(54) СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 1999 |
|
RU2169643C1 |
| Способ обработки валов с профилем, типа равноосный контур | 1987 |
|
SU1599158A1 |
| Способ обработки плоскостей | 1984 |
|
SU1161278A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| ВАЛКИ БЕСЦЕНТРОВЫХ СУПЕРФИНИШНЫХ СТАНКОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2212994C2 |
| СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ КОНТУРОВ ПЛОСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2311264C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| Фрезерная головка | 1973 |
|
SU464400A1 |

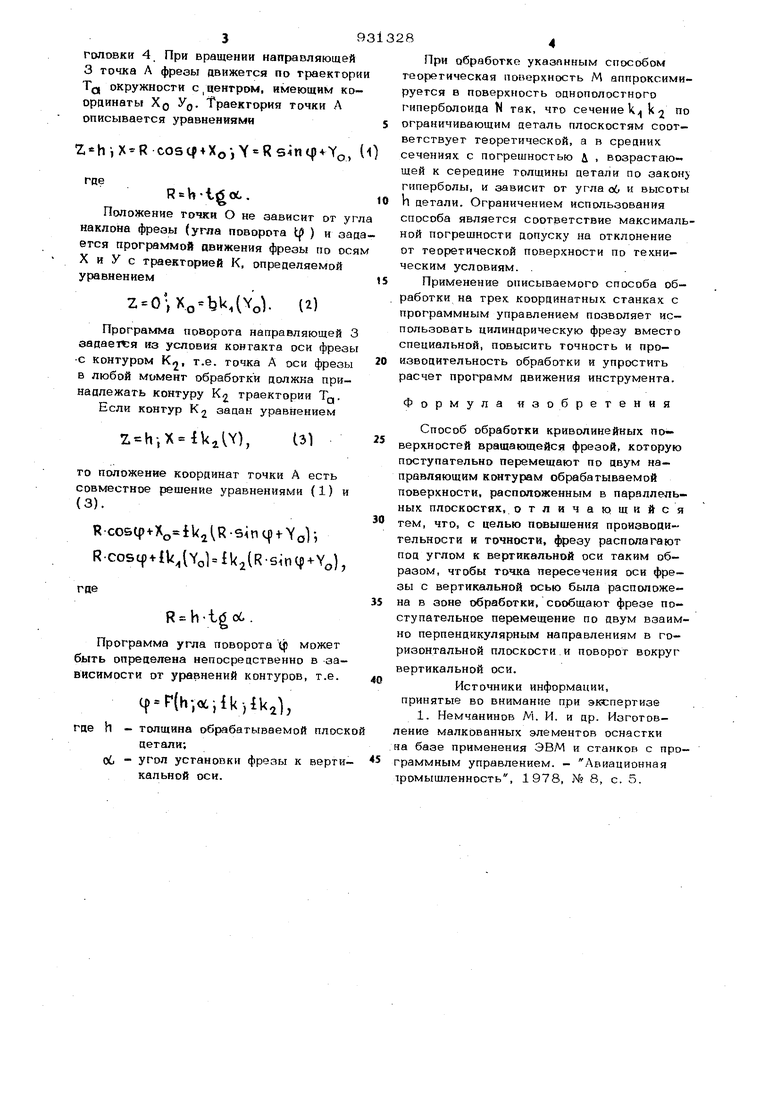
Изобретение относится к станкостроению к может быть использовано при обработке криволинейных поверхностей с переменным углом наклона образующей, например, рубильников, стапелей и ар. деталей в самолетостроении, суаостроении ракетостроении. Известен способ обработки подобного назначения, при котором вращающуюся фрезу поступательно перемещают по авум направляющим контурам, расположенным в параллельных плоскостях IJ , Недостатком способа является исполь зование специальной фрезы сборной конструкции с относительно малой жесткост положения сменных ножей. Следовательно невысокая точность обработки, зависящая от СПИД станка. Цель изобретения - повыщение производительности и точности обработки. Для Достижения указанной цели в описываемом способе фрезу располагают поп углом к вертикальной оси. таким образом, чтобы точно пересечения оси фрезы с вертикальной осью была расположена в зоне обработки, сообщают фрезе поступательное перемещение по двум взаимно перпендикулярным направлениям в горизонтальной плоскости и поворот вокруг вертикальной оси. На фиг. 1 показано сечение зоны контакта фрезы с обрабатываемой цеталью плоскостью, параллельной плоскости YZ станка; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2. Деталь 1, ограниченная плоск1х;тями, параллельными плоскости ХУ станка, обрабатывают нормальной цилиндрической фрезой 2. Фрезе сообщают поступательное перемв. щение вдоль осей X, У так, чтобы точка О фрезы перемещалась по контуру КТ, эквидистантному теоретическому, отстоящему от него на Одновременно фрезе задают программу изменения угла нак1|она путем вращения направляющей 3 Относительно оси 2, с помощью фрезерной 3 головки 4. При вращении направляюще 3 точка А фрезы движется по траекто TQ, окружности с/центром, имеющим к ординаты XQ Уд. Траектория точки Л описывается уравнениями ZhiXR coscf + Xo-,Y Re5ncp4 o R .. Положение точки О не зависит от у наклона фрезы (угла поворота 1:| ) и аа ется программой цвижения фрезы по ос X и У с траекторией К, определяемой уравнением Z 0 Xo bk,(VoV (2) Программа поворота направляющей аадаегея из условия контакта оси фрез с контуром К2, т.е. точка А оси фрезы в любой момент обработки должка принадлежать контуру К траектории Тд. Если контур К2 задан уравнением 7. h-,X {k4lY), то положение координат точки А есть совместное решение уравнениями (1) и (3). R-coscp -Xo ik iR-SincftYolj R.costf4k,(R-sinq)YJ, R b-tgo6. Программа угла поворота ф может быть определена непосредственно в зависимости от уравнений контуров, т.е. q) P(h;o6-,ik-,ik-,, где h - толщина обрабатываемой плос детали; 0 - угол установки фрезгл к верти
кальной оси.
1ромыщленность, 1978, N 8, с. 5. 84 При обработке указанным способом теоретическая поверхность М аппроксимируется в поверхность однополостного гиперболоида N так, что сечениеk k по ограничивающим деталь плоскостям соответствует теоретической, а в средних сечениях с погрешностью Д , возрастающей к середине толщины детали по закону гиперболы, и зависит от угла об и высоты h детали. Ограничением использования способа является соответствие максимальной погрешности допуску на отклонение от теоретической поверхности по техническим условиям. . Применение описываемого способа обработки на трех координатных станках с программным управлением позволяет использовать цилиндрическую фрезу вместо специальной, повысить точность и производительность обработки и упростить расчет программ движения инструмента. Формула изобретения Способ обработки криволинейных поверхностей вращающейся фрезой, которую поступательно перемещают по двум направляющим контурам обрабатываемой поверхности, расположенным в параллельных плоскостях, отличающийся тем, что, с целью повышения производительности и точности, фрезу располагают под углом к вертикальной оси таким образом, чтобы точка пересечения оси фрезы с вертикальной осью была расположена в зоне обработки, сообщают фрезе поступательное перемещение по двум взаимно перпендикулярным направлениям в горизонтальной плоскости и поворот вокруг вертикальной оси. Источники информации, принятые во внимание при экспертизе 1. Немчанинов М. И. и др. Изготовление малкованных элементов оснастки на базе применения ЭВМ и станков с про- граммным управлением. - Авиационная
L J.
X фиг. 2
Блб
