Изобретение относится к устройствам для управления процессом дозирования сыпучего материала в технологические аппараты, связанные общим конвейером раздачи, в частности для загрузки бикарбоната натрия в кальци- наторы при производстве соды.
Цель изобретения - повышение точ- ности устройства.
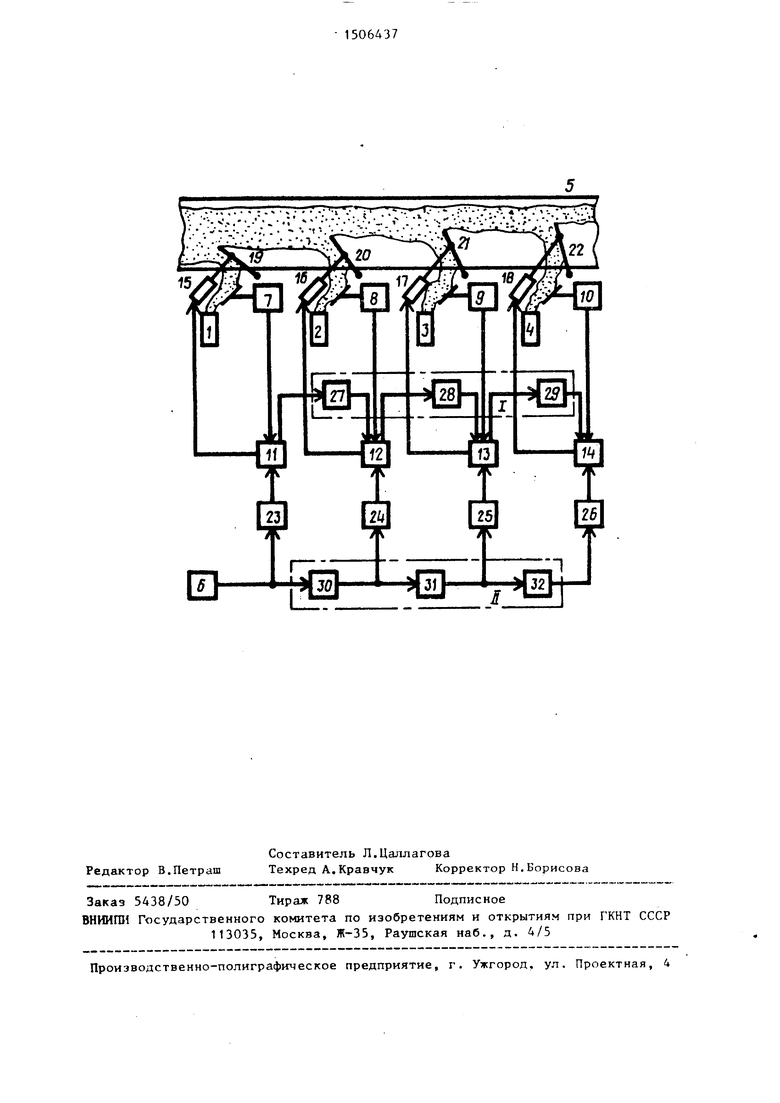
На чертеже изображена функциональная схема устройства для управления процессом дозирования сыпучего материала в технологические аппараты, связанные общим конвейером раздачи.
Устройство для управления процессом дозирования сыпучего материала содержит технологические аппараты 1 - 4 (), общий конвейер 5 раздачи и задатчик 6 общей нагрузки. Технологические аппараты (каждый из них) снабжены каналами регулирования, включающими последовательно соединенные датчики 7-10 расхода, регуляторы 11 - 14 расхода и исполнительные механизмы 15 - 18, связанные с плужками 19 - 22 для срезания материала с общего конвейера, блоки 23 - 26 масштабирования, блоки 27 - 29 запаздывания первой группы и блоки 30 - 32 запаз- ca Jвaния второй группы.
Датчики 7-10 расхода каждого канала регулирования соединены выходами с регуляторами 11-14 расхода, а исполнительные механизмы 15 - 18 соединены с плужками 19-22 для срезания материала с общего конвейера и с регуляторами 11 - 14 pacxozta.
Входы блоков 27 - 29 запаздывания первой группы подключены к вторым выходам регуляторов 11 первого, 12 второго и 13 третьего каналов регулисл
о о: 4 со
3 150
рования, а выходы блоков 27 - 29 запаздывания - к вторым входам регуляторов 12 второго, 13 третьего и 14 четвертого каналов регулирования. Входы блоков 31 и 32 запаздывания второй группы соединены соответственно с выходами предыдущих блоков 30 и 31 запаздывания и через блоки 25 и 26 масштабирования соединены с третьими входами регуляторов 13 третьего и 14 четвертого каналов регулиро- вания. Вход первого блока 30 запаздывания втчрой группы связан с выходом задатчика 6 общей нагрузки, а выход через блок 24 масштабирования с третьим входом регулятора 12 расхода канала регулирования. Второй вход регулятора 11 первого канала регулирования связан через первый блок 23 масштабирования с выходом задатчика 6 общей нагрузки.
Каждый из регуляторов расхода устройства, за исключением регулятора первого канала регулирования, реали- зует ПИ-закон регулирования с коррекцией J
,
5,и;-с
(1) (2)
,-. 1
fi 11, С(.,-С.(,..,л
де Ut
i-1 -V-I
f. (3)
35
KI ,К 1
f -управляющий сигнал на 1-й исполнительный механизм;
-коэффициенты настройки регулятора;
е - величина ошибки рассогла- Q сования;
с). - заданное значение по расходу на i-й аппарата;
G - текущее значение расхода
в i-й аппарат;де
изменение су.ммы расходов в предыдущие по отношению к i-му аппарату; время транспортирования материала между аппаратами;
заданное значение расхода в j-й аппарат в момент времени t-(i-j)i; текущее значение расхода в j-й аппарат в момент времени Г-(1-)Т; Величина ошибки рассогласования ля 1-го аппарата:
50
p-J -C-jT
-(.-J,t
55
, (4)
поскольку для 1-го аппарата нет предыдущего.
Задание для каждого из регуляторов расхода определяется соотношение
oSuj
Gi-(,-,K
ЭО UJ
(5)
где С
М
-общая нагрузка на конвейер раздачи;
-козффициент масштабирования.
Условие полного потребления материала с общего конвейера раздачи в момент времени t имеет вид
1-Т
Гч-с
j:o t J
Устройство работает следующим образом.
(6)
При постоянной общей нагрузке на конвейер раздачи и постоянных значениях заданных нагрузок на аппараты устройство работает в стационарном режиме. Значение корректирующих сигналов (ff.) 2 среднем равно. О, и регуляторы поддерживают постоянный расход в аппараты в соответствии с заданием.
При нарушении одного или нескольких перечисленных условий устройство работает в нестационарном режиме.
Пусть изменились заданные значения нагрузки на аппараты, В зтом случае сигнал от датчика 7 расхода первого канала регулирования поступает на регулятор 11 расхода, где формируется сигнал
f-G;-G;,
который через блок 27 запаздывания первой группы подается на вход коррекции 12 регулятора расхода второго канала регулирования. Время запаздывания в блоке 27 равно времени транспортирования материала между аппаратами 1 и 2. Регулятор 12 расхода второго канала регулирования выдает управляющие воздействия, связанные с управляющими воздействиями регулятора 11 первого канала регулирования таким образом, что компенсируются возмущения, вноси1 1е в поток сыпучего материала плужком 19 первого канала регулирования.
Во втором канале регулирования на регуляторе 12 расхода формируется сигнал
Ч.
,-.
..
который через блок 28 запаздывания первой группы поступает на вход кор-. рекции регулятора 13 третьего канала регулирования, с которого поступает управляющее воздействие с учетом компенсации возмущений-, вносимых предыдущими плужками 19 и 20, Работа канала регулирования расхода сьшучего материала в четвертый аппарат осуществляется подобно работе второго и третьего каналов регулирования.
При изменении общей нагрузки на конвейер раздачи последовательное соединение блоков 30 - 32 запаздывания второй группы позволяет достичь синхронности распространения материала (новой нагрузки) по общему конвейеру раздачи и изменения заданий по расходу в аппараты, не внося возмущений в процесс дозирования.
После завершения переходных процессов устройство вновь переходит в стационарный режим работы.
Таким образом, устройство обеспечивает повышение точности дозирования сыпучего материала за счет предотвращения влияния возмущения потока сыпучего материала на общем конвейере.
Формула изобретения
Устройство для управления процессом дозирования сыпучего материала, содержащее п каналов регулирования по числу технологических аппаратов, связанных общим конвейером раздачи, и задатчик общей нa pyзки, причем каждый канал регулирования включает в себя последовательно соединенные датчик расхода, регулятор расхода и исполнительный механизм, связанный выходом с плужком для срезания материала с общего конвейера раздачи, отличающееся тем, что, с целью повышения точности устройства, оно содержит п блоков масштабиро-
ванйя и п-1 блоков запаздывания первой и второй групп, причем вход каждого блока запаздывания первой группы подключен к второму выходу регулятора расхода предыдущего канала
регулирования, а выход - к второму входу регулятора расхода своего канала регулирования, вход каждого блока запаздывания второй группы, кроме первого, соединен с выходом предыдущего блока запаздывания второй группы и через соответствующий блок масштабирования с третьим входом регулятора расхода соответствующего канала регулирования, а вход первого блока
запаздывания второй группы связан с выходом задатчика общей нагрузки и
через свой блок масштабирования с вторым входом регулятора расхода первого канала регулирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом дозирования сыпучего материала | 1986 |
|
SU1520492A1 |
| Способ автоматического регулирования расхода бикарбоната натрия в аппараты кальцинации содового производства | 1986 |
|
SU1407906A1 |
| Способ автоматического регулирования расхода бикарбоната натрия в аппараты кальцинации содового производства | 1986 |
|
SU1411282A1 |
| Устройство для автоматической транспортировки сыпучего материала | 1977 |
|
SU696423A1 |
| Способ регулирования расхода сыпучего материала в технологические аппараты, связанные общим конвейером раздачи | 1977 |
|
SU737925A1 |
| Устройство для дозирования компонентов шихты | 1979 |
|
SU866544A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РАСПРЕДЕЛЕНИЯ СЫПУЧИХ МАТЕРИАЛОВ ПО АППАРАТАМ | 1970 |
|
SU286588A1 |
| Устройство регулирования формуемости смеси | 1980 |
|
SU910318A1 |
| Устройство для регулирования расхода сыпучих материалов из емкости | 1980 |
|
SU903815A1 |
| Устройство для автоматического управления процессом приготовления и раздачи смеси | 1976 |
|
SU788080A2 |
Изобретение относится к устройствам для управления процессом дозирования сыпучего материала в технологические аппараты, связанные общим конвейером раздачи , в частности, для загрузки бикарбоната натрия в кальцинаторы при производстве соды. Целью изобретения является повышение точности устройства. Поставленная цель достигается тем, что в устройство, содержащее N каналов регулирования с N технологическими аппаратами, общий конвейер раздачи и задатчик общей нагрузки, а также входящие в состав каждого канала регулирования датчик расхода, регулятор расхода и исполнительный механизм с плужком для срезания материала с общего конвейера раздачи, введены N блоков масштабирования и N - 1 блоков запаздывания первой и второй групп. 1 ил.
| Устройство для автоматической транспортировки сыпучего материала | 1977 |
|
SU696423A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
