Изобретение относится к фурнитурной отрасли промышленности и предназначено для фурнитурных предприятий, производящих пуговицы из термостойких пластмасс.
Известна роторно-конвейерная машина, содержащая транспортную цепь с клещевыми захватами, один из которых выполнен двуплечим и несет ролик, взаимодействующий с копиром, снабженная подпружиненной рамкой, в ней двуплечий рычаг захвата выполнен Г-образным, причем захваты распределены на последовательно расположенные группы с количеством захватов в каждой группе, равным числу номенклатур изделий, при этом Г-образные рычаги в одной группе захватов выполнены левыми, а в другой - правыми, а рамка установлена с возможностью взаимодействия с копиром и с роликами одной группы захватов.
Данная машина обеспечивает раскладку изделий на прямолинейных участках технологического потока и не может быть использована для передачи изделий в рабочие роторы.
Наиболее близкой к предлагаемой является роторно-конвейерная линия, включающая рабочие роторы и цепной конвейер с консольно закрепленными перпендикулярно продольной оси конвейера держателями, в которой держатели подпружиненных захватов закреплены на звеньях цепи конвейера посредством колодок со сквозными пазами, выполненными в плоскости, перпендикулярной осям шарниров цепи.
Конструкция захватов известной ротор- но-конвейерной линии не обеспечивает передачу изделий между рабочими роторами в ориентированном относительно оси изделия угловом положении, что необходимо, например, при фрезеровании пазов между отверстиями пуговиц, при полигональной обточке и т.д.
Целью изобретения является расширение технологических возможностей ротор- но-конвейерной линии путем обеспечения обработки изделий в ориентированном положении.
Поставленная цель достигается тем, что роторно-конвейерная линия, включающая установленные на осговании рабочие роторы и огибающий их цепной конвейер с кон5 сольно закрепленными держателями клещевых захватов и механизмами ориентированного приема и передачи изделий, снабжена криволинейным копиром, размещенным между рабочими роторами, при
10 этом каждый механизм ориентированного приема и передачи выполнен в виде подпружиненного корпуса с закрепленными на нем державкой с базирующим элементом и ролика, причем последний установлен на
15 корпусе с возможностью взаимодействия с криволинейным копиром.
Кроме того, с целью повышения надежности передачи изделий каждый клещевой захват цепного конвейера имеет упоры, раз0 мещенные в нижней части захвата, а с целью повышения качества обработки линия снабжена путевым датчиком положения державки, закрепленным на основании с возможностью взаимодействия с послед5 ней.
На фиг.1 показана схема роторно-кон- вейерной линии, вид сверху; на фиг.2 - сечение А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - сечение В-В на фиг.1;
0 на фиг.5 - разрез Г-Г на фиг.4; на фиг.6 - разрез Д-Д на фиг.1.
Роторно-конвейерная линия (фиг.1) содержит рабочие роторы 1 и 2 и кинематически связанный с ними цепной конвейер 3,
5 расположенный между роторами 1 и 2.
Цепной конвейер 3 (фиг.2 и 3) выполнен из цепи 4 с консольно закрепленными перпендикулярно продольной оси конвейера, посредством колодок 5, держателями 6 под0 пружиненных клещевых захватов 7, взаимодействующих с изделиями 8. Колодки 5 со звеньями 9 цепи 4 соединены шарнирами 10. Над каждым держателем 6 на шарнирах 10 установлен механизм 11 ориентирован5 ного приема и передачи изделия 8, который состоит из корпуса 12, подпружиненного пружиной 13 относительно шарниров 10, державки 14, закрепленной на корпусе 12, базирующего элемента 15, закрепленного
на державке 14 и расположенного в зоне клещевого захвата 7, и ролика 16, закрепленного на корпусе 12с возможностью взаимодействия с криволинейным копиром 17, установленным параллельно траектории перемещения цепного конвейера 3.
В колодке5 смонтирован подпружиненный шток 18, установленный с возможностью взаимодействия одним концом с клещевым захватом 7, а другим - с кулачком 19.
Для повышения надежности передачи изделия 8 между рабочими роторами 1 и 2 в нижней части клещевых захватов 7 закреплены упоры 20.
Базирующий элемент 15 выполнен в виде пластины 21 с закрепленными на ней штырями 22. Диаметральные размеры штырей 22, их количество и расположение соответствуют отверстиям в изделиях (пуговице).
Для обеспечения контроля наличия отверстий в изделии 8 на горизонтальном участке цепного конвейера 3 смонтирован путевой датчик 23, установленный с возможностью взаимодействия с державкой 14 в случае отсутствия хотя бы одного отверстия в изделии 8.
Каждая рабочая позиция ротора 1 содержит головку 24 для одновременного сверления двух или четырех отверстий в изделии 8, соосно расположенную с ней цангу 25 для фиксирования изделия 8 за его цилиндрическую поверхность и толкатель 26, расположенный внутри цанги 25 и предназначенный для приема и передачи изделия 8 из цанги 25 в клещевой захват 7 и обратно.
В каждой рабочей позиции ротора 2 вместо головки для сверления отверстий установлена головка для фрезерования, например, паза между отверстиями.
Роторно-конвейерная линия работает следующим образом.
Заготовки изделия 8 (пуговиц) из бункера в ориентированном положении поступают сначала в рабочий ротор для обточки одного торца заготовки, затем, при необходимости обточки другого торца, в другой рабочий ротор обточки (не показаны) и далее в рабочий ротор 1 для одновременного сверления двух или четырех отверстий. Сверление отверстий производится головкой 24 во время вращения ротора 1. При сверлении отверстий изделие 8 находится в цанге 25 в зажатом за цилиндрическую поверхность положении. После окончания сверления, в соответствии с циклограммой работы линии, головка 24 поднимается вверх.
В это время благодаря кинематической связи роторов 1 и 2 и цепного конвейера 3
происходит совмещение траекторий движения рабочей позиции ротора 1 и клещевого захвата 7. В начале совмещения траекторий от воздействия кулачка 19 на шток 18 клещевой захват 7 находится в раскрытом положе- нии, а механизм 11 ориентированного приема и передачи изделия 8, взаимодействуя с криволинейным копиром 17, устанавливает базирующий элемент 15 над
0 изделием 8, при этом штыри 22 располагаются напротив отверстий изделия 8. При дальнейшем вращении ротора 1 механизм 11 ориентированного приема и передачи, продолжая взаимодействовать с криволи5 нейным копиром 17, под действием пружины 13 опускается вниз, вводя штыри 22 в отверстия изделия 8. После этого цанга 25 разжимается, а толкатель 26 начинает поднимать изделие из цанги 25 и вместе с ним,
0 сжимая пружину 13, механизм 11 ориентированного приема и передачи.
Как только изделие 8 поднялось в зону расположения клещевого захвата 7 на высоту, при которой нижний торец изделия 8
5 оказался над верхней плоскостью упоров 20, кулачок 19 перестает воздействовать на шток 18 и он под действием пружины возвращается в исходное положение, а клещевой захват 7 смыкается на изделии 8. После
0 этого клещевой захват 7 выходит с траектории расположения рабочей позиции ротора 1, перенося зафиксированное от проворота штырями 22 изделие 8 на прямолинейный участок цепного конвейера 3.
5 На прямолинейном участке цепного конвейера 3 над зоной продвижения державки 14 установлен путевой датчик 23, который может взаимодействовать с державкой 14, если штыри 22 не войдут в от0 верстия изделия 8. В этом случае державка 14 будет занимать более высокое положение. Такое положение державки 14 может возникнуть при поломке хотя бы одного сверла и, в связи с этим, отсутствии отвер5 стия в изделии 8. С путевым датчиком 23 может быть заблокирован, например, электродвигатель привода линии (не показан).
При совмещении траектории клещевого захвата 7 с траекторией движения рабочей
0 позиции ротора 2 цанга 25 ротора 2 разжата, а толкатель 26 находится в верхнем положении с некоторым зазором относительно нижнего торца изделия 8. От воздействия кулачка 19 на шток 18 клеще5 вой захват 7 раскрывается, уводя упоры 20 из-под изделия 8.
Изделие 8 базирующим элементом 15 от воздействия пружины 13 прижимается к толкателю 26. Затем толкатель 26 опускает изделие 8 в цангу 25, при этом элемент 15
базирования также опускается вместе с изделием 8, после чего цанга 25 зажимает изделие 8 за его цилиндрическую поверхность. От воздействия копира 17 механизм 11 ориентированного приема и передачи из- делия поднимается вверх, выводя штыри 22 из изделия 8.
В дальнейшем клещевой захват 7 выходит с траектории движения рабочей позиции ротора 2, головка 24 для фрезерования, например, паза между отверстиями опускается и обрабатывает изделие 8 в ориентиро- ванном относительно отверстий положении. Клещевой захват 7 в раскрытом положении и механизм 11 ориентированно- го приема и передачи изделия в поднятом положении перемещаются к рабочей позиции ротора 1. Далее цикл повторяется.
Предлагаемая роторно-конвейерная линия имеет более широкие технологические возможности за счет обеспечения обработки изделий в ориентированном относительно оси изделия угловом положении.
Формула изобретения
1.Роторно-конвейерная линия, включа- ющая установленные на основании рабочие роторы и огибающий их цепной конвейер с консольно закрепленными держателями
клещевых захватов и механизмами ориентированного приема и передачи изделий, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения обработки изделий в ориентированном положении, она снабжена криволинейным копиром, размещенным между рабочими роторами, пои этом каждый механизм ориентированного приема и передачи выполнен в виде подпружиненного корпуса с закрепленными на нем державкой с базирующим элементом и ролика, причем последний установлен на корпусе с возможностью взаимодействия с криволинейным копиром.
2. Линия по п.1,отличающаяся тем, что, с целью повышения надежности передачи изделий, каждый клещевой захват цепного конвейера имеет упор, размещенные в нижней части захвата.
3.Линия по п.1, отл и ч а ю ща я с я тем, что, с целью повышения качества обработки, она снабжена путевым датчиком положения державки, закрепленным на основании с возможностью взаимодействия с последней.
Ni
Ю Л
s
CO
rQQ
cQ
L,
- --- j J , f Y r
.-ryyyrT 77-rrV -. ,{ -- -ГТТ-Г ГТТТТ Р ЧГУL (
.- Щ x N
№ nfll
л-л

| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная линия | 1990 |
|
SU1722864A1 |
| Роторно-конвейерная машина | 1980 |
|
SU929401A1 |
| Ротор ориентации штучных изделий | 1978 |
|
SU841904A1 |
| Роторный автомат питания | 1986 |
|
SU1465245A1 |
| Транспортный ротор роторно-конвейерной машины | 1990 |
|
SU1740278A1 |
| Роторно-конвейерная линия | 1982 |
|
SU1027114A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1131503A1 |
| РОТОРНАЯ МАШИНА СБОРКИ | 1992 |
|
RU2014195C1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1992 |
|
RU2036771C1 |



Использование: изобретение относится к подъемно-транспортному оборудованию, а именно к роторно-конвейерным линиям, и может быть использовано в легкой промышленности. Цель изобретения - расширение технологических возможностей путем обеспечения обработки изделий в ориентированном положении. Сущность изобретения: роторно-конвейерная линия включает установленные на основании рабочие роторы 1 и 2 и огибающий их цепной конвейер 3 с держателями клещевых захватов и механизмами ориентированного приема и передачи изделий. Между роторами 1 и 2 размещен криволинейный копир 17. Каждый механизм ориентированного приема и передачи изделий выполнен в виде подпружиненного корпуса с закрепленными на нем державкой с базирующим элементом и ролика. Последний установлен с возможностью взаимодействия с копиром 17. Каждый клещевой захват имеет упоры, размещенные в нижней части захвата. На основании закреплен путевой датчик 23 с возможностью взаимодействия с державкой. Изделия поступают в ротор 1, затем в ротор 2. При совмещении траекторий движения ротора 1 и клещевого захвата последний открыт. Механизм ори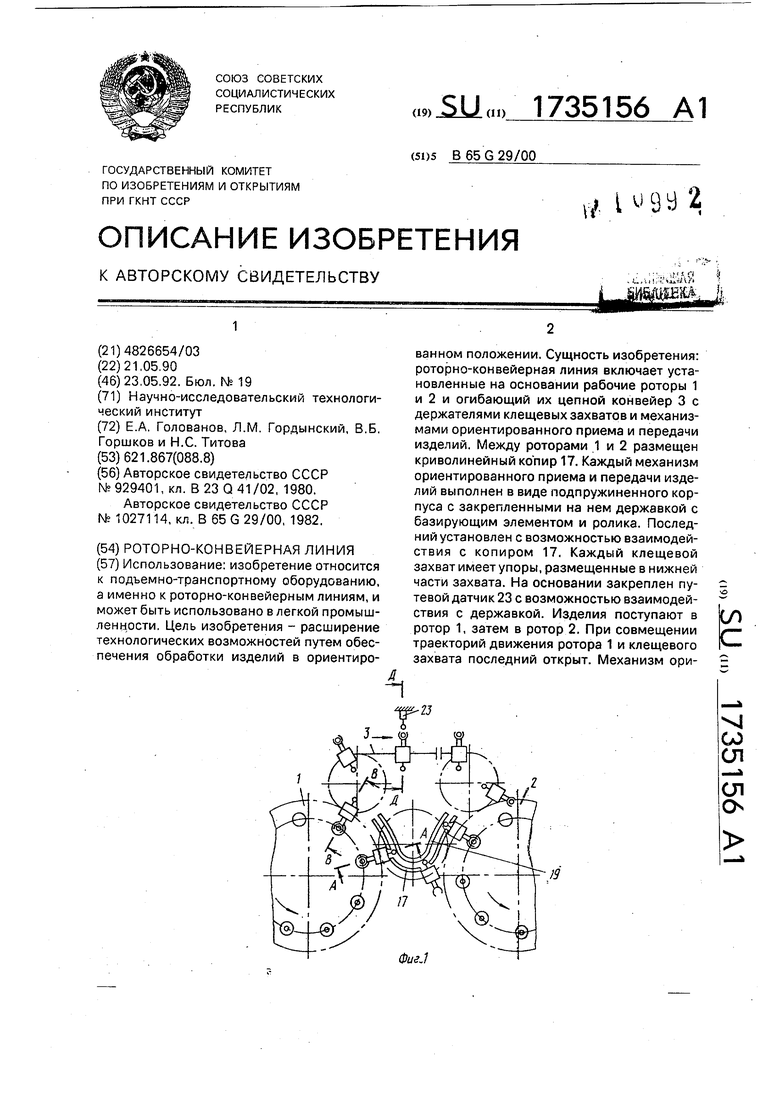
, , .-W ,- I
4V. «, ,
. .МА( |
т
Фиг. 6
| Роторно-конвейерная машина | 1980 |
|
SU929401A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Роторно-конвейерная линия | 1982 |
|
SU1027114A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
