сд
IND
СП
00
сд
Изобретение относится к станкостроению, и может быть использовано для сверления глубоких отверстий алмазными трубчатыми сверлами в твердых и хрупких материалах, таких как кварц, рубин, ситаллы и др.
Целью изобретения является повышение производительности и надежности работы станка за счет автоматизации контроля и удаления керна.
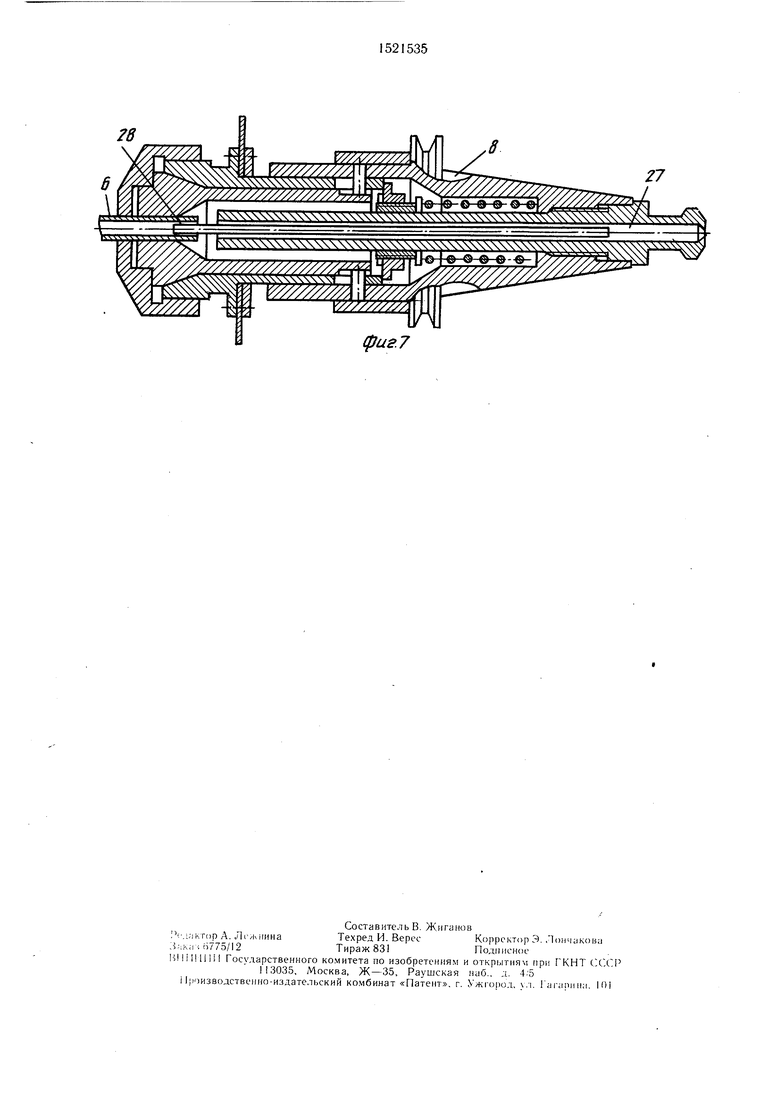
На фиг. I представлен предлагаемый станок, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - шпиндель и устройство контроля наличия керна перед контролем; на фиг. 4 - то же, в момент контроля.; на фиг. 5 - шпиндель с устройством для удаления керна; на фиг. б - устройство удаления керна с подведенным к нему инструментом в момент выталкивания керна; на фиг. 7 - инструмент, разрез.
Станок содержит станину 1, стойку 2, шпиндельную бабку .3, стол 4 для установки обрабатываемой детали 5 с устройствами для обеспечения необходимых относительных перемещений И поворота обрабатываемой детали 5 и трубчатого алмазного сверла 6, закрепленного в шпинделе 7 станка с помощью оправки 8.
На стойке 2 установлен магазин 9 с комплектом оправок 8, в которых закреплены трубчатые ал.мазные сверла 6. Рядо.м с ма- r;i:i iiio i 9 на стойке 2 установлен автооператор 10 с захватами 11 для оправок 8 при пережкч их из .магазина в шпиндель и обратно iipii смене инструмента. На непово- poTiKiii чпсти стола 4 параллельно оси шпинделя 7 хггяно влено устройство 12 контроля на. шчия керна 13 в полости трубчатого CBcp.ui. который может остаться вследствие з;1к, 1ии11вания его при сверлении отверстия и пргиятгтвовать выполнению операции. Устройство контроля наличия кер на 13 состоит и.ч корпуса 14, в котором подвижно и па- ра. кле.чыю оси шпинделя 7 установлен стержень 15 со щупом 16. Стержень 15 своим буртом 17 поджат пружиной 18 к торцу 19 корпуса. На корпусе 14установлен датчик 20, который при перемещении щупа 16 вправо взаимодействует с буртом 17 и выдает сиг- на. 1 о наличии керна 13 в сверле 6. Над стаканом 21, в котором смонтирован шпиндель 7, установлено устройство 22 удаления керна 13, обнаруженного при контроле наличия керна, причем ось этого устройства параллельна оси шпинделя 7. Устройство 22 состоит из гидроцилиндра 23, поршня 24 со штоком 25, конец 26 которого служит толкателем, который при выталкивании керна входит в отверстие оправки 8. В конечных положениях поршня установлены микропереключатели управления процессом его перемещения (не показаны). Для сокра- хода поршня гидроцилиндра внутри каждой шпиндельной оправки 8 установлен подвижный стержень 27, который своим концом 28 может входить в отверстие трубчатого сверла и выталкивать из него керн 13. Многооперационный станок при сверлении трубчатыми алмазными сверла.ми 6 отверстий в детали 5, изготовленной из стекла, ситаллов и других хрупких и твердых материалов, работает следующим образом.
По окончании сверления очередного отверстия в детали 5 сверло 6 выводится из
отверстия. Шпиндельная бабка 3 и устройство 12 контроля наличия керна устанавливаются по одной оси (фиг. 3). Затем относительным пере.мещением шпинделя 7 и устройства 12 щуп 16 вводится в отверстие трубчатого сверла 6. При наличии керна 13 в отверстий трубчатого сверла щуп 16 будет перемещаться вправо, взаимодействуя буртом 17 с датчиком 20, который выдает сигнал в систему ЧПУ. По команде ЧПУ в зависимости от программы осуществляется замена сверла
дублирующим или инструмент подводится к устройству 22 для удаления керна из сверла. Если же керн в сверле не обнаружен, то оно направляется на обработку следующего отверстия или на замену его на сверло другого типоразмера для выполнения следующего
перехода. Для удаления керна 13 оправка 8 с трубчатым сверлом 6 закрепляется в захватах 11 автооператора 10, Е5ыиимается из шпинделя и перемещается до совпадения ее оси с осью толкателя 26. Да.лее в левую полость гидроцилинлра подается масло и толкатель 26 входит в отверстие шпинде.Пз- ной оправки и, действуя на подвижный стержень 27, выталкивает концом 28 керн 13. Далее трубчатое алмазное сверло 6 устанаг)- ливается в шпиндель 7 л.1я снерленпя сле- дуюпдего отверстия или на11ран, 1яется в магаЗИН и заменяется на следующий типоразмер сверла.
Предлагае.мая конструкция .многооперационного станка при обработке сложных и дорогостоящих деталей и.ч хрупких материалов (стекло, ситаллы и др.) обеспечивает непрерывную его работ, систе.матически контролируя наличие керча и при необходимости автоматически удаляя его. В случае невозможности уда.1ення (о чем сигнализирует конечный микрп1 ерек;1ючате. 1Ь гидроцилиидра), сверло перемещается в магазин и за.меняется луол руюпи1м. Такое выполнение станка позво. ;яст повысить надежность его работи, снизить брак и увеличить его производите. ibnocTb.
Формула импрегения
1. Многооперацион1 ый станок, содержащий стол для установки обрабатываемой детали, шпиндельную бабку, магазин с ко.мп- лектом шпиндельных оправок с инструментами, устройства oTHocHie. ibHoro 11ереме це- ния и поворота обрабатываемой детали и инструмента, автооиератор и систему ЧПУ, отличающийся тем, что. с пе.1ью повьпиения
производительности и надежности, станок снабжен устройствами контроля наличия и удаления керна в инструменте, при этом устройство контроля наличия керна соединено электрически с приводом устройства удаления керна через систему ЧПУ.
2. Станок по п. 1, отличающийся тем, что устройство удаления керна установлено на
шпиндельной бабке параллельно оси шпинделя.
3. Станок по пп. 1 и 2. отличающийся тем, что каждая шпиндev ьнaя оправка для инструмента снабжена подвижным стержнем, установленным в полости оправки с возможностью взаимодействия с керном.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| Многооперационный фрезерно-расточный станок | 1982 |
|
SU1065134A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Многооперационный станок | 1985 |
|
SU1357186A1 |
| Многооперационный станок | 1984 |
|
SU1733217A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Многооперационный станок | 1986 |
|
SU1799715A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |


Изобретение относится к станкостроению и может быть использовано для сверления глубоких отверстий алмазными трубчатыми сверлами в твердых и хрупких материалах, таких как кварц, рубин, ситаллы и другие. Целью изобретения является повышение производительности и надежности работы станка за счет автоматизации контроля и удаления керна. Многооперационный станок содержит станину, стойку, стол для установки обрабатываемой детали, шпиндельную бабку с оправкой для инструмента, шпиндель, магазин с комплектом шпиндельных оправок для инструмента, устройство установки обрабатываемой детали, органы относительного перемещения и поворота обрабатываемой детали и инструмента, автооператор, систему ЧПУ, устройство контроля наличия керна в инструменте, устройство удаления из инструмента обнаруженного керна. Устройство контроля наличия керна установлено параллельно оси шпинделя на столе детали и содержит подпружиненный щуп. Один конец щупа выполнен с возможностью размещения в полости инструмента, другой снабжен элементом взаимодействия с бесконтактным датчиком. Устройство удаления керна выполнено в виде гидро- или пневмоцилиндра с подвижным выталкивателем, который взаимодействует с шпиндельной оправкой. Каждая оправка снабжена подвижным стержнем, который расположен внутри оправки и выполнен с возможностью взаимодействия с керном в полости инструмента. 2 з.п. ф-лы, 7 ил.
В ид А
Фиг. 2
П 15 17 20 LL
Фие.5
фие.6
28
8
27
(риг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Оснастка для станков с ЧПУ | |||
| Обзор НИИМАШ | |||
| М., 1975, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
