- /1
с 9
(Л
litib to
со
О)
со
При подъеме барабана из ванн происходит слив жидкости через прорези 8 и иезаг.чушеи- ное отверстие оси 7 барабана. Кроме того, при достижении барабаном верхнего положения включается привод вращения, что способствует ускоренному стеканию остатков жидкости. Затем барабан опускается в
сушильное устройство, при этом включаются калорифер 18 и вентилятор 10. Теплый воздух поступает через воздуховоды 19, 20 и 21 в сопло 17. Давление, создаваемое вентилятором, преодолевая сопротивление пружин, перемещает мерную (пайбу вместе с коническим уплотнением в зону незаглушенного отверстия оси 7 через отверстие 16 в кожухе 12,
.охватывающем барабан, и рлотно.прнжкмает
ее к торцовой стенке барабана. Теплый воздух через Mej)HyK) птйбу, полую ось 7 и про рези 8 устремляется внутрь барабана, производя сушку деталей 31, а далее - через перфорацию барабана к кожух 12. Выходящий из кожуха воздух засасывается ьентн- лятором 10 и снова направляется через калорифер 18 в сопло 17. После окончания сущки вентилятор и калорифер выключаются, а пружины возврап1ают мерную щай- бу с уплотнением н исходное гкхюжение. Данная конст)укния линии обеспечивает высокую произподите.пьность и уменьшает lac- ход элект()О : нергйи зк счет уменыпеиия п(- терь тепла наружу. 4 ил.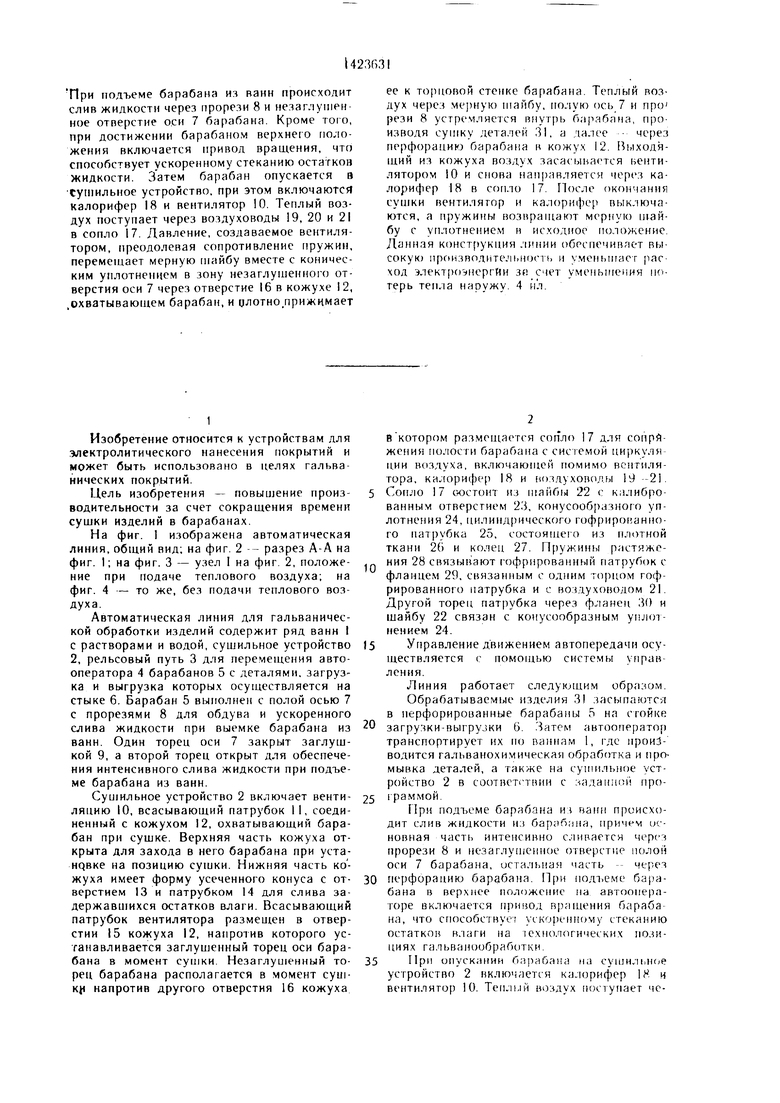
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для гальванической обработки изделий | 1981 |
|
SU1015001A1 |
| Автоматическая линия для гальванической обработки изделий | 1987 |
|
SU1446200A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2123071C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2212477C2 |
| Автооператор для гальванической обработки деталей | 1986 |
|
SU1381203A1 |
| Машина для пропитки и сушки пожарных рукавов | 1980 |
|
SU958545A1 |
| Установка для сушки войлочно-валяной обуви | 1988 |
|
SU1605116A1 |
| Установка для гальванической и химической обработки изделий | 1989 |
|
SU1794114A3 |
| Устройство для обработки обезвоженных осадков сточных вод | 1990 |
|
SU1717559A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
Изобретение относится к устройствам для электролитического нанесения гальванопокрытий. Цель изобретения - иовышение производительности за счет сокращения времени сутки изделий в барабанах. Автоматическая линия для гальванической обработки изделий содержит ванны с рабочими )рами и водой, сушильное устройство, рельсовый fU Tb для автооператоров, барабаны. Барабан вынолнен с полой осью 7 и прорезями 8. торец оси 7 закрыт заглушкой 9, а другой открыт для слива жидкости. После загрузки барабанов деталями 31 антооператор транспортирует их по ваннам в технологической последовательности.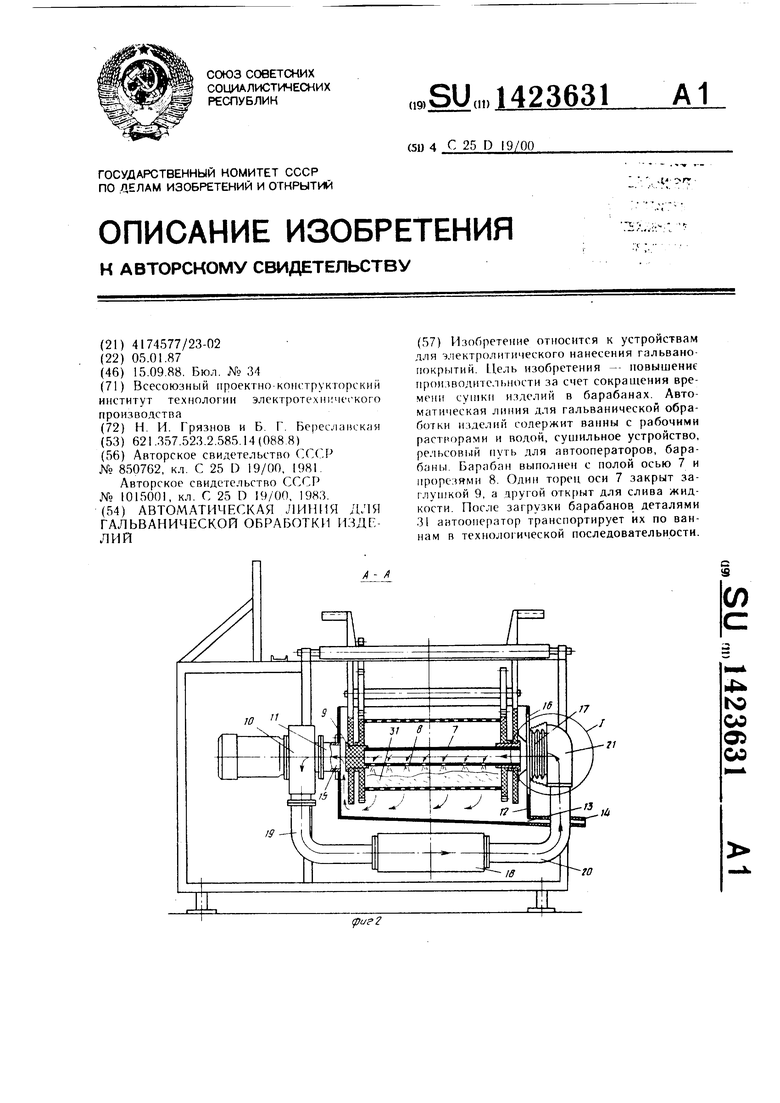
1
Изобретение относится к устройствам для электролитического нанесения покрытий и может быть использовано в целях гальванических покрытий.
Цель изобретения - повыщение производительности за счет сокращения времени сущки изделий в барабанах.
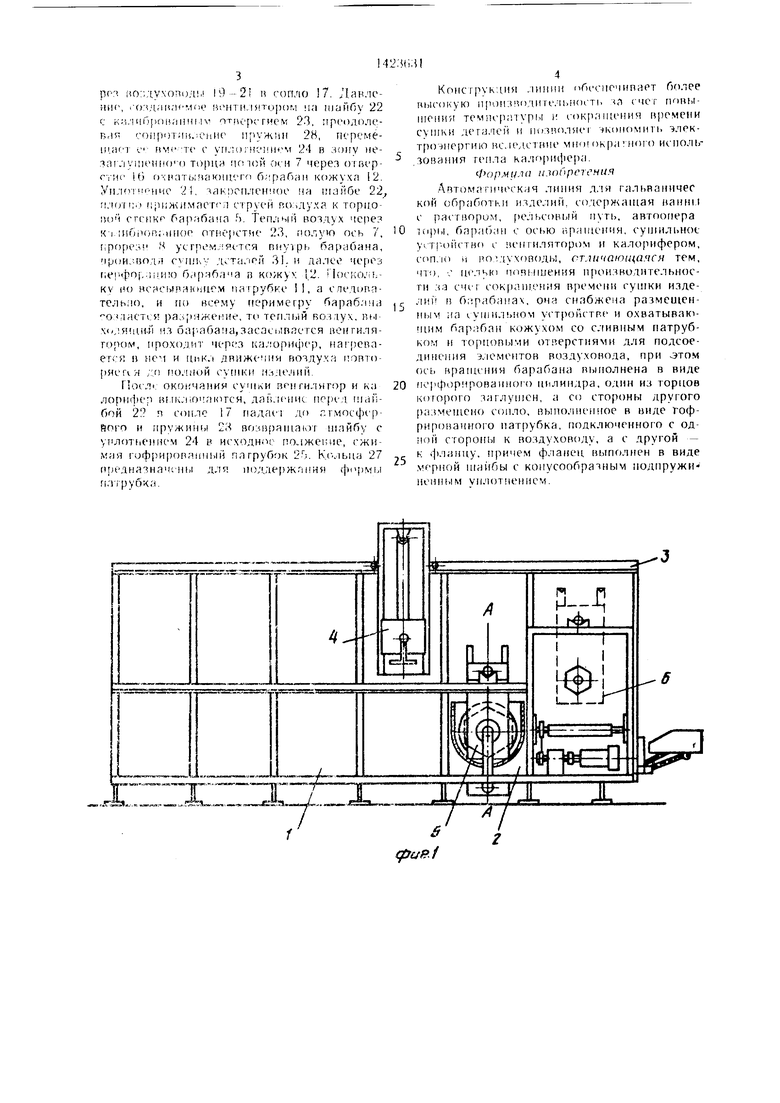
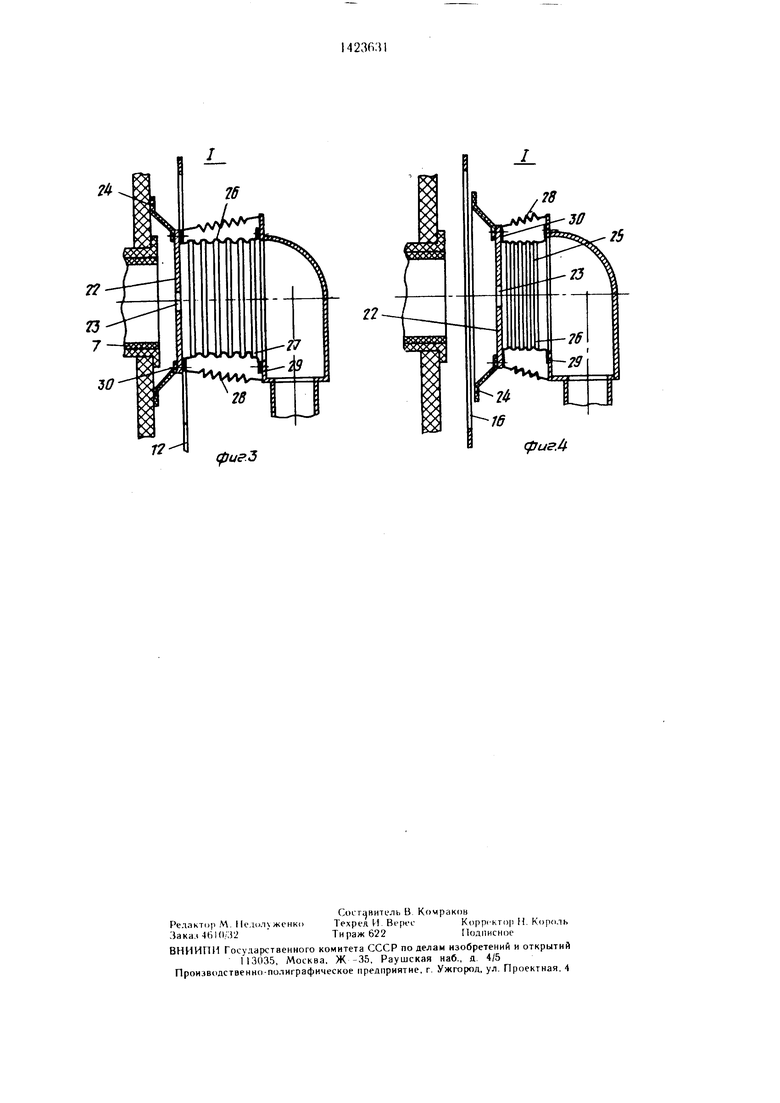
На фиг. 1 изображена автоматическая линия, общий вид; на фиг. 2 -- разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2, положение при подаче теплового воздуха; на фиг. 4 - то же, без подачи теплового воздуха.
Автоматическая линия для гальванической обработки изделий содержит ряд ванн I с растворами и водой, сущильное устройство 2, рельсовый путь 3 для перемещения автооператора 4 барабанов 5 с деталями, загрузка и выгрузка которых осуществляется на стыке 6. Барабан 5 выполнен с полой осью 7 с прорезями 8 для обдува и ускоренного слива жидкости при выемке барабана из ванн. Один торец оси 7 закрыт заглущ- кой 9, а второй торец открыт для обеспечения интенсивного слива жидкости при подъеме барабана из ванн.
Суи1Ильное устройство 2 включает вентиляцию 10, всасывающий патрубок И, соединенный с кожухом 12, охватывающий барабан прн сушке. Верхняя часть кожуха открыта для захода в него барабана при уста- нрвке на позицию сущки. Нижняя часть ко - жуха имеет форму усеченного конуса с отверстием 13 и патрубком 14 для слива задержавшихся остатков влаги. Всасывающий патрубок вентилятора размещен в отверстии 15 кожуха 12, напротив которого устанавливается заглущенный торец оси барабана в момент сутки. Незаглуи1енный торец барабана располагается в момент cyui- Kji напротив другого отверстия 16 кожуха
в котором размещается сог1ло 17 для сопрй- жения по. юсти барабана с сисгемой цнркуля- цин воздуха, включающей помимо вентилятора, кнлори(}) 18 и ноздуховоды 19 -21. Сопло 17 сюстонт из П1айбы 22 с калиброванным отверстием 23, конусообразного уплотнения 24, цилиндрического гофрирог анно- го патрубка 25, cocTOHniei o из плотной ткани 2() и колец 27. Пружины растяже., ния 28 связывают гофрированный патрубок с фланцем 29, связанным с O;IHHM TOJIHOM гофрированного патрубка и с воздуховодом 21. Другой торец патрубка через ф., 1ане11 30 и шайбу 22 связан с конусообразным yiuioi- нением 24.
5 Управление движением автопередачи осуществляется с помоп ью системы управления.
Линия работает следующим образом.
Обрабатываемые изделия 31 засыпаются
в перфорированные барабаны 5 на сгойке
0 загрузки-выгрузки 6. .Затем автооператор транспортирует их по ваннам 1, где производится гальванохимическая обработка и промывка деталей, а также па сушильное устройство 2 в соотнетствнн с ;-;адан 101 про раммой.
При подъеме барабана из ванп происходит слив жидкости из 6ap;f6;iiia, причем uf- новная часть интенсивно сливается через прорези 8 и незаглущенное отверстие полом оси 7 барабана, остальная часть -- через
0 перфорацию барабана. При под1,еме барабана в верхнее положение па автооиера- торе включается привод вргицення барабана, что способстнус уско)енн()му стеканию остатков на технологических позициях гальванообработки.
5При опускании б.чрабаиа на су1иил1,ное
устройство 2 включается калорифер 18 и вентилятор 10. Теплый воздух поступает чс3
рг-Г 1чо:;духополм 19 -2i п сопло 17. Л,аилс- г1И( i4):i,4 in;if M i( войти, 1яти)()м па iijtififiy 22 с к:1. 11П пвапм|. OTiiopc гием 23, преожчле- в,)п conpoTMii.iCH.ne пружлп 28, псреме- liUK T С Fiv -тс с )гц;.. м 24 в зону не- 3ar:iviiieH io () торци пгпой (: л 7 через огвер- гтяс 6 г)хиать; ак)1Ц1 гг1 б;:раб; н кожухп 12. Ум. кп ь Г ние 2. такооплениоо а ь иибе 22, ..| С шжлмаегс: гтрусй no.i.ayxa к торцо- 1ЮН сгспкр ба 1Г1банп ,S. Теп;1Ь1Й юздух Mciie X I.iiioiioRMiHoe отверстие 23, гюлую ось 7, :pr) S усгрем.. :ястся пнугрь барабана, ip()H.uio;u CN iiii -v деталей 31. и далее через г;еГ фо|, ба) п ко/кух 12. riocjio.iib- ку но нсас1 вян)1цг.1 нагрубке П, а c.ne.. i- ТОЛЫ1О, и tiu всему периметру бараб, 1 1а о ;1ается ра;г; 1яжение, то теплый возяух, вы .i,.ii.fi и.ч .аба)а,засас1 1плетея венгиля- Topow, про.ходит через ка/юрицк-р, на1 )ева- ется 1) нем и цпк. лпиже 111я рюзду.ха пото ряег1Н ;: полной изделий.
Г осл1: окончания суики вгнгнлигор и ка лорпфер .очаюгея, дайлеиш: , шайбой 21 п сопле 17 падае до .гмосфер- його и 1 фужин) 28 BO3ii()ainaior шайбу с уплотнением 24 в исходное полже1; 1е, сжимая гоф)иропа1(11ЫЙ патрубок 2. К.с.льца 27 пгп лназначсны длп иоллержппия ({юрмы ri. i i рубча.
10
15
20
25
il
4
Ко1{струк;и1Я линии пбссиечипает более высокую 11 1оизводите. 11 ност1, ul счет тювм- игении температуры и сокрапк ния времени сушки деталей и позволяет чко1К)мить элек- тро-зиергию всле. стние мномжра ши о исноль- ,зовання теила калг)рифера.
Форма ЯП цзоС рстения
.Лптоматическач ли}|ия для гальваничес кой обработки изделий, содержащая вант. с раствором, )е. 1ьсовый , автоопера юры, барабан с осью вращения, су|лил1 н()(: yiTT oiicTBo с вентилятором н калорифером, соп.ю и но .. п ховоды, отличающаяся тем, что. с цельк повышения нроизви.днтельнос- ти за счет сокращения времени сушки изде- ли1 п б;;рабана, она снабжена размеиюн- ным на суишльном устройстве н о.хватывакь иим бар.чбан кожухом со с.тивным патрубком и ториовы.ми отверстиями для подсоединения элементов воздуховода, при этом ось вранд ння барабана выполнена в виде 11011фор 1рованно1-о цилиндра, один из торцов которого заглун1ен, а со стороны друг ого ()азмен1ено сопло, выполненное в виде гофрированного патрубка, подключенного с од- iif.n i стороны к воздуховоду, а с другой - к фланцу, причем фланец выполнен в виде .мерной ша1тбы с конусообразным подпружиненным ун.чотнением.
f4
72
(иг.З
/5
| Линия для гальванической иХиМичЕСКОй ОбРАбОТКи дЕТАлЕй | 1979 |
|
SU850762A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для уравновешивания одноцилиндровых двигателей и насосов | 1924 |
|
SU1500A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
