1
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении.
Известны установки для гофрирования труб, содержащие разъемную матрицу с формообразующими ручьями, установленную на подставке, механизм ее зажима и пуансон, выполненный в виде эластичного блока, размещенного между концентрично расположенными опорами.
Для обеспечения последовательного формообразования сильфонов повышенной эластичности в предлагаемой установке одна из опор снабжена выступами, расположенными на ее концах, и фиксатором шага гофра, выполненным в виде упругих лепестков и прикрепленным к одному из выступов. Подставка также снабжена выступом, регулирующим совместно с другим выступом опоры шаг гофра. Ручьи матрицы имеют разную форму, последовательно изменяющуюся от исходной до заданной формы профиля гофра.
Для предотвращения искажения формы гофров эластичный блок пуансона может быть снабжен продольными канавками, расположенными на наружной поверхности, а для облегчения восстановления исходной формы эластичного пуансона одну опору целесообразно подпружинить относительно другой.
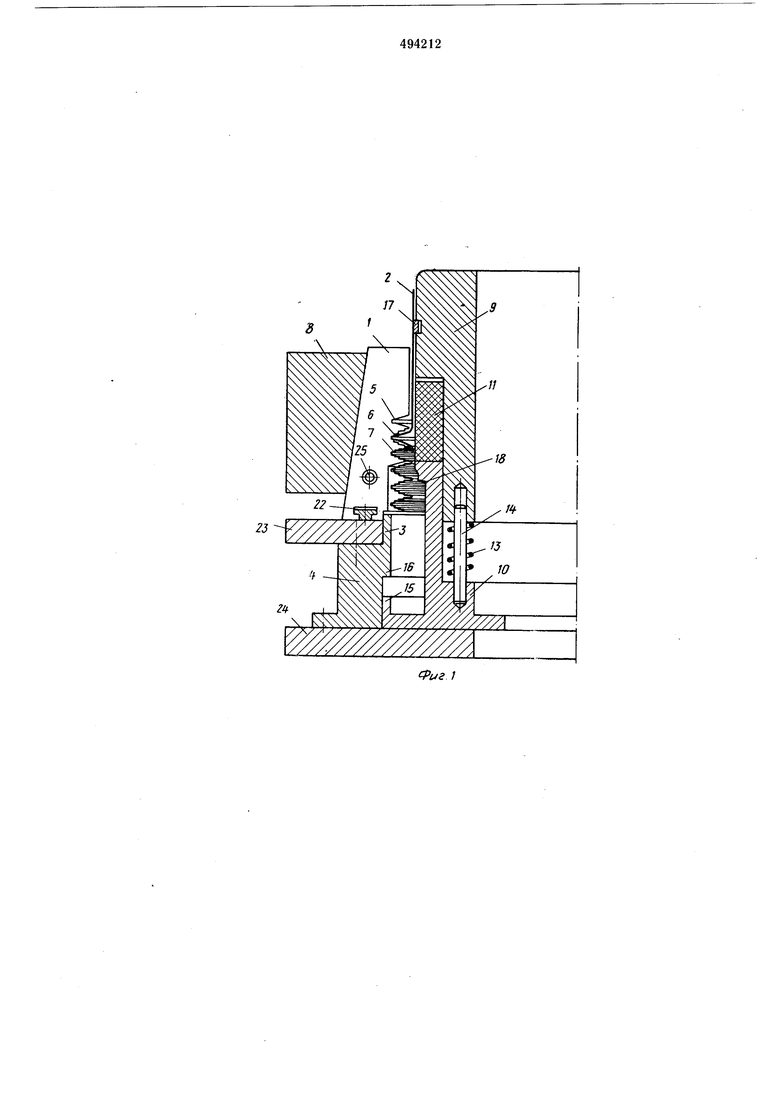
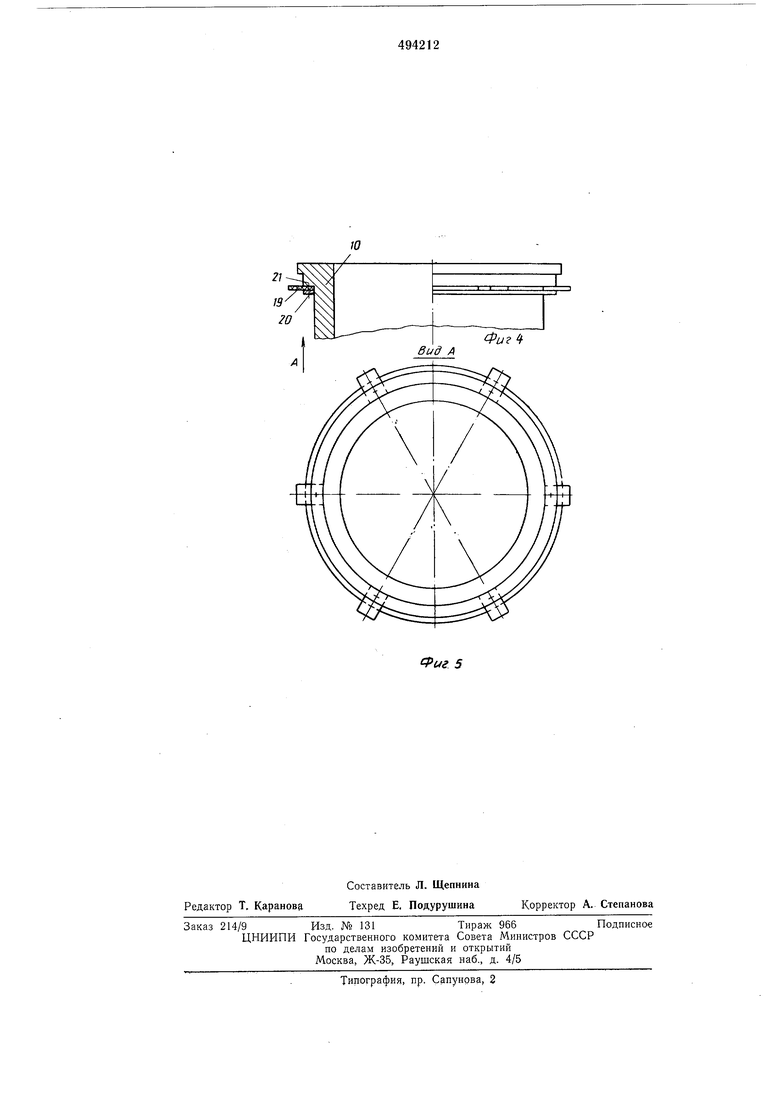
На фиг. 1 схематично изображена описываемая установка, общий вид; на фиг. 2, 3 - эластичный блок пуансона; на фиг. 4, 5 - фиксатор шага гофра в сборе с нижней опорой.
Установка содержит разъемную матрицу 1, которая в сомкнутом положении охватывает заготовку 2 и фиксируется по кольцевому выступу 3 подставки 4. Матрица выполнена с тремя ручьями; верхний 5 ручей имеет форму, соответствующую гофру без рифлении, а средний 6 и нижний У имеют форму, соответствующую гофру с рифлениями на боковых поверхностях. Матрица заключена в обойму 8.
Пуансон выполнен из верхней 9 и нижней 10 опор, телескопически связанных между собой. Между опорами размещен кольцевой эластичный блок 11 с продольными пазами 12 (см. фиг. 2, 3). Верхняя опора установлена на демпфере, состоящим из пружин 13, имеющих направляющие штифты 14, запрессованные в нижнюю опору 10. Нижняя опора фиксируется по ходовой посадке выступом 15 относительно подставки 4, выполненной с упорным кольцевым выступом 16. Выступы 15 и 16 регулируют щаг гофра. Заготовка 2 удерживается на пуансоне с помощью пружинного разрезного кольца 17, установленного в проточку на верхней оноре 9. Перемещение заготовки на шаг определяется фиксатором 18 шага гофра, состоящим из эластичных лепестков 19 и прижимного кольца 20, прикрепленного к выступу 21 нижней нажимной опоры 10. Матрица установлена на направляющих 22, прикрепленных к плите 23, которая, в свою очередь, жестко закреплена на подставке 4.
Установка собрана на подштамповой плите 24, к которой жестко прикреплена подставка 4. Полуматрицы фиксируются между собой в сомкнутом положении штифтами 25.
Цикл работы устройства состоит из следующих последовательно выполняемых операций:
а)смывание полуматриц вокруг формуемой заготовки 2 с равномерным зазором, обеспечиваемым фиксацией матрицы по кольцевому выступу 3 подставки 4. При этом верхний ручей 5 матрицы располагается против недеформировапного цилиндрического участка заготовки, а в средний ручей 6 входит ранее отформованный в верхнем ручье матрицы гофр без рифлений, а в нижний ручей 7 входит ранее отформованный в среднем ручье матрицы гофр с кольцевыми рифлениями иа боковых поверхностях;
б)перемещение обоймы 8 вниз и зажим ею матрицы 1;
в)приложение усилия к верхней опоре 9, которая, перемещаясь вниз относительно нижней опоры 10, деформирует эластичный блок 11 пуансона, заставляя его затекать в ручьи матрицы, при этом в нижнем ручье 7 фиксируется гофр, уже имеющий рифления для предотвращения его утяжки в средний ручей 6. В верхнем ручье 5 формуется на трубной заготовке 2 следующий гофр без рифлений, а в среднем ручье 6 оформляются кольцевые рифления на боковых поверхностях гофра, не имеющего рифлений;
г)снятие усилия и возвращение верхней опоры 9 в исходное положение под действием пружин 13 и упругих сил эластичного блока 11;
д)перемещение пуансона вверх на величину шага гофра сильфона относительно матрицы и заготовки до упора выступа 15 нижней опоры 10 в кольцевой выступ 16 на подставке 4. При этом лепестки фиксатора 18, отгибаясь вниз, пропускают находящийся на них гофр, а затем, выпрямляясь, фиксируют положение следующего гофра; е) перемещение обоймы 8 вверх на расстояние, превышающее высоту матрицы;
ж) размыкание полуматриц, перемещающихся по направляющим 22 до освобождения гофров формуемой заготовки из ручьев матрицы;
и) перемещение пуансона вместе с заготовкой, зафиксированной на нем с помощью пружинного кольца 17 и лепестков 19 фиксатора, вниз до упора в подштамповую нлиту 24.
В дальнейшем цикл формообразования повторяется до оформления заданного количества гофров с рифлениями по всей заготовке.
Предмет изобретения
Установка для гофрирования труб, содержащая разъемную матрицу с формообразующими ручьями, установленную на подставке, механизм ее зажима и пуансон, выполненный
в виде эластичного блока, размещенного между концентрично расположенными опорами, отличающаяся тем, что, с целью обеспечения последовательного формообразования сильфонов повышенной эластичности, одна из
опор снабжена выступами, расположенными на ее концах, и фиксатором шага гофра, выполненным в виде упругих лепестков и прикрепленным к одному из выступов, подставка также снабжена выступом, регулирующим
совместно с другим выступом опоры шаг гофра, а ручьи матрицы имеют разную форму, последовательно изменяющуюся от исходной до заданной формы профиля гофра.
2.Установка по п. 1, отличающаяся тем, что, с целью предотвращения искажения
формы гофров, эластичный блок пуансона снабжен продольными канавками, расположенными на наружной поверхности.
3.Установка по п. 1, отличающаяся тем, что, с целью облегчения восстановления
исходной формы эластичного блока пуансона, одна опора подпружинена относительно другой.
8
2J
i/г 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| Устройство для изготовления гофрированных труб | 1982 |
|
SU1015969A1 |
| Способ изготовления сильфонов | 1972 |
|
SU479527A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2285573C2 |
| Блок пластинчатых полуматриц | 1982 |
|
SU1074623A1 |
| Устройство для гофрирования труб эластичным пуансоном | 1972 |
|
SU440184A1 |
| Штамп для формования поперечных гофров на обечайках | 1982 |
|
SU1038002A1 |
| Устройство для изготовления гофрированных труб | 1980 |
|
SU889201A1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1988 |
|
SU1602595A1 |