Изобретение относится к устройствам для распыления и нанесения жидкостей на поверхности изделий и может быть использовано для окрашивания внутренней поверхности полых изделий типа канистр.
Целью изобретения является упрощение конструкции, повып1ение надежности работы и сокращение производственной площади.
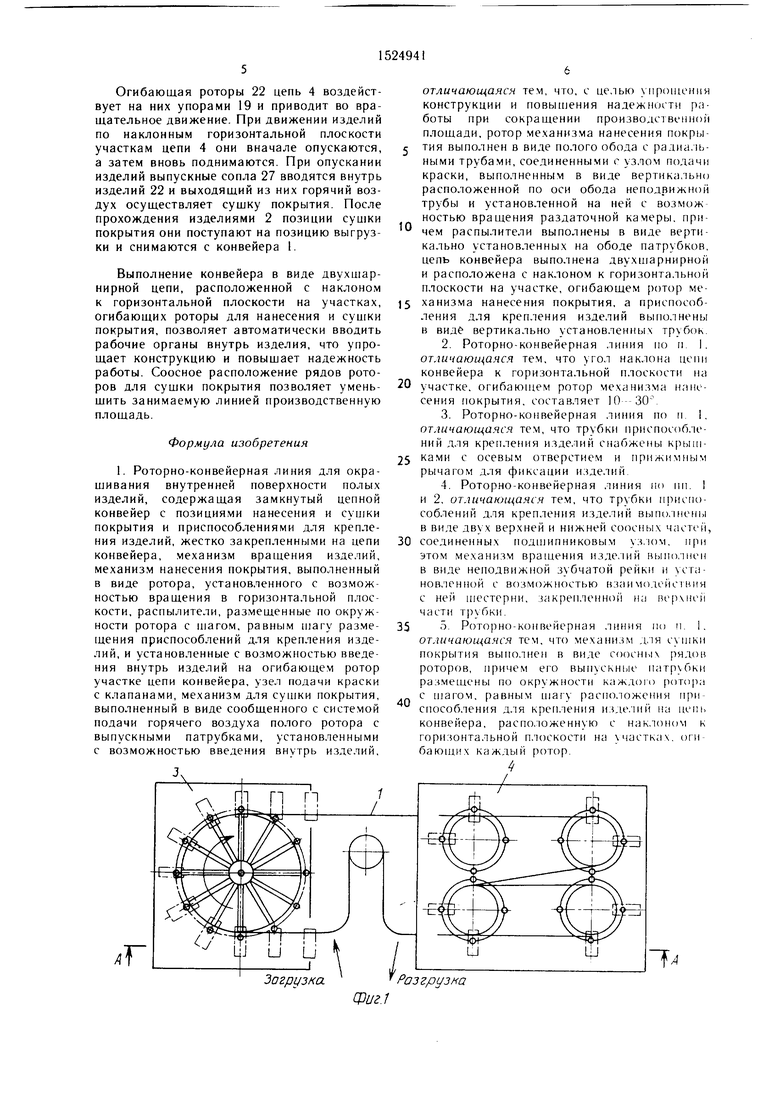
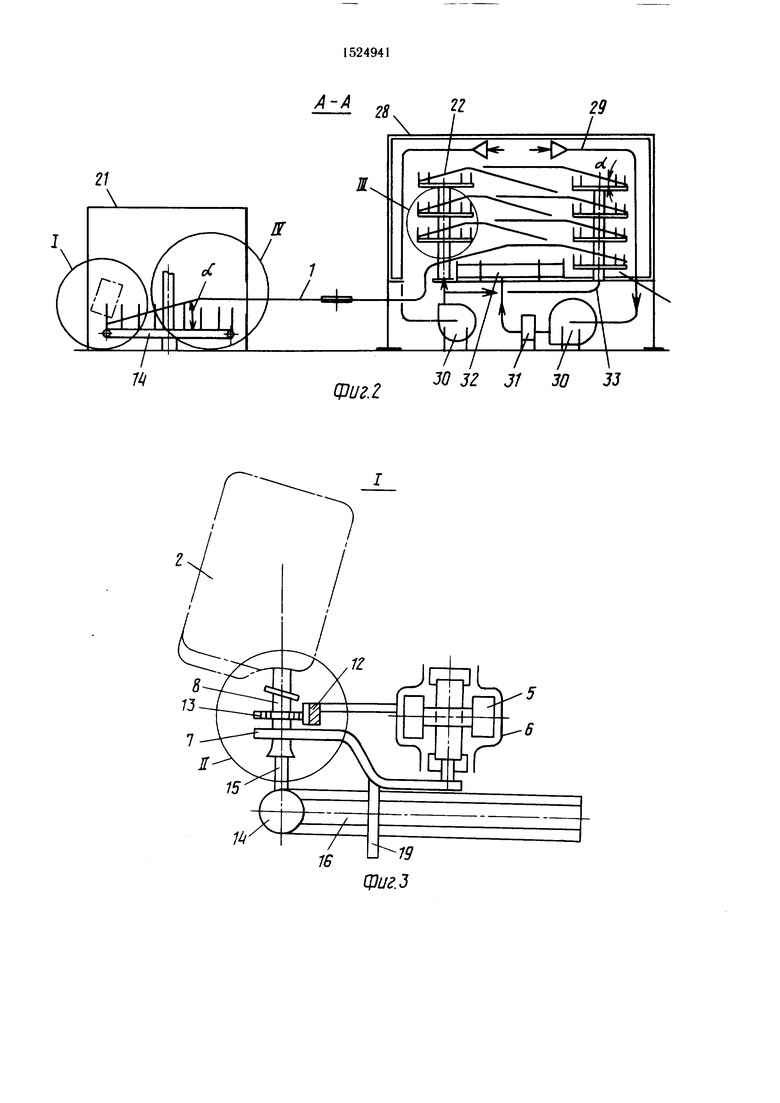
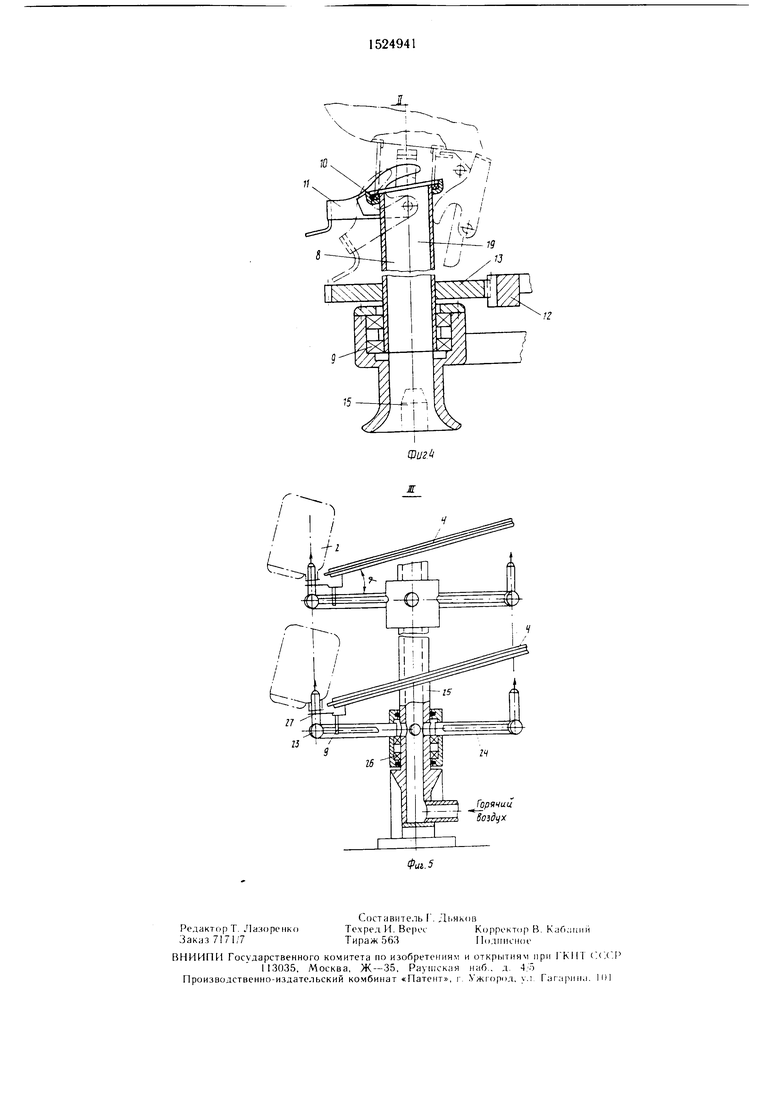
На фиг. 1 изображена роторно-конвейер- ная линия; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел 1 на фиг. 2; на фиг. 4 - узел II на фиг. 3; на фиг. 5 - узел III на фиг. 2; на фиг. 6 -- узел IV на фиг. 2.
Роторно-конвейерная линия содержит замкнутый цепной конвейер 1 с позициями загрузки и выгрузки изделий 2 и позициями 3 4 нанесения покрытия и его сутки.
Цепь 5 конвейера 1 выполнена двухи ар- нирной и установлена в направляющи.х 6.
На цепи 5 посредством кронштейнов 7 жестко закреплены приспособления д. 1я крепления изделий 2, выполненные в виде вертикально установленных трубок 8. Трубки 8 состоят из дву.х верхней и нижней соос- ных частей, соединенных подшипниковым узлом 9.
Верхние части трубок 8 снабжены крышками 10 с осевыми отверстиями для ввода горловины изделий 2 и прижимными рыча- га.ми 11, служащими для фиксации изделий на цепи 4 конвейера 1. Нижние части трубок 8 выполнены в виде раструба.
Роторно-конвейерная линия имеет механизмы вращения изделий, нанесения и сутки покрытия.
Механизм вращения изделий выполнен в виде ненодвижно установленной зубчатой рейки 12 и установленных с возможностью взаимодействия с ней шестерен 13. закрепленных на верхней части трубок 8.
Механизм нанесения покрытия выпо.шен в виде ротора, установленного с возможностью вращения в горизонтальной плоскости и представляет собой полый обод 14 с распылителями 15, соединенный радиальными трубами 16 с узлом подачи краски.
Узел подачи краски имеет вертикально расположенную по оси обода 14 неподвижную трубу 17 и установленную на ней с возможностью вращения раздаточную камеру; 18.
Распылите.1и 15 выпо, 1нены в виде вертикально закрепленных на ободе 14 патрубков с щагом. равным тагу размещения трубок 8 на цепи 4 конвейера 1. Цепь 4 выпо.л- нена огибающей обод 14 по окружности с радиусом, равным радиусу обода 14.
На цепи 4 имеются упоры 19, распо.по- женные с возможностью взаимодействия с радиальными трубами 16 и привода ротора во вращательное движение. Цепь 4 на участке, огибающем обод 14, выполнена с наклоном к горизонтальной плоскости, угол которого состав.пяет 10 - 30 Распылители 15
установлены на ободе 14 с возможностью введения их внутрь изделий 2 через трубки 8.
Каждый распылитель 15 оснащен клапаном 20, например электропневматическим, связанным с системой управления (не показано).
Механизм нанесения покрытия размещен в каркасе 21. Механизм сущки покрытия выполнен в виде двух рядов соосно располо- жеиных роторов 22, установленных с возможностью вращения в горизонтальной плоскости.
Каждый ротор 22 представляет собой полый обод 23, соединенный трубами 24 с вертикальной полой стойкой 25 посредством 5 уплотненного подшипникового узла 26.
На ободе 23 закреплены вертикальные выпускные сопла 27, расположенные с щагом равным 1 лагу расположения трубок 8 на цепи 4.
0 Цепь 4 конвейера I выполнена огибающей каждый ротор 23 механизма сутки покрытия.
Цепь 4 на участке, огибающем роторы 23, располоЖ1 на с наклоном к горизонтальной плоскости.
5Выпускные сопла 27 выполнены с возможностью их введения внутрь изделий 2 через тру()ки 8.
ЛАехан зм для покрытия размещен в теплоизолированном каркасе 28, снабженном вентиляционной системой 29, вен- тилятором 30, калорифером 31, коробами 32 и воздуховодами 33, подающими горячий воздух внутрь каркаса 28 и полости вертикальных стоек 25.
Роторно-конвейерная линия работает следующим образом.
Установку окрашиваемых изделий 2 на конвейер I производят на позиции загрузки. Изделия поворачивают горловиной вниз, вставляют в осевое отверстие крышки 10 и фиксир ют прижимным рычагом 11. Кон- 0 вейер перемещает изделия 2 в позицию нанесения покэытия.
Упоры 19 цепи 4 воздействуют на ради а.пьные трубы 16 и приводят обод 14 во вращате.пьное движение. Цри движении изделий на наклоненном к горизонтальной - плоскости участке цепи 4 они вначале опускаются и затем вновь поднимаются.
При опускании изделий 2 распылители 15 вводятся внутрь изделий 2 через трубки 8. При подъеме изделий 2 распылители 15 выводятся и.з изделий 2. Во вре.мя вывода распылителей 15 из изделий 2 производится включение к.чапанов 20 и нанесение покрытия на внутреннюю поверхность по сигналу системы управления, при этом изделие приводится во вращательное движение за счет 5 сцепления шестерни 13 с зубчатой рейкой 12. После нагесения покрытия изделия 2 перемещаются конвейером 1 на позицию сушки покрытия.
0
Огибающая роторы 22 цепь 4 воздействует на них упорами 19 и приводит во вращательное движение. При движении изделий по наклонным горизонтальной плоскости участкам цепи 4 они вначале опускаются, а затем вновь поднимаются. При опускании изделий выпускные сопла 27 вводятся внутрь изделий 22 и выходящий из них горячий воздух осуществляет сущку покрытия. После прохождения изделиями 2 позиции сутки покрытия они поступают на позицию выгрузки и снимаются с конвейера 1.
Выполнение конвейера в виде лвухшар- нирной цепи, расположенной с наклоном к горизонтальной плоскости на участках, огибающих роторы для нанесения и сушки покрытия, позволяет автоматически вводить рабочие органы внутрь изделия, что упрощает конструкцию и повыщает надежность работы. Соосное расположение рядов роторов для сущки покрытия позволяет уменьшить занимаемую линией производственную площадь.
Формула изобретения
. Роторно-конвейерная линия для окрашивания внутренней поверхности полых изделий, содержащая замкнутый цепной конвейер с позициями нанесения и сушки покрытия и приспособлениями для крепления изделий, жестко закрепленными на цепи конвейера, механизм вращения изделий, механизм нанесения покрытия, выполненный в виде ротора, установленного с возможностью вращения в горизонтальной плоскости, распылители, размещенные по окружности ротора с шагом, равным шагу размещения приспособлений для крепления изделий, и установленные с возможностью введения внутрь изделий на огибающем ротор участке цепи конвейера, узел подачи краски с клапанами, механизм для сушки покрытия, выполненный в виде сообщенного с системой подачи горячего воздуха полого ротора с выпускными патрубками, установленными с возможностью введения внутрь изделий.
Загрузка
0
5
0
5
0
5
0
отличающаяся тем, что, с целью упрощения конструкции и повышения надежности работы при сокращении производственной площади, ротор механизма нанесения покрытия выполнен в виде полого обода с радиальными трубами,соединенными с узлом подачи краски, выполненным в виде вертикально расположенной по оси обода неподвижной трубы и установленной на ней с возмож ностью вращения раздаточной камеры, причем распылители выполнены в виде вертикально установленных на ободе патрубков, цепь конвейера выполнена двухшарнирной и расположена с наклоном к горизонта,1ьной плоскости на участке, огибающем )отор механизма нанесения покрытия, а приспособления для крепления изделий выполнены в виде вертикально установленных трубок.
2.Роторно-конвейерная линия по п I. отличающаяся тем, что угол наклона цепи конвейера к горизонтальной плоскости на участке, огибающем ротор механизма нанесения гюкрытия, составляет 10--30
3.Роторно-конвейерная ,1иния по п 1. отличающаяся тем, что трубки ripMcnoc()6,ie- ний для крепления изделий снабжены крышками с осевым отверстием и прижимным рычагом для фиксации изде.тий.
4.Роторно-конвейерная линия по пп. 1 и 2, отличающаяся тем, что трубки iijiMcno- соблений д,1я крепления изде,1ий выполнены в виде двух верхней и нижней соосных частей, соединенных подшипниковым з,()м, при этом механизм вращения изде.шй выполнен в виде неподвиж юй зубчатой рейки и установленной с возможностью MojoiuTBiiH с ней шестерни, закрепленной на верхней части трубки.
5.Роторно-конвейерная ,1иния по и. 1, отличающаяся тем, что механизм для cyniKii покрытия выполнен в виде соосных рядов роторов, причем его выпускн1)1е патрубки размещены по окружности каждого ротора с шагом, равным шагу распо.тожеиия приспособления для креп,тения изде. шй па neiii конвейера, расположенную с наклоном к горизонтальной плоскости на участках, огибающих каждый ротор.
Фиг.Разгрузка
-/
21
CPU г. 2
// / /
JO 32 31 30 33
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная линия для окрашивания изделий | 1989 |
|
SU1703193A2 |
| Роторно-конвейерная линия | 1990 |
|
SU1735156A1 |
| Автоматическая роторно-конвейерная линия для сборки медицинской иглы однократного применения | 1990 |
|
SU1775266A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1131503A1 |
| Автоматическая окрасочная линия | 1985 |
|
SU1269850A1 |
| Роторно-конвейерная машина для сборки цепей | 1981 |
|
SU948059A1 |
| Транспортирующее устройство роторно-конвейерной машины | 1982 |
|
SU1074777A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ И СБОРКИ ИЗДЕЛИЙ | 1992 |
|
RU2091234C1 |
| Устройство для раскладки изделий по ручьям в роторно-конвейерных линиях | 1986 |
|
SU1467001A1 |
| Роторно-конвейерная линия | 1983 |
|
SU1135608A1 |
Изобретение относится к устройствам для распыления и нанесения жидкостей на поверхности изделий и может быть использовано для окрашивания внутренней поверхности полых изделий типа канистр. Целью изобретения является упрощение конструкции, повышение надежности и сокращение производственной площади, что достигается изготовлением ротора механизма нанесения покрытия в виде полого обода 14 с радиальными трубами 16 с узлом подачи краски, выполненными в виде вертикально расположенной по оси обода 14 неподвижной трубы 17 с установленной на ней с возможностью вращения раздаточной камерой 18. Распылители 15 выполнены в виде вертикально установленных на ободе 14 патрубков. Цепь конвейера выполнена двухшарнирной и расположена с наклоном к горизонтальной плоскости на участке, огибающем ротор механизма нанесения покрытия. Приспособление для крепления изделия выполнено в виде вертикально установленных трубок. 4 з.п. ф-лы, 6 ил.
г
| Автоматическая линия для нанесе-Ния пОКРыТия HA ВНуТРЕННюю пОВЕРХ-НОСТь пОлыХ издЕлий | 1978 |
|
SU801896A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
