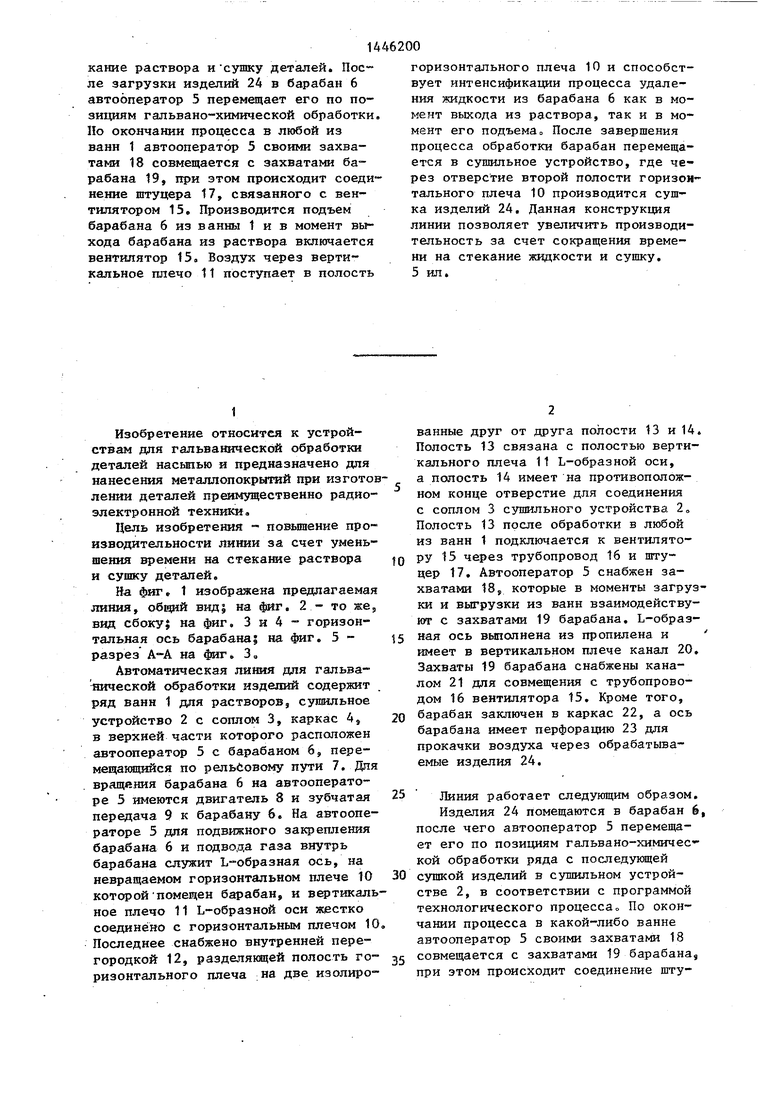

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для гальванической обработки изделий | 1981 |
|
SU1015001A1 |
| Установка для гальванической и химической обработки изделий | 1989 |
|
SU1794114A3 |
| Автоматическая линия для гальванической обработки изделий | 1987 |
|
SU1423631A1 |
| Система управления многопроцессной линией гальванопокрытий | 1976 |
|
SU653308A1 |
| Автооператорная барабанная линия | 1988 |
|
SU1507884A2 |
| Автооператор для гальванических линий | 1984 |
|
SU1178806A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Автооператор для гальванических линий | 1981 |
|
SU1044685A1 |
| Сушильное устройство к линиям для гальванической обработки деталей | 1988 |
|
SU1617065A1 |
| Устройство управления автоматическими линиями обработки деталей в жидкости | 1982 |
|
SU1033580A2 |

Изобретение относится к устройствам для гальванической обработки деталей насыпью и предназначено для нанесения металлопокрытий при изготовлении деталей, преимущественно радиоэлектронной техники. Цель изобретения - повышение производительности путем уменьшения времени на сте
1
Изобретение относится к устройствам дпя гальванической обработки деталей насыпью и предназначено для нанесения металлопокрытий при изготолении деталей преимущественно радиоэлектронной техники
Цель изобретения - повьшение производительности линии за счет уменьшения времени на стекание раствора и сушку деталей.
На фяг 1 изображена предлагаемая линия, вид; на фйг, 2 - то же, вид сбоку на фиг, 3 и 4 - горизонтальная ось барабана; на фиг, 5 - разрез А-А на фиг 3
Автоматическая линия для гальва- 1нической обработки изделий содержит ряд ванн 1 дпя растворов, суизильное устройство 2 с соплом 3, каркас 4, в верхней части которого расположен автооператор 5 с барабаном б, пере- мещанщийся по рельбовому пути 7, Для вращйния барабана 6 на автооператоре 5 имеются двигатель 8 и зубчатая передача 9 к барабану 6, На автооператоре 5 дая подвижного закрепления барабана 6 и подвода газа внутрь барабана служит L-образная ось, на невращаемом горизонтальном плече 10 которой помещен барабан, и вертикальное плечо 11 L-образной оси жестко соединено с горизонтальным плечом 10 Последнее снабжено внутренней перегородкой 12, разделякщей полость го- ризонтального плеча ;На две изолированные друг от друга полости 13 и 14 Полость 13 связана с полостью вертикального плеча 11 L-образной оси, а полость 14 имеет на противоположном конце отверстие для соединения с соплом 3 С5пиильного устройства 2,, Полость 13 после обработки в любой из ванн 1 подключается к вентилятору 15 через трубопровод 16 и штуцер 17, Автооператор 5 снабжен захватами 18, которые в моменты загрузки и выгрузки из ванн взаимодействуют с захватами 19 барабана, L-образная ось выполнена из пропилена и имеет в вертикальном плече канал 20, Захваты 19 барабана снабжены каналом 21 для совмещения с трубопроводом 16 вентилятора 15, Кроме того, барабан заключен в каркас 22, а ось барабана имеет перфорацию 23 для прокачки воздуха через обрабатываемые изделия 24,
Линия работает следующим образом. Изделия 24 помещаются в барабан 6 после чего автооператор 5 перемещает его по позициям гальвано-химической обработки ряда с последующей сущкой изделий в сушильном устройстве 2, в соответствии с программой технологического процесса о По окончании процесса в какой-ли€о ванне автооператор 5 своими захватами 18 совмещается с захватами 19 барабана, при этом происходит соединение штуцера 17, связанного с вентилятором 15.
Производится подъем барабана из ванны, и в момент выхода барабана из раствора включается вентилятор 15 и воздух от него поступает через полость в вертикальном плече 11 L-об разной оси в полость 13 горизонтального плеча 10 L-образной оси. Воздух способствует интенсификации процесса удаления жидкости из барабана 6 как в момент его выхода из любой из ванн, так и в момент подъема.
Процесс обдува изделий и внутреннего объема барабана продолжается как в процессе подъема, так и при. вьздержке барабана в верхнем положении.
После завершения гальвано-химической обработки и промьшок при помещении барабана 6 в сушильное устройство 2 происходят совмещение сопла 3 сушильного устройства 2 с отверстием на свободном конце полости 14 и сушка обрабатываемых изделий 24, после чего барабан 6 подается на позицию разгрузки.
Предлагаемая конструкция линии позволяет увеличить производительность за счет сокращения времени на
/
Т
стекание жидкостей при извлечении барабана из ванн, а также за счет сокращения времени сушки. Более высокая надежность линии за счет устранения клапанных систем сокращает также потери времени на профилактический ремонт автооператорной линии.
Формула изобретения
Автоматическая линия дйя гальванической обработки изделий, содержащая ряд ванн, рельсовый путь, автооператор с установленным на нем вентилятором с обдувочным соплом, барабан с узлом крепления и сушильное устройство с вентилятором и соплом, отличающаяся тем, что, с целью повьшения производительности за счет уменьшения времени стекания раствора и сушки деталей, узел крепления барабана выполнен в виде L-образной оси с перегородкой, размещенной внутри ее горизонтального плеча вдоль оси вращения барабана с образованием двух полостей, одна из которых сообщена с полостью вертикального плеча Ъ-образнсй оси, а другая выполнена с возможностью сообщения с соплом сушильного устройства.
г
п / п
п п
tr
СГ SJ
Фи8.1
фие.Ц
А 4
Фие,5
| 0 |
|
SU162011A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автоматическая линия для гальванической обработки изделий | 1981 |
|
SU1015001A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
