Изобретение относится к устройствам для управления процессом дозирования сыпучего материала в технологические аппараты, связанные общим конвейером раздачи, в частности для загрузки бикарбоната натрия в кальцинаторы при производстве соды.
Цель изобретения - повышение точности устройства.
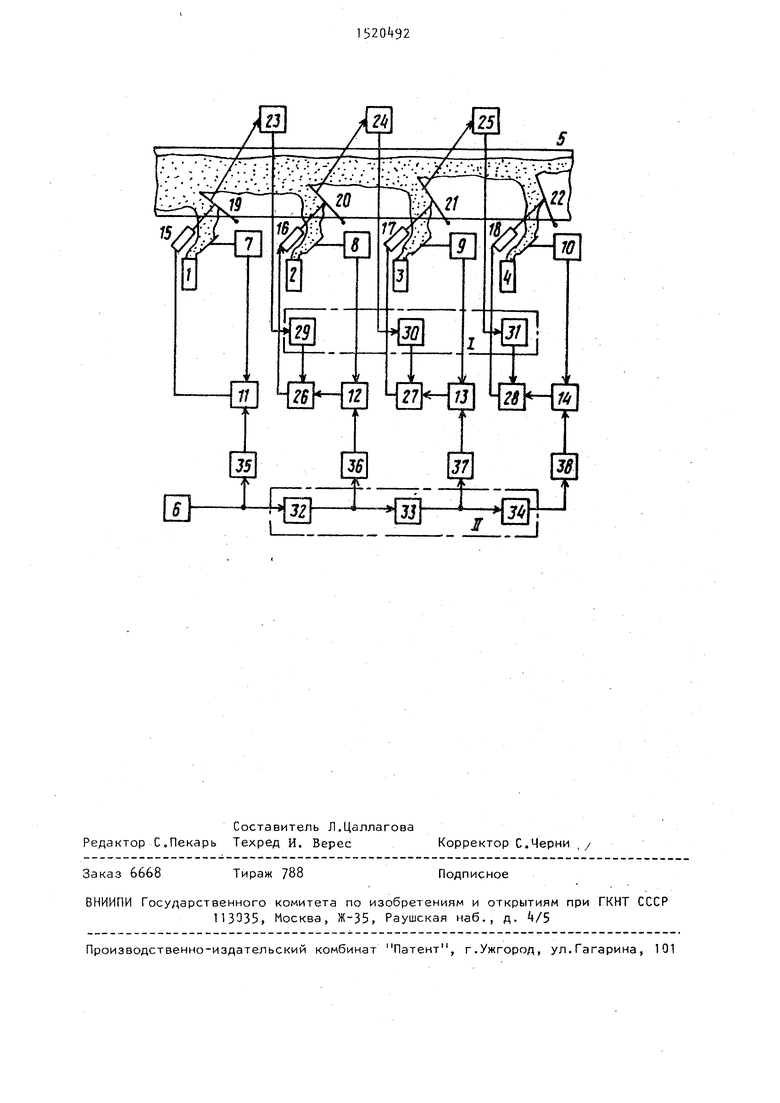
На чертеже изображена функциональная схема устройства для управления процессом дозирования сыпучего материала в четыре технологических аппарата, связанных общим конвейером раздачи.
Устройство для управления процессом дозирования сыпучего материала содержит технологические аппараты 1 - (), общий конвейер 5 раздачи и задатчик 6 общей нагрузки. Технологические аппараты (каждый из них) снабжены каналами регулирования, включающими
последовательно соединенные датчики 7-10 расхода, регуляторы 11 - И расхода и исполнительные механизмы 15 - 18, связанные с плужками 19 22 для срезания материала с общего конвейера, датчики 23 25 положения плужков, сумматоры 26 - 28, блоки 29- 31 запаздывания первой и блоки 32-3 запаздывания второй групп и блоки 35- 38 масштабирования.
Датчики 7-10 расхода каждого канала регулирования соединены своими выходами с регуляторами 11 - Ц расхода, а исполнительные механизмы 15-18 соединены с плужками 19-22 для срезания материала. Выходы регуляторов 12- l расходов второго, третьего и четвертого каналов регулирования соединены с первыми входами сумматоров 2б-28, вторые входы которых через блоки 29- 31 запаздывания первой группы соединеС
О1
Is:
о
ее
INS
31520
ны с датчиками 23-25 положения плужков.
Выходы сумматоров 2б-28 соединены с входами исполнительных механизмов l6-l8 второго, третьего и четвертого каналов регулирования. Выход задатчика 6 общей нагрузки соединен с последовательно соединенными блоками запаздывания второй группы, выходы д которых соединены с блоками 36-38 масштабирования, выходы которых подключены к вторым входам регуляторов 12- второго, третьего, четвертого
;
масштабирова- коэффициент
ния.
Условие полного потребления материала с общего конвейера раздачи в момент времени t описывается соотношением
М
(5)
Устройство работает следующим образом.
При постоянной общей нагрузке на конвейер раздачи и постоянных значе

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом дозирования сыпучего материала | 1986 |
|
SU1506437A1 |
| Способ автоматического регулирования расхода бикарбоната натрия в аппараты кальцинации содового производства | 1986 |
|
SU1411282A1 |
| Способ автоматического регулирования расхода бикарбоната натрия в аппараты кальцинации содового производства | 1986 |
|
SU1407906A1 |
| Устройство для автоматической транспортировки сыпучего материала | 1977 |
|
SU696423A1 |
| Способ регулирования расхода сыпучего материала в технологические аппараты, связанные общим конвейером раздачи | 1977 |
|
SU737925A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РАСПРЕДЕЛЕНИЯ СЫПУЧИХ МАТЕРИАЛОВ ПО АППАРАТАМ | 1970 |
|
SU286588A1 |
| Устройство для автоматического управления распределением нагрузки между " @ " параллельно включенными аппаратами отделений производства кальцинированной соды | 1983 |
|
SU1278350A1 |
| Устройство для автоматического управления распределением нагрузки между @ параллельно включенными аппаратами | 1985 |
|
SU1330074A1 |
| Устройство для автоматического управления процессом приготовления и раздачи смеси | 1976 |
|
SU788080A2 |
| Система управления водооборотным циклом технологического процесса | 1987 |
|
SU1587471A1 |
Изобретение относится к устройствам для автоматического регулирования процесса дозирования сыпучих материалов в технологические аппараты, связанные общим конвейером раздачи. Целью изобретения является повышение точности устройства. Это достигается тем, что в устройство, содержащее N каналов регулирования с N технологическими аппаратами, задатчик общей нагрузки, общий конвейер раздачи, а также входящие в каждый канал регулирования датчик расхода, регулятор расхода, исполнительный механизм с плужком для срезания материала с общего конвейера раздачи, введены N датчиков положения плужков, (N - 1) сумматоров, (N - 1) блоков запаздывания первой и второй групп и N блоков масштабирования. 1 ил.
каналов регулирования. Выход задатчика ниях нагрузок на аппараты устройство
6 также соединен через первый блок 35 масштабирования с вторым входом регулятора 11 расхода первого канала регулирования, выход которого соединен с исполнительным механизмом 15.
Каждый из регуляторов 1 1 - 14 расхода первого, второго, третьего и четвертого каналов регулирования
реализует ПИ-закон регулирования:
t
20
25
работает в стационарном режиме, причем плужки располагаются веерообразно что позволяет каждому из плужков зах ватить необходимую часть материала с конвейера в соответствии с заданны ми в аппараты расходами.
При нарушении одного или нескольки перечисленных условий стационарного режима работы устройство переходит в нестационарный режим работы.
и К е +К
t 1 t 2
(1)
Y,
(2) i-го
t управляющий сигнал с
регулятора; коэффициенты настройки i-ro
регулятора;
заданное значение по нагрузке
на i-й аппарат;
текущее значение расхода в
i-й аппарат.
на исполнительные механизмы лов регулирования, кроме подаются управляющие воздейиде
30
Р.
1--1
(3) 40.
и; t + .
- сигнал, пропорциональный положению (i-l)-ro плужка для срезания материала в момент времени, равный разности текущего времени и времени транспортирования материала между аппаратами. олнительный механизм первого гулирования управляющие возподаются в соответствии с .
е для регуляторов расхода анала регулирования определяношением
-t J ofm
-Y,.c.--or . W
общая нагрузка на конвейер раздачи;
35
55
45
50
ниях нагрузок на аппараты устройство
0
5
30
работает в стационарном режиме, причем плужки располагаются веерообразно, что позволяет каждому из плужков захватить необходимую часть материала с конвейера в соответствии с заданными в аппараты расходами.
При нарушении одного или нескольких перечисленных условий стационарного режима работы устройство переходит в нестационарный режим работы.
Пусть изменились заданные значения нагрузки на аппараты. В этом случае расход материала в первый аппарат J станет изменяться в соответствии с заданным значением, что будет зафиксировано датчиком 7 расхода первого канала регулирования.
Регулятор 11 расхода первого канала регулирования будет осуществлять процесс изменения управляющих воздей35 ствий по формуле (1), пока не будет вновь достигнут заданный расход материала в первый аппарат 1. Управление осуществляется через исполнительный механизм 15 и плужок 19 для срезания материала. Заданное значение расхода поступает на регулятор 11 с задатчика общей нагрузки 6 через масштабирующий блок 35. После первого канала регулирования формируется через датчик 23 положения плужка и блок 2У запаздывания первой группы сигнал, пропорциональный положению первого по ходу материала плужка 19 для срезания материала. Полученнь 1й сигнал поступает на сумматор 26, на второй вход которого поступает сигнал с выхода регулятора 12 расхода второго канала регулирования. Сигнал с сумматора 2б поступает на вход исполнительного механизма 1б.
55 Время запаздывания в блоке 29 запаздывания первой группы равно времени транспортирования материала между ап,1
паратами 1 и 2.
45
50
Второй канал регулирования будет определять положение плужка 20 второг канала регулирования в зависимости от положения плужка 10 первого канала регулирования, что компенсирует возмущения, вносимые в поток сыпучего материала плужком 19 первого канала регулирования. Все остальные пары каналов (второй - третий, третий - четвертый) регулирования функционируют аналогично паре первый - второй.
При изменении общей нагрузки на конвейер 5 раздачи последовательно соединенные блоки 32 - 3 запаздывания второй группы позволяют достичь синхронности распространения материала (новой нагрузки) по общему конвейеру раздачи и изменения заданий по расходу в аппараты, не внося возмущений в процесс дозирования.
После завершения переходных процессов устройство вновь переходит в стационарный режим работы.
Таким образом, технико-экономичес- кие преимущества устройства состоят в том, что его реализация обеспечивае повышение точности дозирования сыпучего материала за счет предотвращения влияния возмущений потока сыпучего материала на общем конвейере.
Формула изобретения
Устройство для управления процессом дозирования сыпучего материала, содер-,, жащее п каналов регулирования по числу технологических аппаратов, связанных общим конвейером раздачи, и задатчик общей нагрузки, причем кажд(1й из кана0
5
5
0
0
,
лов регулирования включает в сеЬя последовательно соединенные датчик расхода и регулятор расхода, а также исполнительный механизм, связанный выходом с плужком для срезания материала с общего конвейера раздачи, а выход регулятора расхода первого канала регулирования подключен к входу исполнительного механизма своего канала, отличающееся тем, что, с целью повышения точности устройства, оно содержит (п-1) датчиков положения плужков, (п-1) сумматоров, (n-l) блоков запаздывания первой и второй групп и п блоков масштабирования, выходы которых подключены к вторым входам регуляторов расхода соответствующих каналов регулирования, выходы регуляторов расхода второго и всех последующих каналов регулирования соединены с первыми входами соответствующих сумматоров, вторые входы кото- : рых подключены к выходам соответствующих блоков запаздывания первой группы, а выходы- к входам соответствующих исполнительных механизмов, вход каждого из блоков запаздывания первой группы связан с выходом датчика положения плужка п редыдущего канала регулирования, вход каждого из блоков запаздывания второй группы, кроме первого, подключен к выходу предыдущего блока запаздывания и к входу соответствующего блока масштабирования, а вход первого блока запаздывания второй группы соединен с выходом задатчика общей нагрузки и с входом блока масштабирования первого Канала регулирования.
Составитель Л.Цаллагова Редактор С.Пекарь Техред И. Верес Корректор С.Черни ./
Заказ 6668
Тираж 788
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
«. - .-- - - - - -.- - - ---.- - - - - - - « - - - - -- - - - - - - - - -. - --.
Производственно-издательский комбинат Патент, г.Ужгород, ул Гагарина, 101
rzj
Подписное
| Авторское свидетельство СССР N , кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
