1
Изобретение относится к литейному производству и может быть использовано при изготовлении массивных форм из холоднотвердеющих смесей (ХТС), способных к твердению под воздействием газа, например СО, др
Цель изобретения - повышение равномерности отверждения формы и устранение поломки выступающих ее частей при извлечении модели.
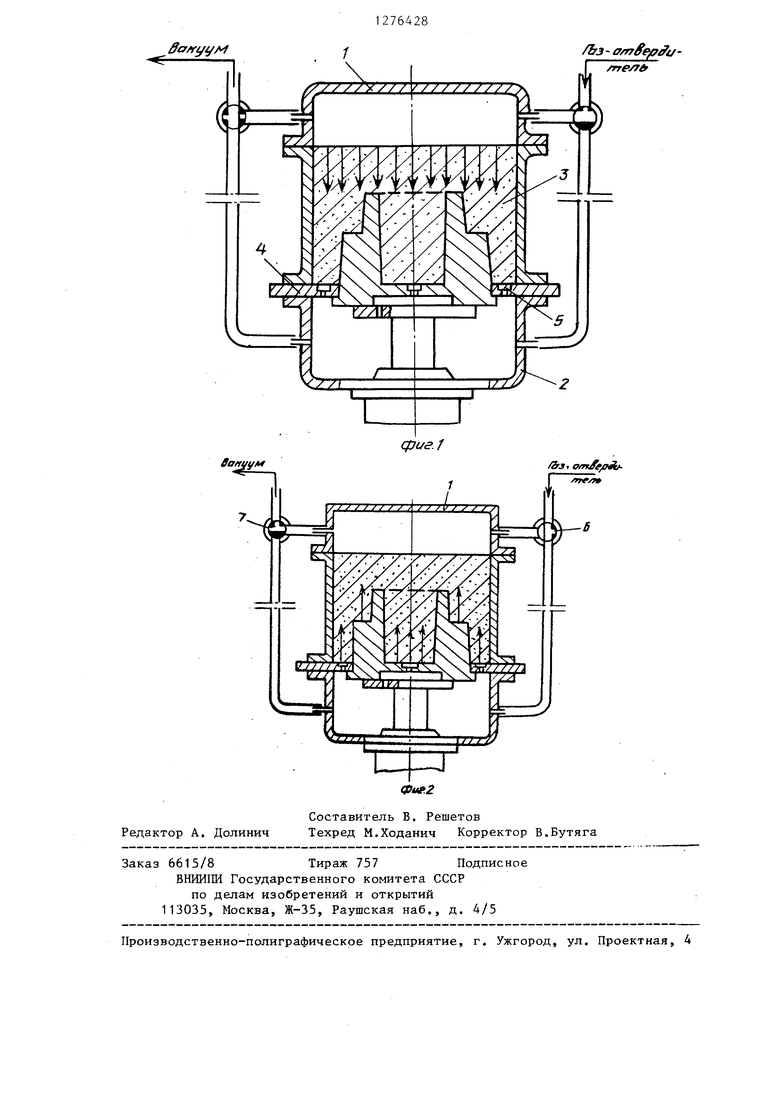
На фиг.1 и фиг.2 представлена последовательность проводимых операций и устройство для его осуществления соответственно.
Вадачале отверждения газ-отвердитель подают в камеру 1, соединенную с контрладом опоки (фиг.1), а нижнюю камеру 2, соединенную с полостью модельной плиты, сообщают с вакуммйой системой. При этом газ-отвердителб фильтруется через форму 3 в направлении модельной плиты 4. Неизрасходованный газ-отвердитель удаляется через венты 5 модельной плиты в вакуумную систему.
Затем перед извлечением мод€ши, когда смесь приобретает пластическое состояние, кранами 6 и 7 (фиг.2) изменяют направление фильтрации газаотвердителя на противоположное направлению извлечения модели и доотверждают форму, сообщив с вакуумной системой камеру 1.
Такой способ отверждения исключае переотверждение и разупрочнение формы со стороны контрлада, так как при изменении направления продувки формы через поверхность контрлада и рабочей части формы поступает примерно только по половине объема газа отвердителя, необходимого для отверждения всей формы.
Кроме того, изменение направления фильтрации газа-отвердителя на противоположное направлению извлечения модели устраняет присасывание болвана и его обрушение и позволяет доотверждать форму, подавая газ-отвердитель в пространство между моделью и ее отпечатком в форме, что также повьшает равномерность отверждения формы.
Потребное количество газа отвердителя устанавливается опытным путем и
282
составляет, как правила, 1-3% от массы смеси в зависимости от количества связующего в ХТС.
Продолжительность отверждения формы задается технологическим процессом (циклом автоматической или поточной линии). Зная потребность в газе и продолжительность отверждения, устанавливают расход газа. Разделение
общего количества газа, необходимого для отверждения формы со стороны контрлада и со стороны модели, может производиться автоматически по заранее установленной программе.
Вакуум используется для ускорения фильтрации газа-отвердителя через толщу смеси в форме, имеющей высоту более 300 мм.
Величина перепада по высоте опоки
осуществляется таким образом, чтобы скорость фильтрации газа не превышала 1,2 см/с.
Поступление газа регулируется редуктором и контролируется по расходометру.
Способ отверждения по изобретению позволит улучшить качество отливок за счет ликвидации переотверждения формы газом, что приводит к разоупрочнению формы и повышению ее осыпаемости, а также за счет устранения поломки массивных частей формы во время протяжки модели.
Формула изобретения
Способ отверждения уплотненной литейной формы газом, включающий продувку ее газом-отвердителем при одновременном приложении вакуума к форме со стороны, противоположной подаче газа-отвердителя, отличающийся тем, что, с целью повьшения равномерности отверждения формы и устранения поломок ее частей, продувку формы осуществляют поочередно с двух сторон: сначала 50% газа подают со стороны контрлада формы, а затем перед извлечением модели направление фильтрации газа изменяют на противоположное направлению извлечения модели и оставшиеся 50% газа подают со стороны модели.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1984 |
|
SU1217559A1 |
| Способ изготовления литейных форм по СО @ -процессу | 1988 |
|
SU1523246A1 |
| Способ отверждения литейных форм | 1978 |
|
SU801970A1 |
| Комплексно-механизированная линия для изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU1004004A1 |
| Способ изготовления литейных форм и стержней | 1990 |
|
SU1770031A1 |
| Устройство для отверждения литейных форм газом | 1990 |
|
SU1787062A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1994 |
|
RU2080956C1 |
| Устройство для отверждения смеси | 1975 |
|
SU532197A1 |
| Устройство для изготовления безопочных форм | 1976 |
|
SU668766A1 |
Изобретение относится к литейному производству и может быть исполь. зовано при изготовлении форм из холоднотвердеющих смесей, способных к твердению под воздействием газа. Цель изобретения - повышение равномерности отверждения формы и устранение поломок ее частей. Цель достигается тем, что отверждение уплотненной литейной формы осуществляют газом-отвердителем при одновременном приложении вакуума к форме со стороны, противоположной подаче газа-отвердителя. Продувку формы производят сначала половиной газа, которую подают со стороны контрлада формы, при этом вакуумирование производят со стороны модели. Затем направление подачи газа и вакуумирование изменяют на противоположное, так что вторую полови(С ну газа подают со стороны модели. (Л В результате происходит улучшение качества литья за счет устранения передува смеси, газом-отвердителем и поломки выступающих частей формы при протяжке модели. 2 ил.
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ШТАММ AMYCOLATOPSIS ORIENTALIS SUBSP. EREMOMYCINI ВКПМ-S892 - ПРОДУЦЕНТ АНТИБИОТИКА ЭРЕМОМИЦИНА И СПОСОБ ПОЛУЧЕНИЯ АНТИБИОТИКА ЭРЕМОМИЦИНА | 1997 |
|
RU2110578C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
