Изобретение относится к области нанесения жидкостей на поверхности изделий методой распыления, может быть использовано для окрашивания полых изделий типа канистр и является усовершенствованием устройства по авт.св. N 1524941.
Целью изобретения является расширение технологических возможностей линии и повышение надежности в работе.
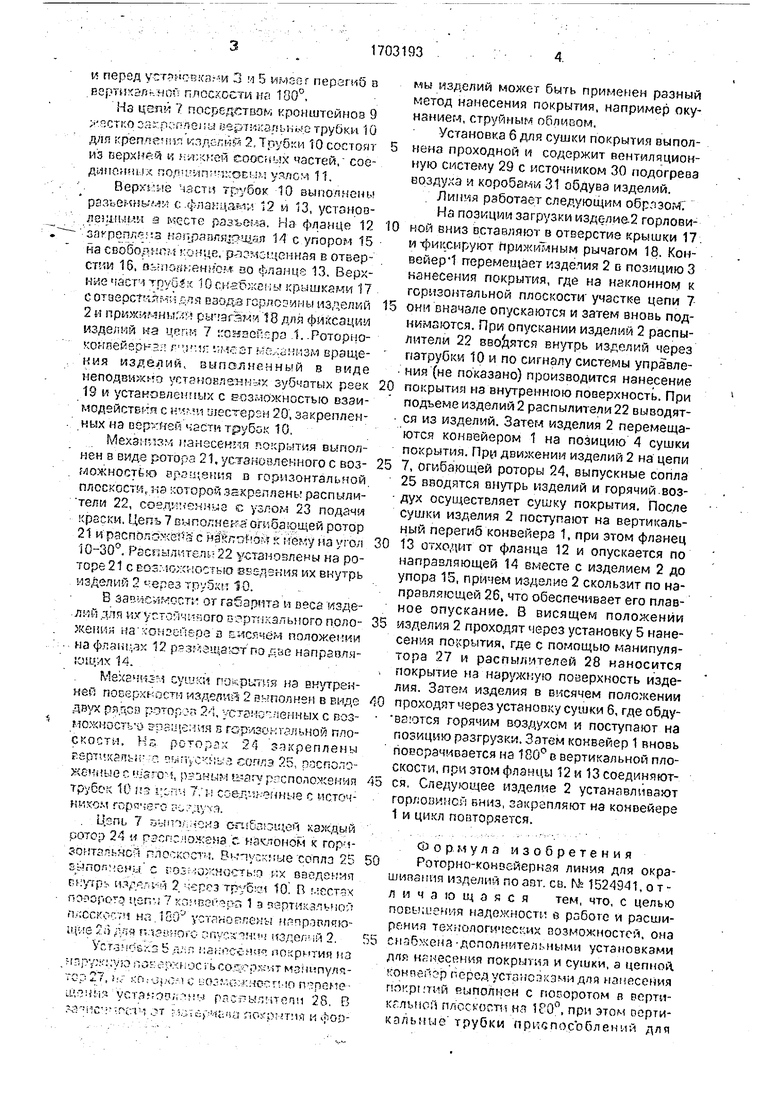
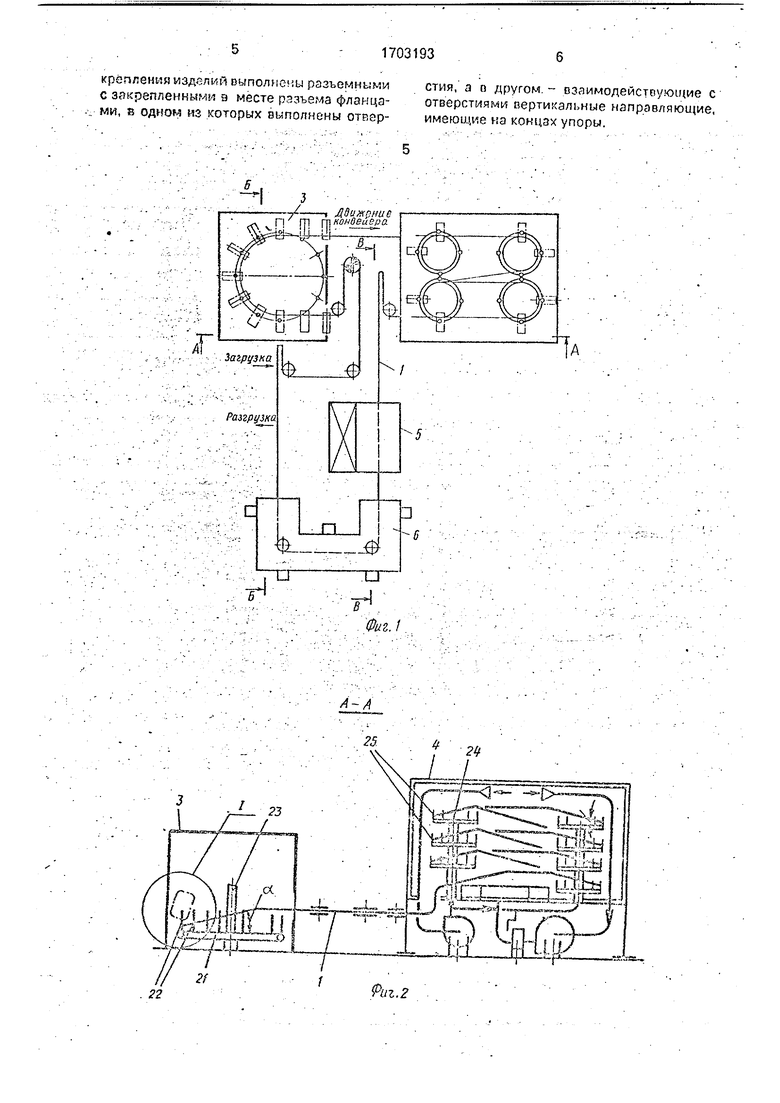
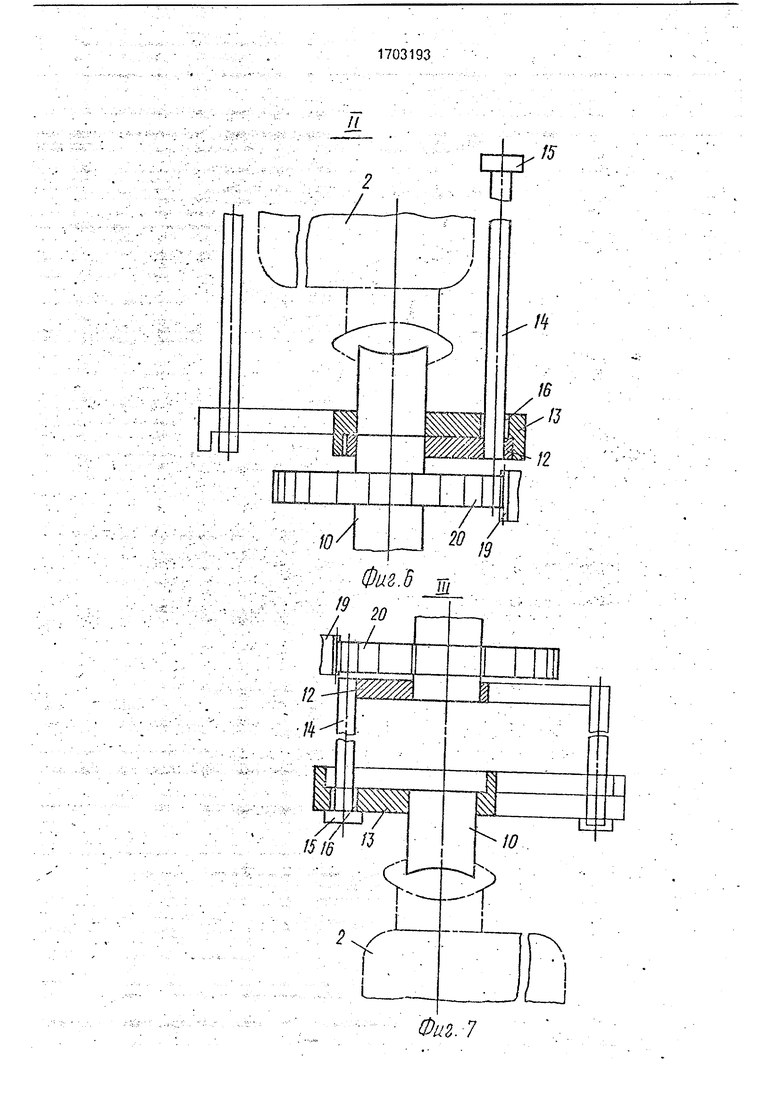
На фиг. 1 изображена схема роторно- конвейефкой линии дя« окрашивания изделий; на фиг. 2 - сечение А-А на фиг. 1; из фиг. 3 -сечение Б-Б на фиг. 1; на фиг. 4 - сечение 8-В на фиг. 1; на фиг, S - узел (взаимодействие транспортирующего средства с ротором установки окрашивания) на фиг. 2; на фиг, б - узел II (расположение разъемных фланцев и оертикальной направляющей при окрашкззкии внутренней поверхности) на
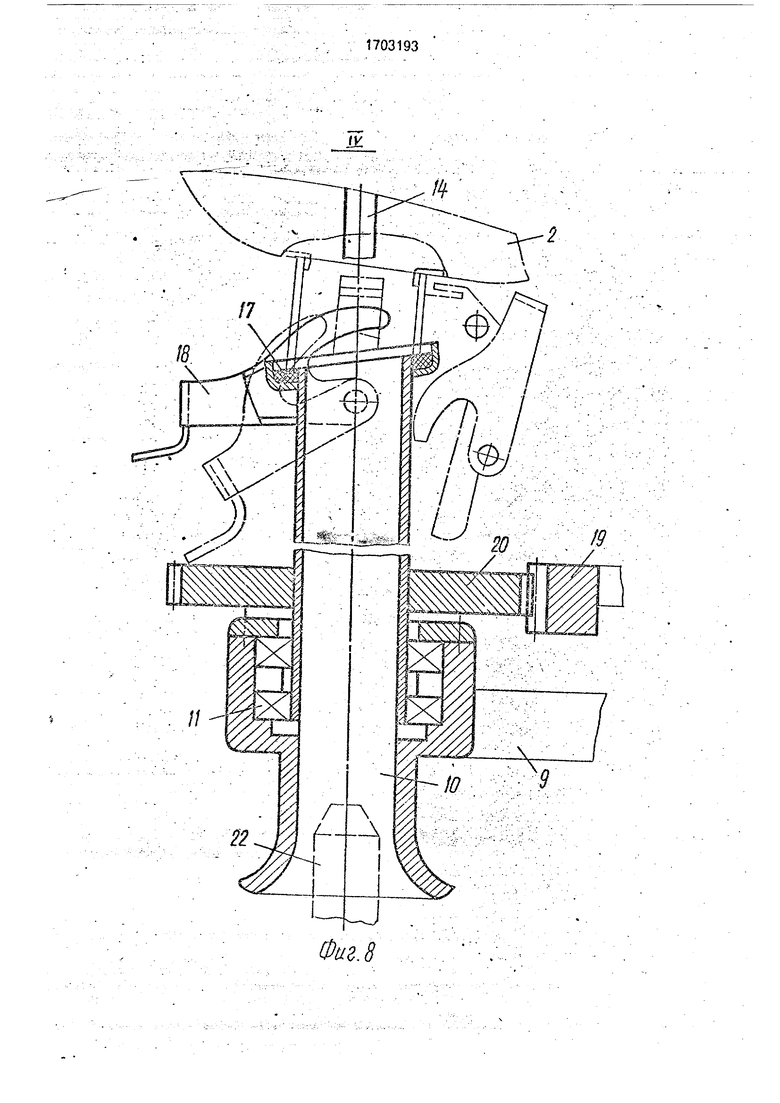
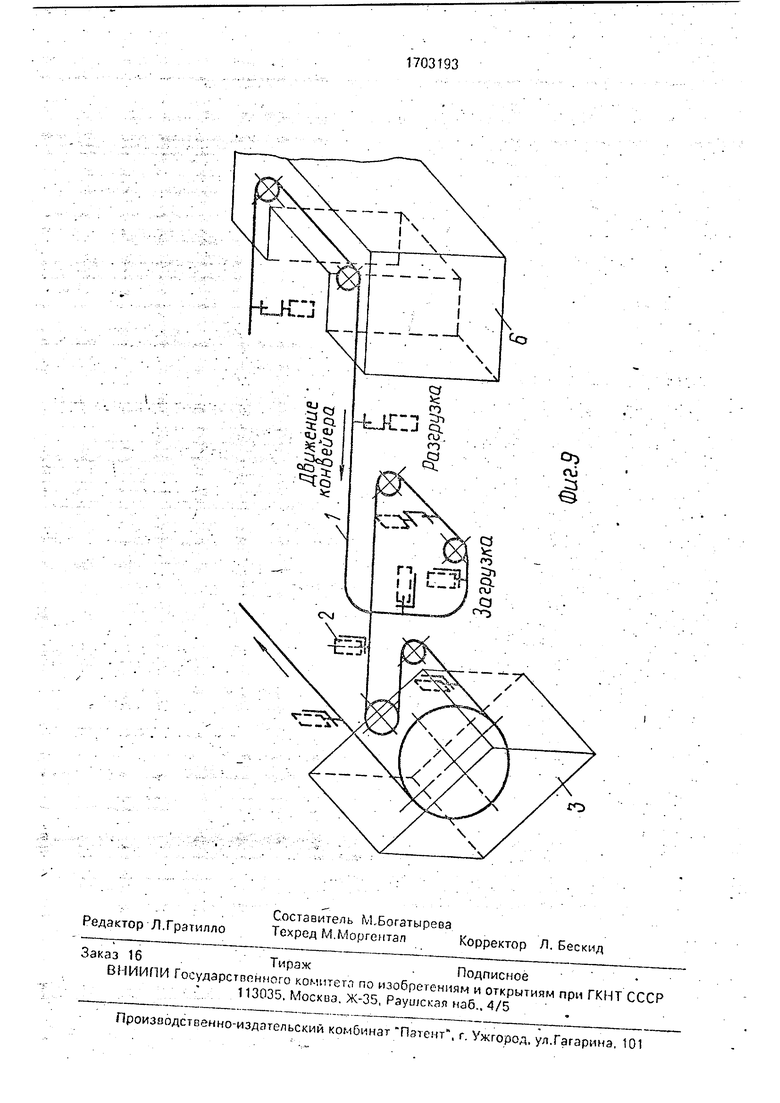
фиг, 3; на фиг. 7 - узел 111 (расположение разъемных фланцез и вертикальной направляющей при окрашиваний наружной поверхности) не фиг. 4; на фиг. 8 - узел IV (крепление изделия к транспортирующему средству) на фиг.5; на фиг. 9 - часть трассы конвейера, поясняющая расположение ветвей конвейера с поворотом на 180° в вертикальной плоскости.
Роторно-конаейернзя линия для окрашивания изделий содержит замкнутый цепной конвейер 1 с позициями загрузки и выгрузки изделий 2, позициями 3 и 4 нанесения покрытия кз внутненмюю поверхность изделий 2 и сушки, установки 5 и б нанесения покрытия на наружную поверхность изделий 2 и сушки.
Цепь 7 конзейера 1 выполнена двух- шарнирной, установлена в направляющих 8
О)
Сд
кэ
.з1703193 ...; 4.
и перед устзйсшсгжи 3 м 5 имгег перегиб вмы изделий может быть применен разный
вертикальной плоскости на 180°,метод нанесения покрытия, например окуНа цепи посредством кронштейнов 9нанием, струйным обливом.
XSCTKO закреплены вертикальные труо кн 10 Установка 6 для сушки покрытия выполдля феп.гген 5л кяделкй 2, Трубки 10 состоят5 пена проходной и содержит вентиляциониз верхней и . соосных частей/ сое-ную систему 29 с источником 30 подогрева
дииожшх яо,щ лпн-1::оЕЫ-м узлом 11.воздуха и коробами 31 обдува изделий.
Верхние части трубок 10 выполненыЛиния работает следующим обрязог-С
разъемным:/; с .фланцами 12 и 13, устэнро-На позиции загрузки изделие-2 горловил-з мш{.ли а месте разъела. На фланце 1210 ной вниз оставляют в отверстие крышки 17.
закреплю:з направляющая И с упором 15и-фиксируют прижимным рычагом 18. Кон- на свободном конце,-размещенная в отвер-вейер 1 перемещает изделия 2 Б позицию 3 стяи 16. о:-;по ;кенн см: зо фланце 13. Верх-нанесения покрытия, где на наклонном к ниечасгчтруб 10 сна б ;се ;ы крышками 17горизонтальной плоскости участке цепи 7- с отверстиями для взодз горлсзины изделий15 они вначале опускаются и затем вновь под- 2 и прижимными ры. агзми 18 для фиксациинимзются. При опускании изделий 2 распы- изделий из цепм 7 ::онзей;:ро 1..Роторно-лмтелм 22 вводятся внутрь изделий через коняейерн-я ryr.u: г-мезт кс/йнмзм враще- патрубки 10 и по сигналу системы управления изделий, выполненный в виде ния (не показано) производится нанесение неподвижно установленных зубчатых реек20 покрытия на внутреннюю поверхность. При 19 и установленных с возможностью взэи- подъеме изделий2 распылитали22 выводят- модействйя с нчми шестерзн 20, закреплен- ся из изделий. Затем изделия 2 перемеща ных на верхней части трубок 10.ются конвейером 1 на позицию 4 сушки Мехзкязм гганзсенил покрытия вь;пол-покрытия. При движении изделий 2 на цепи нен в оиде ротора 21, установленного с воз-25 7, огибающей роторы 24, выпускные сопла MoscHocjtEO вращения в горизонтальной25 вводятся внутрь изделий и горячий.воз- плоскости,на которой захреплены распыли--дух осуществляет сушку покрытия. После тели 22, соеди 5нныз с узлом 23 подая сушки изделия 2 поступают на вертикаль- краски. Цепь 7 выполнен а огибающей роторный перегиб конвейера 1, при этом фланец 21 и расположена с .f к й е му на угол30 13 отходит от фланца 12 и опускается по 10-30°. Распылитель; 22 установлены на ро-направляющей 14 вместе с изделием 2 до торе 21 с ЕОЗ:.Ю;:СИОСТЫО введения их внутрьупора 15, причем изделие 2 скользит по на- изделий 2 через трубки 10.прзвляющей 26, что обеспечивает его плав- В зае леимосп1 or габарита и веса мзде-ное опускание. В висящем положении лмй для vix устойчияого огртпкального поло-35 изделия 2 проходят через установку 5 нане- жемия на конзс-Перэ з висячем положениисения покрытия, где с помощью манипуля . на фланцах 12 рэзмзща гзт по дае напрзвля-тора 27 и распылителей 28 наносится
ющих 14., покрытие на наружную поверхность издеМехачм5м сушки покрытия на вкутрен-лия. Затем изделия в висячем положении
ней поверхности изделий 2 выполнен в виде40 проходят через установку сушки 6, где обдудвух рядса роторс-п 21, у-стгно г емных с воз- вв-отся горячим воздухом и поступают на
можноетъ О грзщения s горизонтальной пло-позицию разгрузки. Затем конвейер 1 вновь
скости. Из роторах 24 закрепленыповорачивается на 180° е вертикальной плоЕертмкгльп --е - ыпускмуз соллэ 25, рзсполо-скости, при этом фланцы 12 и 13 соединяюткемныесшггом, ргзным шагу расположения45 ся. Следующее изделие 2 устанавливают
трубок 10 из гс-пм 7:и соел-«- енные с истом-горловиной вниз, закрепляют на конвейере
кмххзм горп-ге о .1 и цикл поЕ торяется.
Цэпь 7 5ym/::icH3 огибающей кз эдый. . , ... . .....- .....-,.,..-...
ротор 24 н рэспсяожена с нитоном к гори-Формула изобретения
зонтапьясП плоскости, Вьпуаг гые соплз 2550 Роторно-конвейериая линия для окра&ыгтог.. с гоз:--- 0) ность э их введения. шипанпя изделий поаэт. св. № 1524941, о тсь:утр-- ияд :л;-;й 2 через труб:см 10 В мест-эхличзющаяся тем, что, с целью
поворота цеп:.} 7 комвсйерп 1 э зэртмкальноГ повькиемия надежности в рзбоге и расшиллСскос / на. ( установлены няпрзпляю-рения технологических возможностей, она
щне 2о Дг;ч плгуносо опусам; ,1 изделий 2.55 снабжена -дополнительными установками
Уст-зг оа; .з б.гь ьп маггпссна- погсрктия i 3дте нгн.ескния покрытия и сушки, а цепной
. нпру:к;:ую пакеохиосгьсодержат мзннпуля-конпепэр перед установками для нанесения
тер 27,;/ .o.-jj. O с во;-нежноеп-ю п- реме-покрытий еыполнен с поворотом в вертяа, уетя оа;;:- .- рГ(С з ьгямтеп 1 28. Вкгльной плоскости на 1СО°, при этом оерти.iic r--гст-; r.wiupMiifia ло ритпя и фо -кэльмые трубки приспособлений для
крепления изделий выполнены разъемными стия, а о другом.- взаимодействующие с с закрепленными в месте разъема фланца- отверстиями вертикальные направляющие,
- - -1- -- 4vp
ми, s одном из которых выполнены отаер- имеющие иа концах
упоры.
упоры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная линия для окрашивания внутренней поверхности полых изделий | 1988 |
|
SU1524941A1 |
| Установка для нанесения и сушки защитного покрытия на поверхность полых цилиндрических изделий | 1984 |
|
SU1279674A1 |
| Установка для обработки крупногабаритных изделий | 1990 |
|
SU1776445A1 |
| Устройство для окраски и сушки наружных поверхностей изделий | 1977 |
|
SU738684A1 |
| Роторно-конвейерная линия | 1991 |
|
SU1821334A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ И СБОРКИ ИЗДЕЛИЙ | 1992 |
|
RU2091234C1 |
| Устройство для обработки поверхности изделий | 1990 |
|
SU1722609A1 |
| Линия для окрашивания изделий | 1987 |
|
SU1426658A1 |
| Автоматическая окрасочная линия | 1986 |
|
SU1423178A1 |
| Роторный автомат питания | 1987 |
|
SU1491654A1 |
:v AT
. Загрузка
.ts -sai-.
Риг. 2
со
о
ч™
п
Ј
iENSff
«л
СП
а
/ /
Фив. б щ
fS
Фиг. 7
//
ШСОа
О
| Роторно-конвейерная линия для окрашивания внутренней поверхности полых изделий | 1988 |
|
SU1524941A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| ...-. | |||
