3 5 f4 ISJ6 J2 Ш М 18 Ю 23 24
W
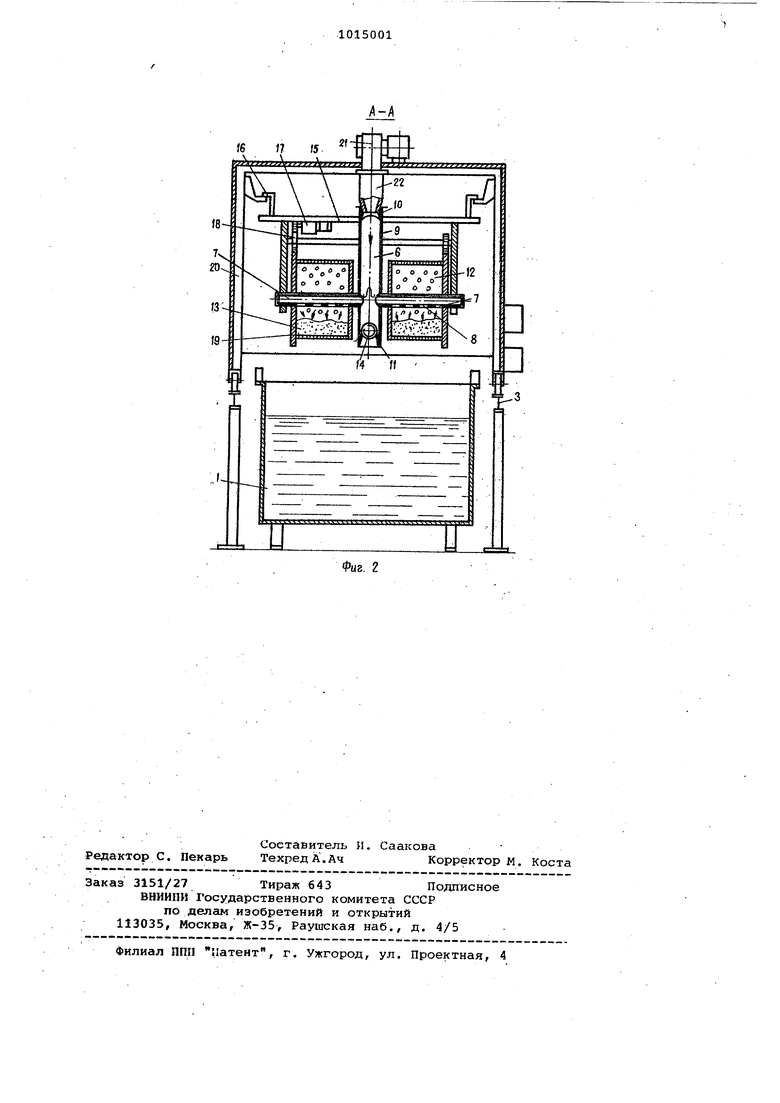
э м м. у иЛЖ ц у Изобретение относится к устройс вам для электролитического нанесения покрытий на изделия и может быть использовано в цехах гальвани ческих покрытий в электротехническом производстве и других областях техники. При работе линий для нанесения .гальванических- покрытий наиболее актуальным является повышение производительности труда за счет сокращения времени на технологические операции, в частности, на операцию сушки изделий после,нанесения галь ванических покрытий. Известно устройство для гальванической обработки изделий, содержащее перфорированный барабан, сво бодно посаженный на перфорирован, ную полую ось для подачи в него воздуха 1. Однако это устройство обеспечивает только сушку изделий внутри барабана, но не обеспечивает удале ние растворов из барабана и возвра щение раствора в соответствующую ванну. Наиболее близкой к предлагаемой по технической сущности и достигае мому результату является автоматическая линия, содержащая ванны для раствора, узел крепления бараб.ана для обрабатываемых изделий, автооп ратор, рельсовый путь и сушильное устройство. Для удаления раствора из барабанов линия снабжена расположенными между ваннами устройствам для отсоса растворов, выполненными в виде резервуаров, разделенных на две полости в горизонтальной плоскости перегородкой, имеющей выемку для установки бочкибарабана. На выемке смонтировано поворотное сопло, которое может, направлять отсасываемый раствор в один из трех отсеков, имеющихся, на дне резервуара. Нижняя полость резервуара под перегородкой соединена с всасываю-, щим патрубком вентилятора. Собираемый на дне резервуара раствор с помощью насосов и системы труб возвра щается в ванны. Сушильное устройство линии выполнено в виде камеры, также разделенной на две полости в горизонтальной плоскости перегородкой, имеющей выемку для установки барабана. К выемке прикреплен всасывающий патрубок вентилятора, а нагнетательный патрубок вентилятора установлен с возможностью об,дува барабана сверху. При работе на этой автоматическо линии после обработки изделий е ван не с раствором, барабан устанавливается автооператором в устройство дхря отсоса растворов на выемку пере гррОдки и включается вентилятор. Захваченный изделиями и бочкой барабана раствор отсасывается и собирается в одном из трех отсеков на дне резервуара устройства, а затем насосом воз.вращается в ванну. В су,шильном устройстве барабан также устанавливается внутри камеры на выемку перегородки, после чего влага отсасывается вентилятором 123. Недостатком данной автоматической линии для гальванической обработки изделий является низкая ее производительность, вызванная увеличением числа ходов автооператора при транспортировке барабанов в устройство для отсоса растворов. Кроме того, наличие в линии устройств для отсоса растворов, расположенных между ваннами и включающих резервуары , с насосами и системой труб, увеличивает занимаемую линией площадь. Цель изобретения - повышение производительности и компактности линии. Поставленная цель достигается тем, что в автоматической линии для гальванической обработки изделий, содержащей ванны .для растворов, узел крепления барабана для обрабатываемых изделий, рельсовый путь для ав,тооператора с установленным на нем вентилятором с обдувочным соплом, и сушильное устройство с вентилятором и соплом, узел крепления барабана выполнен в виде полой крестовины, внутри вертикального плеча которой размещен поплавок для перекрытия верхнего и нижнего входных отверстий при их сопряжении соответственно с соплами сушильного устройства и вентилятора. На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 разрез А-А на фиг. 1. Автоматическая линия для гальванической обработки изделий (фиг. 1) содержит ряд ванн 1 с растворами и водой и сушильное устройство 2, вдоль которых расположен рельсовый путь 3 для перемещения автооператора 4, предназначенного для транспортирования барабанов 5, закрепленных на крестовине 6, имеющей горизонтальные плечи 7 с прорезями 8 для обдува, и вертикальное плеча 9 с верхним 10 и нижним 11 входными отверстиями. На горизонтальные плечи 7 установлены с возможностью вращения перфорированные барабаны 5 с обрабатываемыми изделиями 12, а внутри вертика:льного плеча 9 помещен поплавок 13 для перекрытия верхнего 10 или нижнего 11 входных отверстий . Крестовина 6 укреплена на раме. 14, снабженной подхватами 15 для переноски ее автооператором 4. ПриВОД 16 для вращения перфорированных барабанов 5 через шестерни 17 и 18 .установлен на раме 14,
Автооператор 4 имеет кожух 19, на котором установлен вентилятор 20 снабженный обдувочным соплом 21 для сопряжения с верхним входным отверстием 10 крестовины б,
Сушиль41ое устройство 2 содержит вентилятор 22, калорифер 23 для нагрева воздуха, засасываемого из атмосферы, и снабжено соплом-24 для сопряжения с нижним входным отверстием 11 крестовины 6.
Управление движением автооперато.ра осуществляется с помощью программного командоаппарата (не показан).
Линия работает следующим образом..
Обрабатываемые изделия 12 засыпаются в перфорированные барабаны 5. Затем автооператор осуществляет подъем барабана 5 за подхваты 15 и транспортирует его по ваннам 1, где производится гальвано-химическая обработка и промывка изделий, а также на сушильное устройство 2 в соответствии с программой, составленной на основании технологического процесса обработки.
При нахождении барабана 5 в ванне 1 поплавок 13 располагается на уровне раствора, заполнившего вертикальное плечо 9 крестовины 6. При подъеме бара-бана 5 поплавок 13 опускается вместе с-уходящим из кретовины 6 раствором, не препятствуя последнему вытекать через нижнее входное Ътверстие 11 вертикального плеча 9. По окончании подъема барабана 5автооператором 4 обдувочное сопло 21 сопрягается с верхним входным отверстием 10 крестовины б, при этом образуется контур удаления раствора из барабана, после чего включается вентилятор 20, и струя воздуха, поступающая из сопла 21 в крестовину 6 через прорези 8 горизонтальных плеч 7 удаляет захваченный нз ванны раствор с обрабатываемых изделий 12 и tft перфорированных барабанов 5. Поплавок 13 перекрывает в этот момент нижнее входное отверстие 11, препятствуя выходу через него воздуха, а удаляемый из барабана раствор вновь попадает в ту ванну, над которой находится барабан 5 в этот момент.
По окончании обработки в раство0рах барабан 5 устанавливается автооператором на сушильное устройство 2. При этом нижнее входное отверстие 11 крестовины 6 сопрягается с соплом 24, при этом образуется кон5тур сушки изделий внутри барабана. Затем включается вентилятор 22, я нагретый калорифером 23 воздух через сопло 24, крестовину 6 и прорези .8 горизонтальных плеч 7 поступает внутрь барабана, производя сушку
0 .обрабатываемых изделий 12, а попла- . вок 13 струей воздуха поднимается вверх и перекрывает верхнее входное I отверстие 10 крестовины 6, препятствуя выходу из него воздуха.
5
Высушенные изделия 12 выгружаются из барабанов 5, производится засыпка необработанных изделий и цикл обработки повторяется.
По сравнению с известной предла0гаемая линия имеет следующие преимущества:
более высокую производительность за счет уменьшения числа ходов автооператора, так как в предлагаемой
5 линии удаление растворов из барабана происходит непосредственно на автооператоре, а в известной необходимо транспортировать барабан в устройство для отсоса раство ров;
0
сокращение занимаемой линией площади за счет исключения резервуара устройств для отсоса растворов, располагаемых между ваннами в известной линии.
Годовой экономический эффект
5 от использования линии по сравнению с базовым объектом - 9,5 тыс.руб.
16
f8
I
%-3
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гальванической и химической обработки изделий | 1989 |
|
SU1794114A3 |
| Автоматическая линия для гальванической обработки изделий | 1987 |
|
SU1446200A1 |
| Автоматическая линия для гальванической обработки изделий | 1987 |
|
SU1423631A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Автоматическая линия для гальванической обработки изделий | 1987 |
|
SU1520152A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2123071C1 |
| Автооператорная гальваническая линия | 1987 |
|
SU1423633A2 |
| Автооператорная гальваническая линия | 1985 |
|
SU1330217A2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2212477C2 |
| Сушильное устройство к линиям для гальванической обработки деталей | 1988 |
|
SU1617065A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ, содержащая ванны для растворов, узел крепления барабана для обрабатываемых изделий, рельсовый путь для автооператора с установленным на нем вентилятором с обдувочным соплом и сушильное устройство с вентилятором и соплом, отличающа яс я тем, что, с целью повышения производительности и компактности линии,узел крепления барабана выполнен в виде полой крестовины, внутри вертикального плеча которой размещен поплавок для перекрытия верхнего и нижнего входных отверстий при их сопряжении соответственно с соплами сушильного устройства и автооператора. е
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU162011A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Рекламный проспект фирмы Шеринг, 1979i. | |||
