Изобретение относится к литейному производству, в частности к способам изготовления форм из отверждаемых продувкой СОг смесей на основе жидкого стекла, совмещенного с раствором синтетической смолы.
Цель изобретения - повышение качества формы за счет предотвращения ее поломок при извлечении моделей сложной конфигурации и сокращение расхода жидкостекольного связующего.
Сущность изобретения заключается в следующем.
Способ изготовления литейных форм предусматривает использование смесей на жидком стекле,, совмещенном с раствором синтетической смолы, и включает подачу, уплотнение смеси в технологической оснастке, продувку ее СОг и протяжку модели. После уплотнения смеси полуформу вакуумируют для частичного удаления растворителя смолы и придания смеси пластичного состояния, производят извлечение модели, затем повторно вакуумируют и доотверждают полуформу СОг.
Описываемое решение распространяется на жидкостекольные смеси, содержащие кроме жидкого стектг. смолу в растворенном виде, необходимую тля улучшения выбивае- мости жидкостекольных смесей по типу «полисетпроцесса. Эти смеди в своем составе не содержат глину, что полностью исключает протяжку моделей до отверждения. Такие смеси отверждаются на модельной оснастке и имеют повышенную усадку 0,5- 1,0%, которая приводит к подрывам формы во время извлечения моделей. Использование предварительного вакуумировання для этих смесей за счет частичного удаления растворителя смолы обеспечивает смеси
пластичное состояние (еж. 0,05 МПа), необходимое для качественной протяжки.
Низкая прочность смеси после предварительного вакуумирования (0,05 МПа) позволяет производить протяжку моделей без подрывов форм, так как при такой же прочности жидкостекольной смеси, содержащей глину, протяжка обеспечивает получение форм надлежащего качества.
Для доказательства возможности сокра- щения расхода связующего были проведены эксперименты на стандартных образцах, изготовленных из смесей следующего состава, мас.%:
Жидкое стекло (,1,
р 1520кг/м)ЯП
35%-ный раствор инденкумароновой смолы в
растворителе № 647
Кварцевый песок марки
К02
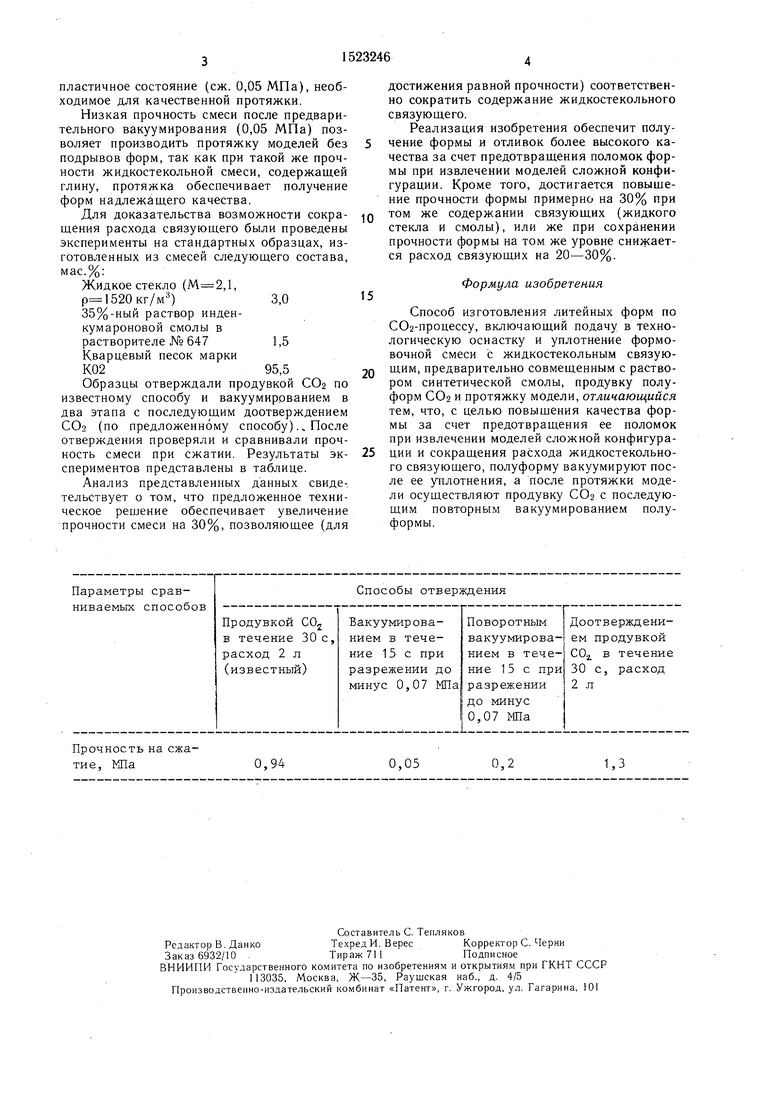
Образцы отверждали продувкой СО2 по известному способу и вакуумиррванием в два этапа с последующим доотверждением СО2 (по предложенному способу).. После отверждения проверяли и сравнивали прочность смеси при сжатии. Результаты эк- спериментов представлены в таблице.
Анализ представленных данных свиде-. тельствует о том, что предложенное техническое решение обеспечивает увеличение прочности смеси на 30%, позволяющее (для
3,0
1,5 95,5
5
Q
5
5
0
достижения равной прочности) соответственно сократить содержание жидкостекольного связующего.
Реализация изобретения обеспечит получение формы и отливок более высокого качества за счет предотвращения поломок формы при извлечении моделей сложной конфигурации. Кроме того, достигается повышение прочности формы примерно на 30% при том же содержании связующих (жидкого стекла и смолы), или же при сохранении прочности формы на том же уровне снижается расход связующих на 20-30%.
Формула изобретения
Способ изготовления литейных форм по СО2-процессу, включающий подачу в технологическую оснастку и уплотнение формовочной смеси с жидкостекольным связующим, предварительно совмещенным с раствором синтетической смолы, продувку полуформ СО2 и протяжку модели, отличающийся тем, что, с целью повыщения качества формы за счет предотвращения ее поломок при извлечении моделей сложной конфигурации и сокращения расхода жидкостекольного связующего, полуформу вакуумируют после ее уплотнения, а после протяжки модели осуществляют продувку СОз с последующим повторным вакуумированием полуформы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм и стержней | 1990 |
|
SU1770031A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ В НАГРЕВАЕМОЙ ОСНАСТКЕ "ТЕРМО-ШОК-СО2-ПРОЦЕССОМ" | 2015 |
|
RU2630399C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| Способ изготовления литейных форм и стержней | 1988 |
|
SU1532185A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ЛИТЕЙНЫХФОРМ | 1976 |
|
SU825268A1 |
| Способ изготовления литейных форм | 1984 |
|
SU1217559A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1991 |
|
RU2017564C1 |
| Смесь для изготовления литейных форм и стержней | 1988 |
|
SU1547936A1 |
| Способ отверждения уплотненной литейной формы газом | 1985 |
|
SU1276428A1 |
Изобретение относится к литейному производству, а именно к способам изготовления литейных форм по СО2 - процессу. Цель изобретения - повышение качества формы за счет предотвращения поломок при извлечении моделей сложной конфигурации и сокращение расхода жидкостекольного связующего. Способ предусматривает подачу в технологическую оснастку и уплотнение формовочной смеси с жидкостекольным связующим, предварительно смешанным с раствором синтетической смолы в легкоудаляемом растворителе, вакуумирование полуформы, протяжку модели, последующее повторное вакуумирование полуформы и продувку СО2. Реализация способа позволяет проводить извлечение модели при небольшой, но достаточной для этой операции прочности смеси (0,05 МПа на сжатие), т.е. избежать переотверждения, избыточной прочности смеси, зажима модели и связанных с этими факторами поломок полуформы при извлечении модели. Кроме того, расход жидкостекольного связующего может быть сокращен на 20 ... 30% без ущерба для конечной прочности полуформы. 1 табл.
Прочность на сжатие, МПа0,94
0,05
0,2
1,3
| Способ изготовления литейных форм | 1984 |
|
SU1217559A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
