гибкой связью со шкивом, на котором установлен распылитель, а механизм поворота распылителя в горизонтальной плоскости выполнен в виде двух
пневмоцилиндров, связанных реечной передачей с опорой вращения силового пневмоцилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Робот для окрасочных камер | 1982 |
|
SU1030036A1 |
| Автоматическая окрасочная линия | 1986 |
|
SU1423178A1 |
| Робот для окрасочных камер | 1979 |
|
SU895529A1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| Установка формования фигурного торца рассеивателей из стекла | 1984 |
|
SU1203032A1 |
| Устройство для нанесения покрытия | 1977 |
|
SU695718A1 |
| Устройство для нанесения порошковых покрытий | 1983 |
|
SU1148650A1 |
| Устройство для маркировки тканевых мешков | 1990 |
|
SU1775330A1 |
| Роторная сушилка | 2017 |
|
RU2647557C1 |
| Устройство для обработки поверхности изделий | 1990 |
|
SU1722609A1 |
АВТОМАтаЧЕСКАЯ ОКРАСОЧНАЯ ЛИНИЯ, содержащая конвейерное средство транспортирования изделий,окрасочную камеру и установленные в ней механизм ориентации изделий и окрасочный робот, включающий распылитель и механизмы вертикального Возвратно-поступательного перемещения распылителя и его поворота в горизонтальной плоскости, отличающаяся тем, что, с целью повышения качества окраски каркасных изделий типа стульев, средство транспортирования изделий выполнено в виде двухленточного конвейера с секциями загрузки и выгрузки изделий и снабжено механизмом переноса изданий с конвейера секции загрузки в окрасочную камеру и из нее на конвейер секции выгрузки изделий, а окрасочный робот снабжен механизмами горизонтального выдвижения распылителя и его поворота в вертикальной плоскости, при этом механизм переноса изделий выполнен в виде двух рамок, каждая из которых имеет вертикальные направляющие и смонтирована на штоке пневмоцилиндра, установленного на подвижной опоре, размещенной между ветвями одной из секций конвейера на горизонтальных направляющих и снабженной механизмом ее горизонтального перемещения, механизм ориентации иаделий выполнен в виде основного и вспомогательного пневмоцилиндров, поворотной опоры и стойки с установленным в ней вертикальным валом, в верхней а части которого закреплен стол, а в средней - крестовина, причем пово(Л ротная опора установлена на стойке соосно валу, основной пневмоцилиндр шарнирно закреплен на кронштейне стойки и его шток кинематически связан с поворотной опорой, вспомогательный пневмоцилиндр размещен на ю а поворотной опоре и его шток кинематически связан с крестовиной, а стойка размещена между горизонталь-00 ными направляющими механизма переноса изделий, при этом механизм верел тикального возвратно-поступательного перемещения распылителя вьшолнен в виде установленного на опоре вращения на вертикальной оси силового пневмоцилиндра, на штокб которого . установлена платформа с механизмом горизонтального вьщвижения распылителя , выполненным в виде пневмоцилиндра, на щтоке которого установлен механизм поворота распылителя в вертикальной плоскости, вьтолненный в виде плунжерной пары, соединенной
Изобретение относится к установкам для автоматического нанесения покрытий на поверхности изделий методом пневматического распыления и может быть использовано при конвейерной окраске каркасных изделий типа стульев.
Целью изобретения является повышение качества окраски каркасных изделийтипа стульев.
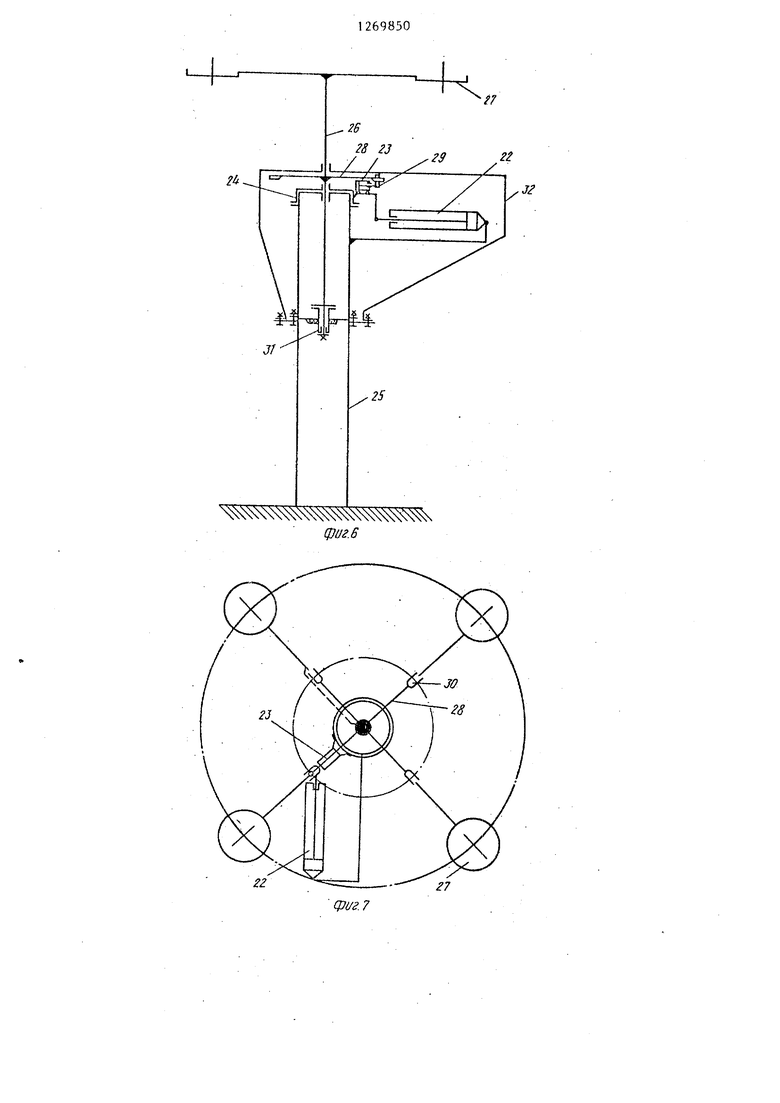
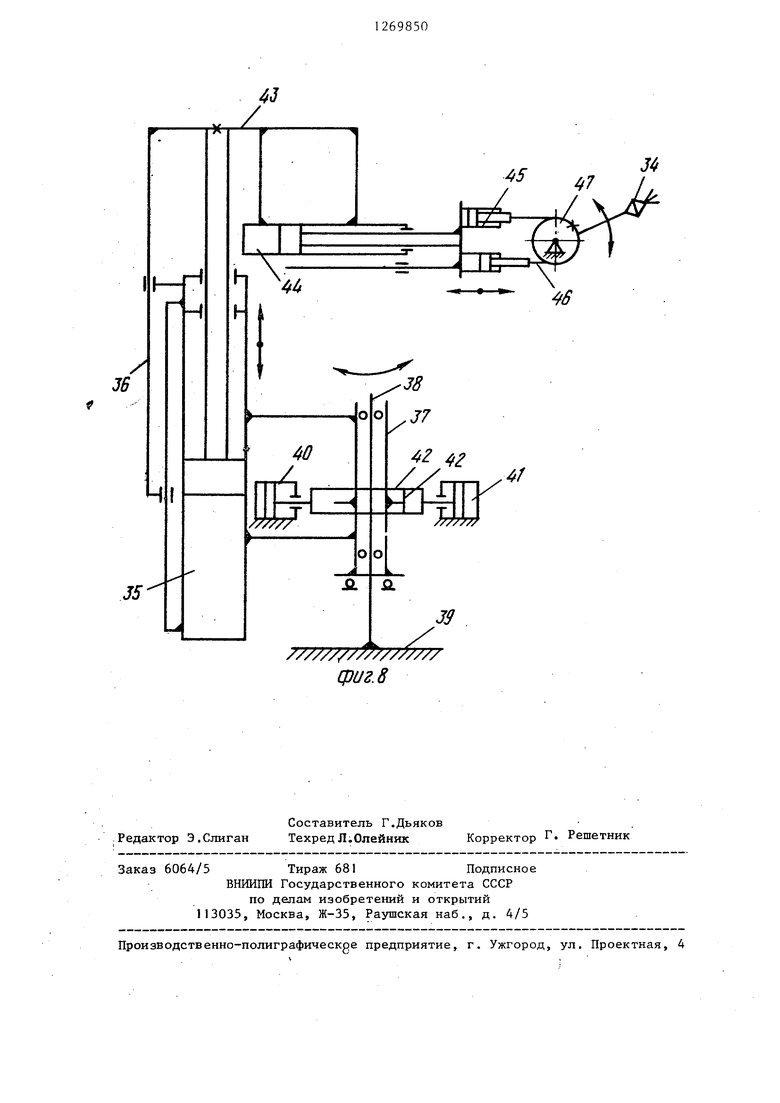
На фиг. 1 изображена автоматическая окрасочная линия, левая част на фиг. 2 - то же, правая часть на фиг. 3 - вид А на фиг. 1, на фиг. 4вид Б на фиг. 2J на фиг. 5 - В на фиг. 1; на фиг. 6 - механизм ориентации каркасных изделий на фиг.7то же, вид сверху; на фиг. 8 - схема окрасочного робота.
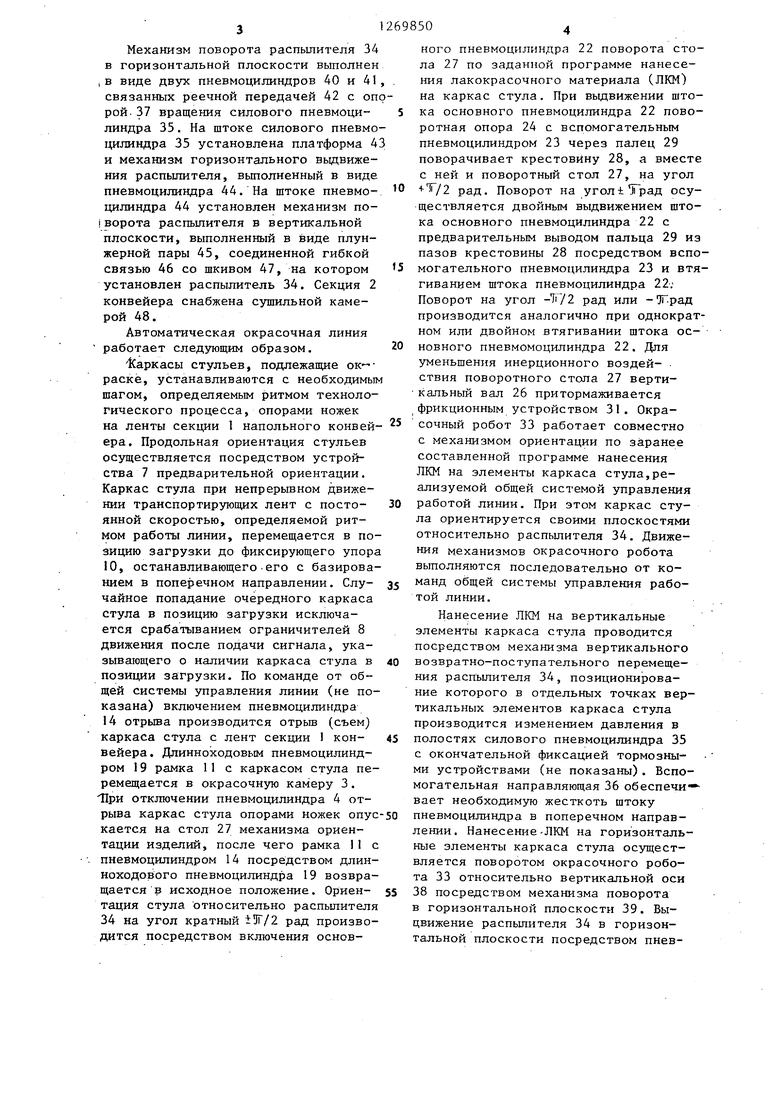
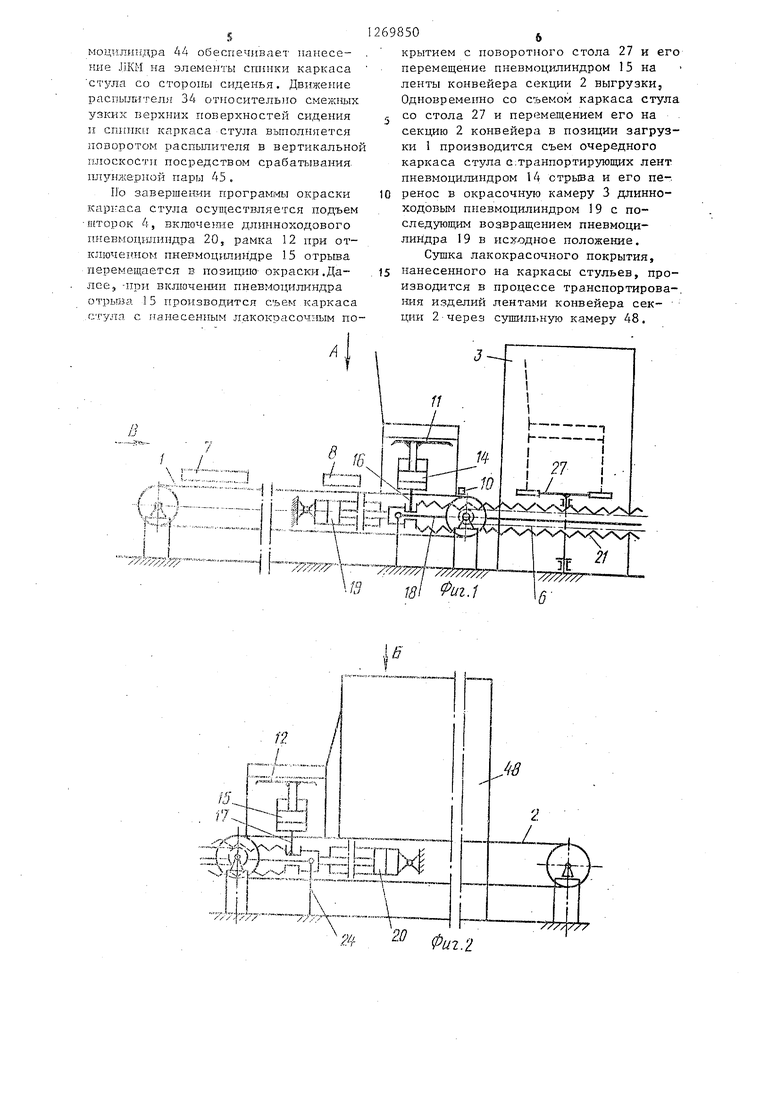
Алзтоматическая окрасочная линия содержит конвейерное средство транспортирования каркасных изделий типа стульев, выполненное в виде напольпого двухленточного конвейера с секциями загрузки 1 и выгрузки 2 изделий. -Между секциями 1 и 2 конвейера расположена окрасочная камера 3 со шторками 4 Секции 1 и 2 конвейера имеют общий привод 5 и соединены цепной передачей 6. Над секцией 1 конвейера размещены устройство 7 предварительной ориентации каркасных изделий, выполненное в виде двух шарнирно закрепленных, подпружиненных и регулируемых в поперечном напpaвлeшiи рычагов., ограничители 8 движения каркасных изделий, выполненные в виде Г-образных шарнирно закрепленных рычагов с индивидуальным приводом от пневмоцилиндров 9, и фикcиpyюEU й упор 10, выполненный в виде горизонтально закрепленной . Конвейерное средство транспортирования изделий, снабжено механизмом переноса изделий с конвейера секции 1 загрузки в окрасочную камеру И из нее на конвейер секции 2 выгрузки, выполненном в виде двух рамок II и 12, каждая из которых имеет вертикальные направляющие 13 и смонтирована на штоке пневмоцилиндров 14 и 15 отрыва. Пневмоцилиндры 14 и 15 установлены на подвижтз1х опорах 16 и 17, размещенных между ветвями секций конвейера на горизонтальных направляющих 18 и снабженных механизмом горизонтального перемещения, выполненном в виде щарнирно закрепленных длинноходовых пневмоцилиндров 19 и 20. Направляющие 18 заключены в гофрированные рукава 21.
В окрасочной камере 3 в проеме между горизонтальными направляющими 18ч установлен механизм ориентации изделий, выполненный в виде основного 22 и вспомогательного 23 пневмоцилиндров, поворотной опоры 24 и стойки 25 с установленным в ней вертикальным валом 26, в верхней части которого закреплен .стол 27, а в средней - крестовина 28. Поворотная опора 24 установлена соосно валу 26, на стойке 25, размещенной между горизонтальными направляющими 18. Основной пневмоцилиндр 22 шариирно закреплен на кронщтейне стойки 25 и его шток кинематически связан с поворотной опорой 24. Вспомогательный пневмоцилиндр 23 размещен на поворотной опоре 24 и его шток кинематически связан с крестовиной 28 посредством пальца 29, установленного с возможностью ввода в пазы 30 крестовины 28. Механизм ориентации изделий имеет фрикционное устройство 31 и защитный кожух 32.
В окрасочной камере 3 установлен окрасочный робот 33, включающий распылитель 34 и механизмы его вертикального возвратно-поступательного перемещения поворота в горизонтальной и вертикальной плоскостях и горизонтального вьщвижения. Механизм поворота распылителя 34 в горизонтальной плоскости выполнен ,в виде двух пневмоцилиндров 40 и 41 связанных реечной передачей 42 с оп рой. 37 вращения силового пневмоцилиндра 35. На штоке силового пневмо цилиндра 35 установлена платформа 4 и механизм горизонтального выдвижения распылителя, вьтолненный в виде пневмоцилиндра 44. На штоке пневмоцилиндра 44 установлен механизм поiворота распылителя в вертикальной плоскости, выполненный в виде плунжерной пары 45, соединенной гибкой связью 46 со шкивом 47, на котором установлен распылитель 34. Секция 2 конвейера снабжена сушильной камерой 48, Автоматическая окрасочная линия работает следующим образом. Каркасы стульев, подлежащие ок раске, устанавливаются с необходимым шагом, определяемым ритмом технологического процесса, опорами ножек на ленты секции 1 напольного конвей ера. Продольная ориентация стульев осуществляется посредством устройства 7 предварительной ориентации. Каркас стула при непрерывном движении транспортирующих лент с постоянной скоростью, определяемой ритмом работы линии, перемещается в позицию загрузки до фиксирующего упора 10, останавливающего-его с базированием в поперечном направлении. Случайное попадание очередного каркаса стула в позицию загрузки исключается срабатыванием ограничителей 8 движения после подачи сигнала, указывающего о наличии каркаса стула в позиции загрузки. По команде от общей системы управления линии (не показана) включением пневмоцилиндра 14 отрыва производится отрью (съем) каркаса стула с лент секции 1 конвейера. Длинноходовым пневмоцилиндром 19 рамка 11 с каркасом стула перемещается в окрасочную камеру 3. При отключении пневмоцилиндра 4 отрыва каркас стула опорами ножек опус кается на стол 27 механизма ориентации изделий, после чего рамка 11 с пневмоцилиндром 14 посредством длинноходового пневмоцилиндра 19 возвращается в исходное положение. Ориентация стула относительно распылителя 34 на угол кратный 15Г/2 рад производится посредством включения основкого пневмоцилиндра 22 поворота стола 27 по заданной программе нанесения лакокрасочного материала (ЛКМ) на каркас стула. При выдвижении штока основного пневмоцилиндра 22 поворотная опора 24 с вспомогательным пневмоцилиндром 23 через палец 29 поворачивает крестовину 28, а вместе с ней и поворотный стол 27, на угол + /2 рад. Поворот на угол+Трад осуществляется двойным выдвижением штока основного пневмоцилиндра 22 с предварительным выводом пальца 29 из пазов крестовины 28 посредством вспомогательного пневмоцилиндра 23 и втягиванием штока пневмоцилиндра 22; Поворот на угол -ТГ/2 рад или -ТГ.рад производится аналогично при однократном или двойном втягивании штока основного пневмомоцилиндра 22. Для уменьшения инерционного воздействия поворотного стола 27 вертикальный вал 26 притормаживается фрикционным устройством 31. Окрасочный робот 33 работает совместно с механизмом ориентации по заранее составленной программе нанесения ЛКМ на элементы каркаса стула,реализуемой общей системой управления работой линии. При этом каркас стула ориентируется своими плоскостями относительно распылителя 34. Движения механизмов окрасочного робота выполняются последовательно от команд общей системы управления работой линии. Нанесение ЛКМ на вертикальные элементы каркаса стула проводится посредством механизма вертикального возвратно-поступательного перемещения распылителя 34, позиционирование которого в отдельных точках вертикальных элементов каркаса стула производится изменением давления в полостях силового пневмоцилиндра 35 с окончательной фиксацией тормозными устройствами (не показаны). Вспомогательная направляющая 36 обеспечи вает необходимую жесткоть штоку пневмоцилиндра в поперечном направлении. Нанесение-ЛКМ на горизонтальные элементы каркаса стула осуществляется поворотом окрасочного робота 33 относительно вертикальной оси 38 посредством механизма поворота в горизонтальной плоскости 39. Выдвижение распылителя 34 в горизонтальной плоскости посредством пневS
моц5шнп,дра 44 обеспечивает нанесение JiKM на элементы спинки каркаса
стула со стороны сиденья. Движение распылителя 34 относителыю смеж1шх узких верхних гговерхностей сидения и спинки каркаса стула вынолняется поворотом распылителя в вертикально илоскостн посредством срабатывания плунжерной пары 45.
По завершении програш ы окраски каркаса стула осуществляется подъем
шторок 4, включеш-ie длннноходового пневмодилиндра 20, рамка 12 при отключенном пнеЕмоц1Шиндре 15 отрыва перемещается в позицию окраски.Далее, -при включении пневмоцилиндра отрыва 15 производится сьем каркаса стула с {танесенпым лакокрасоч::1;ым по698505
крытием с новоротного стола 27 и его перемещение пневмоцилиндром 15 на ленты конвейера секции 2 выгрузки, Одновременно со съемом каркаса стула г со стола 27 и перемещением его на секцию 2 конвейера в позиции загрузки 1 производится съем очередного каркаса стула с;транпортирзпощих лент пневмоцилиндром 14 отрыва и его пе-.
10 ренос в окрасочную камеру 3 длинноходовым ппевмоцилиндром 19 с последующим возвращением пневмоцилиндра 19 в исходное положение. Сушка лакокрасочного покрытия,
15 нанесенного на каркасы стульев, производится в процессе транспортирова-, НИН изделий лентами конвейера секции 2 через сушил1 ную камеру 48. 8 j-JT ei:3-b p.c: . ,,, иг.1
ВадА
/Г /Jvvy /77/ //// ////
Вид В
/J /5
1йи
DФиг.5
$$S :$$$ :$$$$$$:$ $$$$$$$
фиг. Б
X
J6
фиг. 8
| Механизированная линия для отделки стульев, и кресел | |||
| - Обзорная информация Мебель ВНИИэлектропрома, 1979, вьш | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Автоматическая окрасочная линия | 1982 |
|
SU1053892A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
