Изобретение относится к области станкостроения, в частности к станкам с ЧПУ с автоматической сменой инструментов, и может найти применение при обработке концов длинномерных изделий, например базовых поверхностей турбинных и компрессорных лопаток. Базовые поверхности лопаток, т. е. поверхности, относительно которых производится дальнейшая обработка пера точноштампованых лопаток, обрабатываются на многооперационных металлорежущих станках типа обрабатывающий центр. К ним предъявляются высокие требования по точности, прямолинейности и параллельности.
Цель изобретения - расширение технологических возможностей станка за счет обеспечения возможности, обработки концов длинномерных деталей, размещаемых в рабочем столе и зажимаемых за эти концы, выступающие за торцы стола.
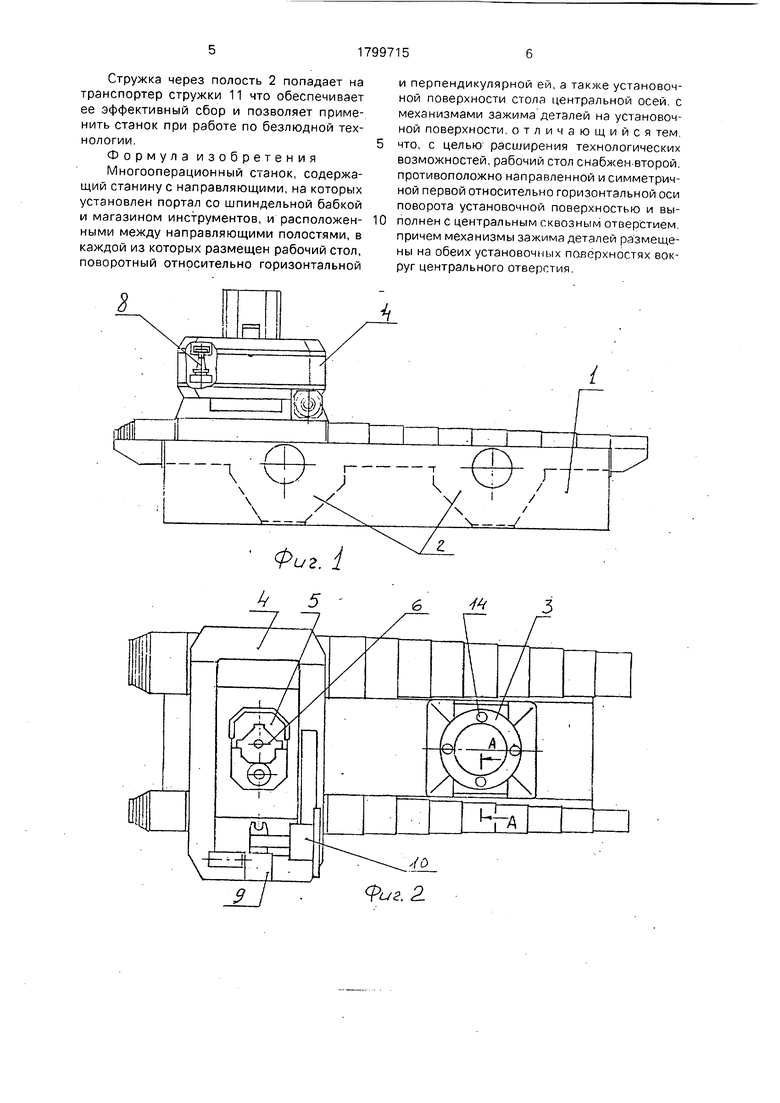
На фиг. 1 изображен предлагаемый станок, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 - сечение А-А на фиг. 2 (в случае крепления на столе лопатки в паяете); на фиг.5 - крепление rta столе станка лопатки в палете; на фиг. 6 - крепление лопатки, залитой в брикет.
Многооперационный станок для обработки базовых поверхностей турбинных и компрессорных лопаток состоит из станины 1; имеющей две полости 2, над,которыми расположены два кольцеобразных глобусных стола 3 (поворотные вокруг двух взаимно перпендикулярных осей). На горизонтальных направляющих станины 1 расположен портал 4, на горизонтальных направляющих которого установлена шпиндельная бабка 5 с вертикальным ползуном 6, несущим режущий инструмент 7. Внутри портала 4 расположен магазин инструментов 8. На передней стороне портала 4 расположен привод 9 магазина инструментов и автооператоров 10 смены инструментов. Под станиной 1 установлен транспортер 11 стружки.
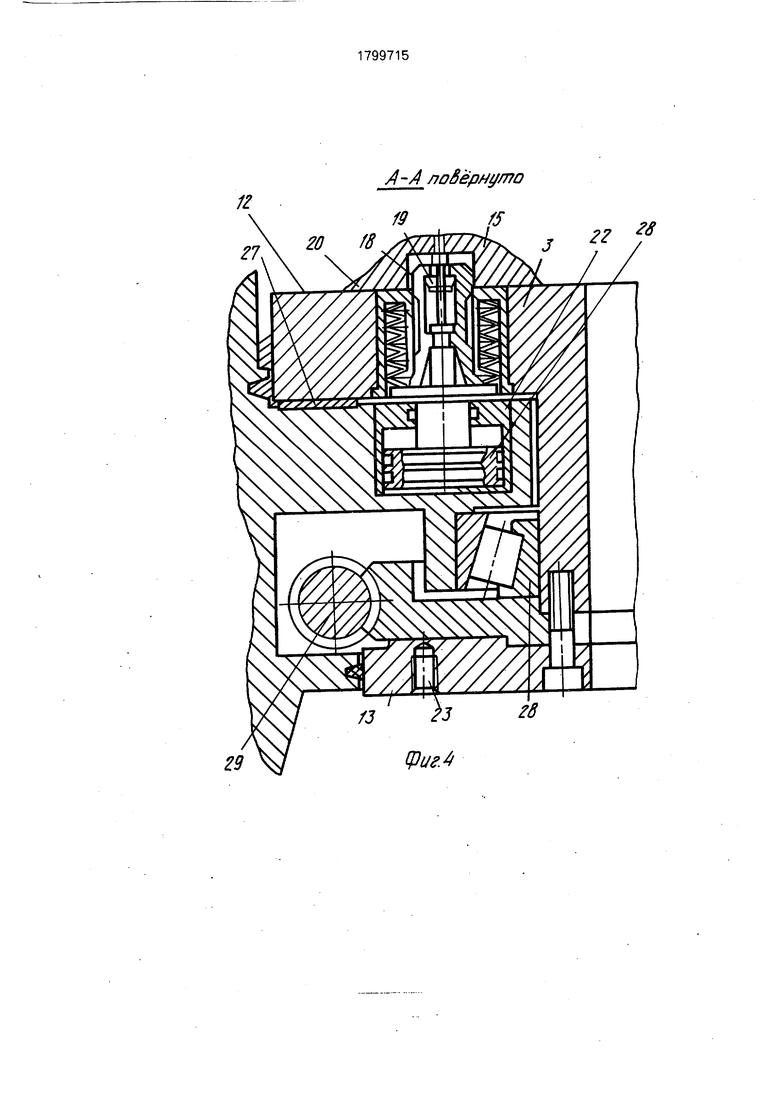
Обе установочные торцовые поверхности 12 и 13 кольцевого стола 3 являются рабочими, На поверхности 12 расположены зажимные механизмы 14 крепления палеты 15. Изделие (турбинная или компрессорная лопатка) 16 устанавливается на палете или в оснастке так, что его продольная ось 17 совпадает с центральной осью кольцевого стола 3, а оба конца изделия при этом выступают за торцы стола. Зажимные механизмы 14 расположены вокруг центрального отверстия стола 3. Цанга 18 осуществляет захват за грибок 19 и прижим
палеты 15 к установочной поверхности 12 стола 3 с помощью пакета 20 тарельчатых пружин. Отжим осуществляется поршнем 21 гидроцилиндра 22. На обратной стороне
13 стола выполнены резьбовые отверстия 23 для крепления оснастки в том случае, если производится обработка лопаток, залитых в брикет.
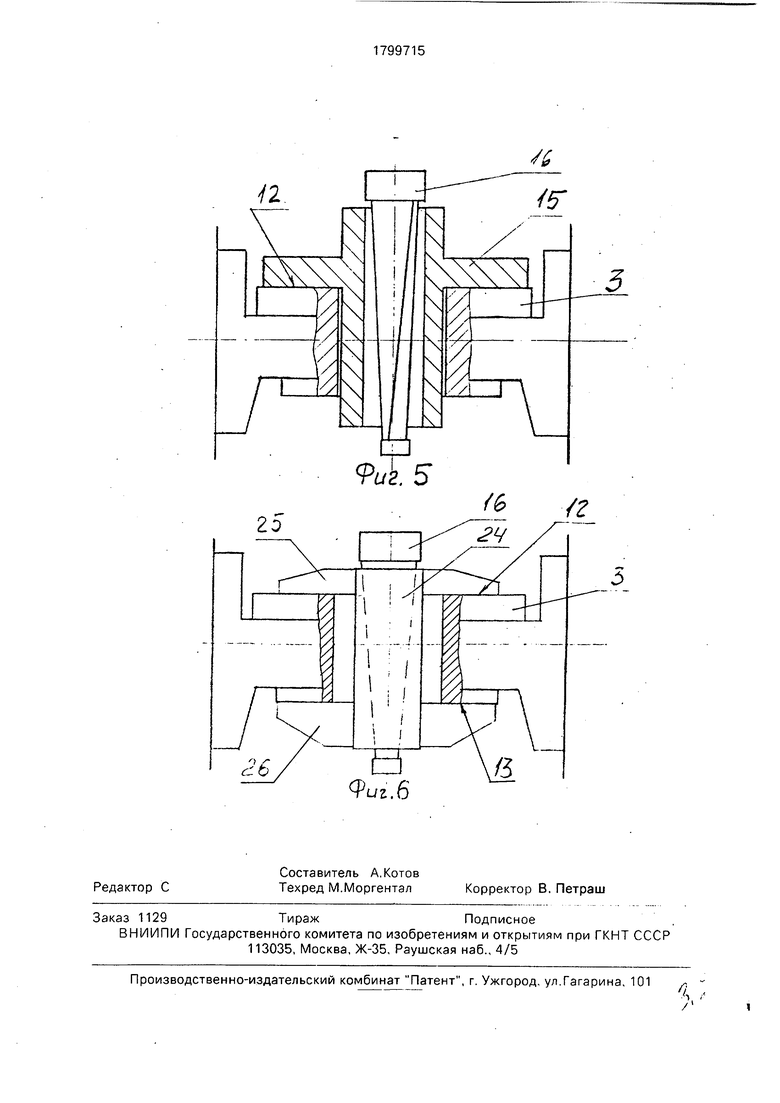
Возможны различные варианты крепления лопатки 16 внутри кольцеобразного стола 3. На фиг. 5 показано крепление на столе лопатки 16, установленной в палете 15. При этом крепление палеты на столе производится только по плоскости 12 автоматически
действующими зажимными механизмами 14, изображенными на фиг. 4. На фиг. 6 показано крепление лопатки 16, залитой в брикет 24. При этом ее крепление на столе осуществляется в автоматически действующих зажимных приспособлениях 25 и 26: например, типа гидрофицированных зажимных тисков, установленных на поверхностях стола 12 и 13. Крепление осуществляется за базовые поверхности
брикета. Это повышает жесткость крепления, так как уменьшается расстояние от места крепления до обрабатываемой поверхности. Лопатка, залитая в брикет, представляет собой турбинную или компрессорную лопатку, перо которой заключено в брусе из легкоплавкого или легкоразрушающего материала. При этом концы.лопатки выступают из бруска. После обработки лопатка различными способами
освобождается от брикета.
Кольцевые столы 3 установлены на кольцевых направляющих 27 и радиально- упорных подшипниках 28. Столы имеют червячные приводы поворота 29.
Станок работает следующим образом. Изделие (лопатка) 16 крепится на палете 15 или в оснастке так, что ее продольная ось 17 совпадает с центральной осью кольцевого стола 3. В шпиндель станка устанавливается автооператором 10 инструмент 7 из магазина 8 инструментов.
Производится обработка одного конца изделия при перемещении шпинделя по
трем прямолинейным координатам и стола по двум круговым. При этом обработка ведется с пяти сторон как торцом, так и периферией инструмента 7. Затем стол поворачивается на 180° вокруг1 горизонтальной оси и производится обработка с пяти сторон другого конца изделия. Управление всеми перемещениями станка осуществляется с помощью системы ЧПУ. Смена инструмента также производится автоматически.
Стружка через полость 2 попадает на транспортер стружки 11 что обеспечивает ее эффективный сбор и позволяет применить станок при работе по безлюдной технологии.
Формула изобретения Многооперационный станок, содержащий станину с направляющими, на которых установлен портал со шпиндельной бабкой и магазином инструментов, и расположенными между направляющими полостями, в каждой из которых размещен рабочий стол, поворотный относительно горизонтальной
0
и перпендикулярной ей, а также установочной поверхности стола центральной осей, с механизмами зажима деталей на установочной поверхности, отличающийся тем, что, с целью расширения технологических возможностей, рабочий стол снабжен-второй. противоположно направленной и симметричной первой относительно горизонтальной оси поворота установочной поверхностью и выполнен с центральным сквозным отверстием, причем механизмы зажима деталей размещены на обеих установочных поверхностях вокруг центрального отверстия.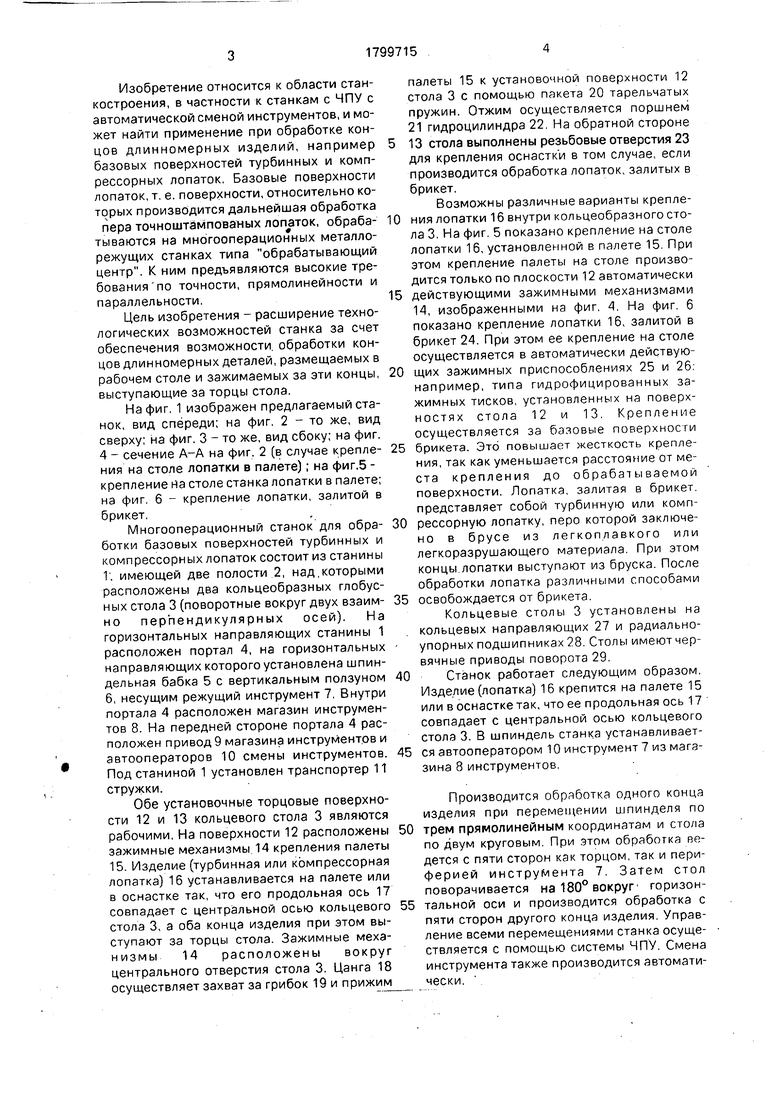
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Гибкий производственный модуль | 1987 |
|
SU1440663A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| Многооперационный станок | 1984 |
|
SU1733217A1 |
| Двусторонный моногооперационный станок | 1977 |
|
SU638447A1 |
| Многооперационный станок | 1988 |
|
SU1521535A1 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| Многооперационный станок | 1987 |
|
SU1469729A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Металлорежущий станок | 1984 |
|
SU1196208A2 |
Изобретение относится к области станкостроения, в частности к станкам с ЧПУ с автоматической сменой инструментов. Цель изобретения - расширение технологических возможностей за счет обеспечения возможности обработки концов длинномер- нКых деталей 16, размещаемых на рабочем столе 3 и зажимаемых за эти концы, выступающие за торцы стола 3. Многооперационный стан состоит из станины 1 с двумя полостями 2, над которыми расположены кольцеобразные глобусные столы 3, поворотные вокруг двух взаимно-перпендикулярных осей. На направляющих станины с возможностью перемещения по ним размещен портал 4 со шпиндельной бабкой. Деталь 16 устанавливается в столе 3 так, что ее продольная ось совпадает с центральной осью стола 3, а оба конца детали выступают за торцы стола 3. 6 ил.
| Многооперационный станок | 1984 |
|
SU1733217A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
