перемещений, разворота и зазоров между сопряженными профилями и, если их значения не превышают допустимых, то производят обработку технологических
базовых поверхностей через координированные относительно профиля шаблонов 3 и 6 кондукторные отверстия 7 и 8 . 3 ил .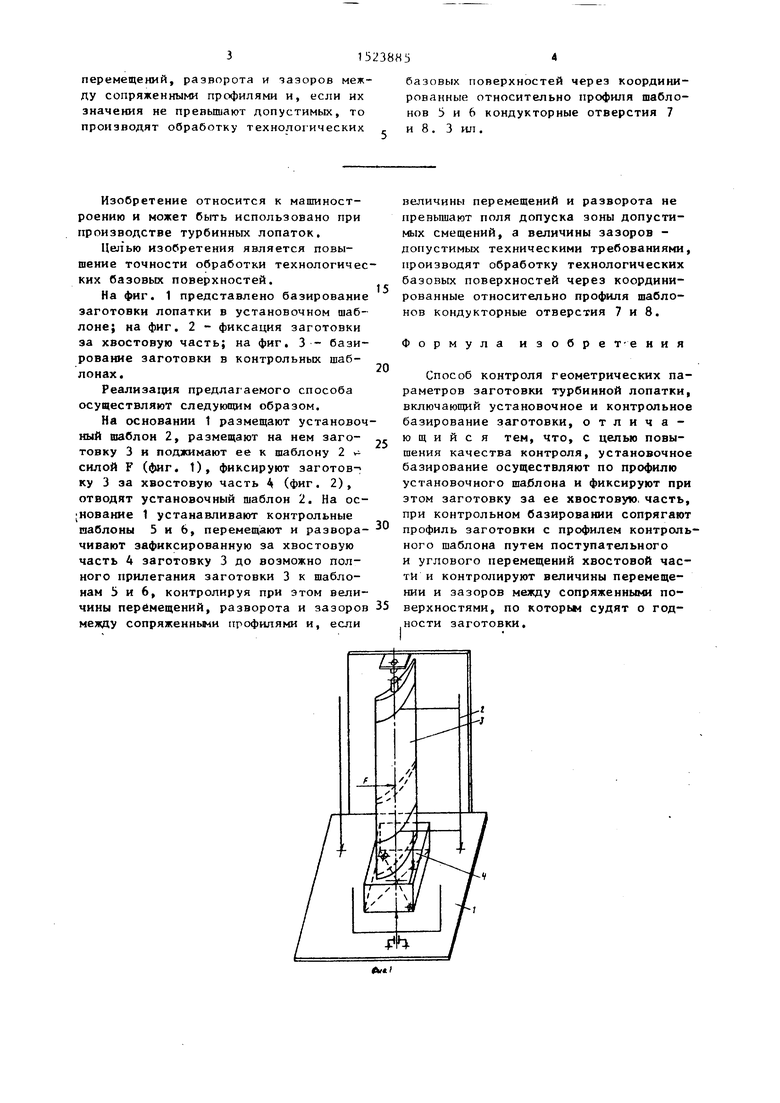
Изобретение относится к машиностроению и может быть использовано при производстве турбинных лопаток. Цель изобретения - повышение точности обработки технологических базовых поверхностей. Для этого заготовку размещают на установочном шаблоне, фиксируют заготовку за хвостовую часть, отводят установочный шаблон, устанавливают контрольные шаблоны 5 и 6, перемещают и разворачивают заготовку до возможно полного прилегания к шаблонам 5 и 6, контролируют величины перемещений, разворота и зазоров между сопряженными профилями и, если их значения не превышают допустимых, то производят обработку технологических базовых поверхностей через координированные относительно профиля шаблонов 5 и 6 кондукторные отверстия 7 и 8. 3 ил.
Изобретение относится к машиностроению и может быть использовано при производстве турбинных лопаток.
Целью изобретения является повышение точности обработки технологических базовых поверхностей.
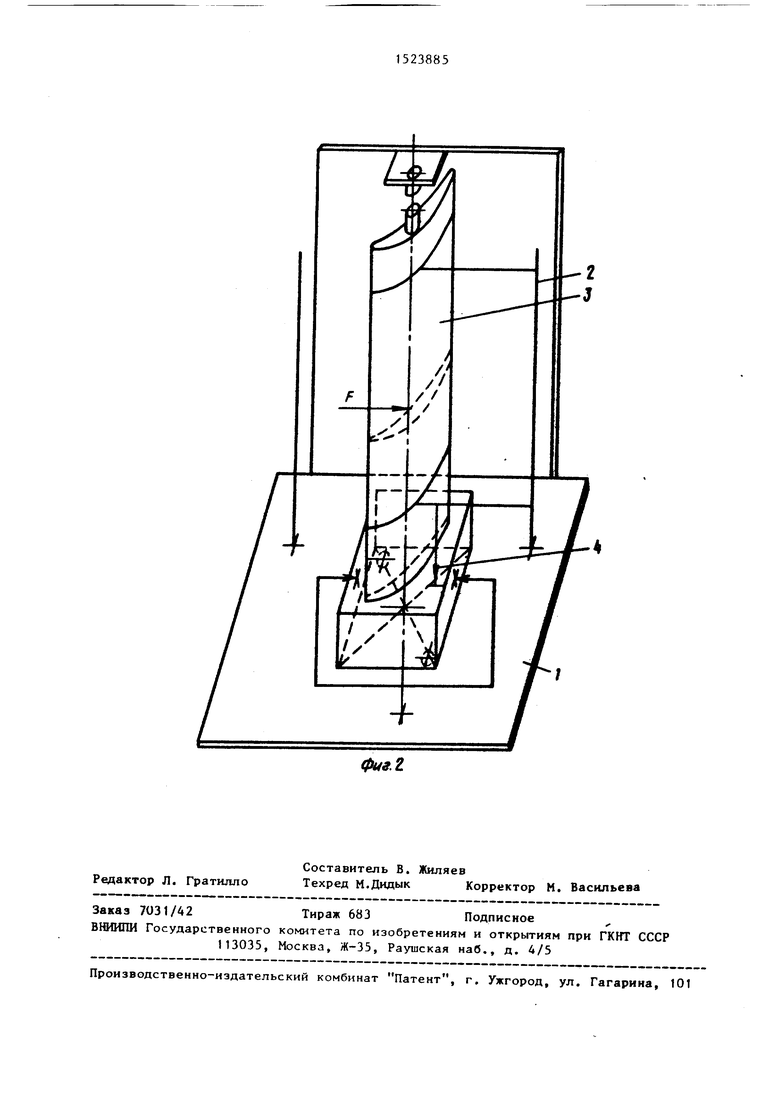
На фиг. 1 представлено базирование заготовки лопатки в установочном шаблоне; на фиг. 2 - фиксация заготовки за хвостовую часть; на фиг. 3 - базирование заготовки в контрольных шаблонах.
Реализа1шя предлагаемого способа осуществляют следующим образом.
На основании 1 размещают установочный шаблон 2, размещают на нем заготовку 3 и поджимают ее к шаблону 2 « силой F (фиг. 1), фиксируют заготов- ку 3 за хвостовую часть А (фиг. 2), отводят установочный шаблон 2. На ос- ;нование 1 устанавливают контрольные шаблоны 5 и 6, перемещают и разворачивают зафиксированную за хвостовую часть 4 заготовку 3 до возможно полного прилегания заготовки 3 к шаблонам 5 и 6, контролируя при этом величины перемещений, разворота и зазоров меяду сопряженньми профилями и, если
5
5
0
5
0
величины перемещений и разворота не превьш1ают поля допуска зоны допустимых смещений, а величины зазоров - допустимых техническими требованиями, производят обработку технологических базовых поверхностей через координированные относительно профиля шаблонов кондукторные отверстия 7 и 8.
Формула изобре т-е кия
Способ контроля геометрических параметров заготовки турбинной лопатки, включающий установочное и контрольное базирование заготовки, отличающийся тем, что, с целью повышения качества контроля, установочное базирование осуществляют по профилю установочного шаблона и фиксируют при этом заготовку за ее хвостовую, часть, при контрольном базировании сопрягают профиль заготовки с профилем контрольного шаблона путем поступательного и углового перемещений хвостовой части и контролируют величины перемещении и зазоров между сопряженными поверхностями, по которьм судят о годности заготовки.
| Разработка самонастраивакмцихся и самокорректирующихся систем программного управления | |||
| М.: НИИмашинове- дения, 1974, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
