Изобретение относится к деревообрабатывающей пррмышленности, в частности к конструкции прессов для изготовления древесно-стружечных плит.,- |
Цель изобретения - повышение качества плит за счет исключения их покороблен- ности.
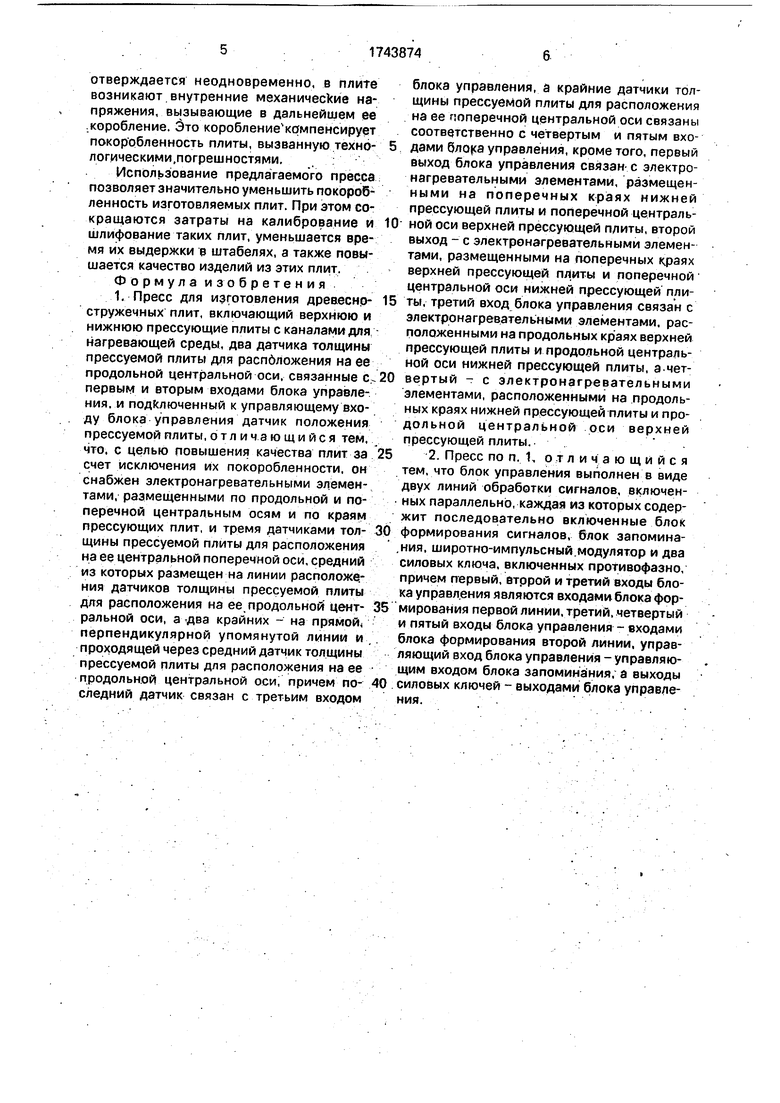
На фиг. 1 представлено расположение электронагревательных элементов на прессующих плитах; на фиг, 2 - расположение датчиков толщины прессуемой плиты; на фиг. 3 - схема измерения покоробленности плиты в одном из направлений.
Пресс включает верхнюю прессующую плиту 1 и нижнюю прессующую плиту 2, в которых расположены каналы 3 для подачи нагревательной среды, а на нерабочих поверхностях размещены электронагревательные элементы 4-7, выполненные из полос материала с повышенным удельным сопротивлением. Электронагревательные элементы 4в расположены на продольных краях, а электронагревательный элемент 5в - на продольной центральной оси верхней прессующей плиты 1. электронагревательные элементы 6в расположены на поперечных краях, а электронагревательный элемент 7в - на поперечной центральной оси верхней плиты 1, электронагревательные элементы 4н расположены на продольных раях, а электронагревательный элемент 5н - на продольной центральной оси нижней прессующей плиты 2. электронагревательные элементы бн расположены на поперечных краях, а электронагревательный элемент 7н - на поперечной центральной оси нижней плиты 2 Пресс содержит также датчик 8 положения и датчики 9-13 толщины плиты, установленные на участке обрезки готовой плиты на несущем элементе 14, причем датчик 9 установлен в центре участка измерения, датчики 10 и 11 - на продольной центральной оси. а датчики 12 и 13 - на поперечной центральной оси участка измерения. Кроме того, пресс содержит две включенные параллельно линии обработки сигналов, каждая из которых включает последовательно включенные блоки формирования сигналов, блоки запоминания,- широтно-импульсные модуляторы, по. два включенных противо- фазно силовых ключа
Пресс работает следующим образом.
Стружечный пакет загружают между прессующими плитами 1 и 2, в каналы 3 подают нагревательную среду, а через электронагревательные элементы 4-7 пропускают импульсы постоянного тока с продолжительностью } - 0.5 При этом прессующие поверхности плит 1 и 2 имеют
одинаковую температуру по всей площади. Стружечный пакет выдерживается под давлением, из него образуется древесно-стру-. жечная плита, которая в результате
различных технологических погрешностей коробится. Готовая плита подается далее на участок измерения под датчики 9-13 толщины плиты, которые преобразуют толщину в напряжение постоянного тока по следующим зависимостям;
Ua К
Xio+Xn
-Хэ
1)6 К Xi2 4- Xia
-Х9
15
где Xg-Xu - расстояния между несущим элементом 14 и соответствующими датчиками толщины плиты,
К - коэффициент усиления блоков формирования сигналов.
Таким образом, напряжения Ua и Ue пропорциональны величине покоробленности плиты соответственно в продольном и поперечном направлениях и являются положительными при изгибе середины плиты вверх и отрицательными при изгибе соответствующих краев плиты вверх.
При достижении готовой плитрй датчика 8 положения величины напряжений Ua и Un запоминаются блоками запоминания и подаются на входы соответствующих ши- ротно-импульсных модуляторов. На прямом
выходе первого широтно-импульсного модулятора появляются импульсы с относительной продолжительностью yia . пропорциональной покоробленности плиты в продольном направлении, а на инверсном
выходе - импульсы с продолжительностью Х2а 1 - Х1а . На прямом выходе второго широтно-импульсного модулятора появляются импульсы с относительной продолжительностью yi6 , пропорциональной
величине покоробленности плиты в поперечном направлении, а на инверсном выходе - импульсы с продолжительностью у2б 1 - У1б Эти импульсы усиливаются соответствующими силовыми ключами, средняя величина напряжения на электронагревательных элементах 4-7 и тепловая мощность, выделяемая ими. изменяются в зависимости от величины и направления покоробленности плиты в продольном и поперечном направлениях Температуры отдельных участков рабочих поверхностей верхней 1 и нижней 2 прессующих плит ста,- новятся неодинаковыми, связующее в верхних и нижних слоях стружечного пакета
отверждается неодновременно, в плите возникают внутренние механические напряжения, вызывающие в дальнейшем ее коробление. Это коробление компенсирует покоробленность плиты, вызванную техно- логическими,погрешностями.
Использование предлагаемого пресса позволяет значительно уменьшить покоробленность изготовляемых плит. При этом сокращаются затраты на калибрование и шлифование таких плит, уменьшается время их выдержки в штабелях, а также повышается качество изделий из этих плит. Формула изобретения 1. Пресс для изготовления древесно- стружечных плит, включающий верхнюю и нижнюю прессующие плиты с каналами для нагревающей среды, два датчика толщины прессуемой плиты для распбложения на ее продольной центральной оси, связанные С- первым и вторым входами блока управления, и подключенный к управляющему входу блока управления датчик положения прессуемой плиты, отличающийся тем, что. с целью повышения качества плит за счет исключения их покоробленности, он снабжен электронагревательными элементами, размещенными по продольной и поперечной центральным осям и по краям прессующих плит, и тремя датчиками тол- щины прессуемой плиты для расположения на ее центральной поперечной оси, средний из которых размещен на линии расположения датчиков толщины прессуемой плиты для расположения на ее продольной цент- ральной оси, а два крайних - на прямой, перпендикулярной упомянутой линии и проходящей через средний датчик толщины прессуемой плиты для расположения на ее продольной центральной оси, причем по- следний датчик связан с третьим входом
блока управления, а крайние датчики толщины прессуемой плиты для расположения на ее поперечной центральной оси связаны соответственно с четвертым и пятым входами блока управления, кроме того, первый выход блока управления связан с электронагревательными элементами, размещенными на поперечных краях нижней прессующей плиты и поперечной центральной оси верхней прессующей плиты, второй выход - с электронагревательными элементами, размещенными на поперечных краях верхней прессующей плиты и поперечной центральной оси нижней прессующей плиты, третий вход блока управления связан с электронагревательными элементами, расположенными на продольных краях верхней прессующей плиты и продольной центральной оси нижней прессующей плиты, а четвертый - с электронагревательными элементами, расположенными на продольных краях нижней прессующей плиты и про- дольной центральной оси верхней прессующей плиты.
2. Пресс поп. 1Ч отличающийся тем, что блок управления выполнен в виде двух линий обработки сигналов, включенных параллельно, каждая из которых содержит последовательно включенные блок формирования сигналов, блок запоминания, широтно-импульсный модулятор и два силовых ключа, включенных противофазно, причем первый, второй и третий входы блока управления являются входами блока формирования первой линии, третий, четвертый и пятый входы блока управления - входами блока формирования второй линии, управляющий вход блока управления - управляющим входом блока запоминания, а выходы силовых ключей - выходами блока управления.
Изобретение относится к деревообрабатывающей промышленности, в частности к конструкциям прессов для изготовления древесно-стружечных плит. Цель изобретения - повышение качества плит за счет исключения покоробленности. Пресс для W Ф1/9. 1 изготовления древесно-стружечных плит содержит верхнюю 1 и нижнюю 2 прессующие плиты с каналами 3 для нагревающей среды и электронагревательными элементами 4-7, расположенными по прессующим поверхностям, датчик положения и датчики толщины средней и крайней продольных частей плиты для установки на участке обрезки и блок формирования сигнала. Снабжение пресса дополнительными датчиками толщины крайних поперечных частей плиты и блоком управления позволяет контролировать прогиб плиты и включать соответствующие электронагревательные элементы 7, посредством чего коробление исключается. 1 з.тф-лы, 3 ил. 68 СЛ С х| N со оо xj 4 Ьн
Фиг. I
И
Фие.З
| Устройство управления температурным режимом обогреваемого пресса | 1986 |
|
SU1521600A1 |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
