Изобретение относится к мета.лург ичес- кому производству и может быть использовано при прокатке проволоки и прутков.
Целью изобретения яв,1яется повьииепие ме.ханических свойств прокатанного металла.
Проводилась прокатка в многовалковых калибрах круглой проволоки диаметром 10 мм па диаметр 7 мм из натентиро- ванной углеродистой стали (0,85% углерода, 0,47% марганца, 0,06% хрома, 0,030% серы, 0,015% фосфора, 0,28%, кремния, 0,07% никеля, 0,12% меди). Для получения сравнительных данных проволоку прокатывали в трехвалковых и четырехвалковых калибрах.
На фиг. 1-3 изображены возможные плоскости знакопеременного изгиба при прокатке в трехвалковых калибрах (фиг. 2) и в четырехвалковых калибрах (фиг. 3); на фиг. 4 - прокатка в трехвалковых калибрах (плоскости 1-1, 2-2, 3-3, 5-5 и 6-6 являются плоскостями симметрии, про- ходяншми через ребра заготовки; изменялось обжатие в первом многовалковом калибре, в плоскости знакопеременного изгиба; операцию изгиба проводили с номощью трехплоскостного роликового рихтовального устройства и двухплоскостного роликового рихтовального устройства (прокатка в четырехвалковых калибрах).
Готовую проволоку диаметром 7 мм подвергали механическим испытаниям на растяжение, при этом определяли предел прочности, предел тек чести и относительное удлинение.
В таблице приведены конкрегные примеры выпо, 1нения сиособа прокатки и достигаемые при этом механические свойства.
При использовании знакопеременного изгиба в плоскостях, не проходящих через ребра и центр симметрии заготовки, повышения прочностных и пластических свойств не наблюдается. Обжатие заготовки перед изгибом менее 20% также не приводит к повышению свойств, а обжатие свьине 40% делает прокатку невозможной.
Использование предлагаемого способа прокатки металла позволяет нолччать 1Ч)то- вую продукцию, панример проволоку и прутки, с Г1овьцнен1и 1ми на 4 - 22% н,1астичес- кими свойствами или с повышепными на 5 10% нрочностными свойствами при сохранении заданного уровня пластических свойств.
Формула изобретения
Способ прокатки заготовок, вк, 1Ючаюцп1Й деформацию металла в непрерывной
(Л
СП
to
со
.iU
05
1524946 34
K. iereii с петлеобразованием проката возаготовку деформируют на 20-40%, а петmanMiKi перпендикулярных плоскостях, ог.1«-леобразовапие осуществляют знакопеременчанпнипс.ч . что, с целью повьипенияным изгибом по плоскостям симметрии семсчаиическнх свойств готовой продукции,чепия, проходяп1им через ее ребра.
.
:: и Г
П Е- - г- 3
D- о ш о
::; Еь S ц
li: :г с о :
с; :: 3 X
с, Q d X
§ S
л СХ
Г О 5 &

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства фасонных профилей высокой точности | 2019 |
|
RU2722847C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2011 |
|
RU2463138C1 |
| Способ производства стальной проволоки или прутков | 1986 |
|
SU1424900A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ПРОКАТКИ МЕТАЛЛА | 2013 |
|
RU2528601C1 |
| СПОСОБ ПРОИЗВОДСТВА УПРОЧНЕННОГО АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2015 |
|
RU2583554C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ | 2008 |
|
RU2419496C2 |
| Способ прокатки сортовых профилей из спеченных материалов | 1979 |
|
SU869970A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ШЕСТИГРАННЫХ ПРОФИЛЕЙ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2019 |
|
RU2726231C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПРОФИЛЕЙ | 2015 |
|
RU2617191C1 |
| Способ изготовления круглой проволоки из углеродистой стали волочением | 2017 |
|
RU2649610C1 |
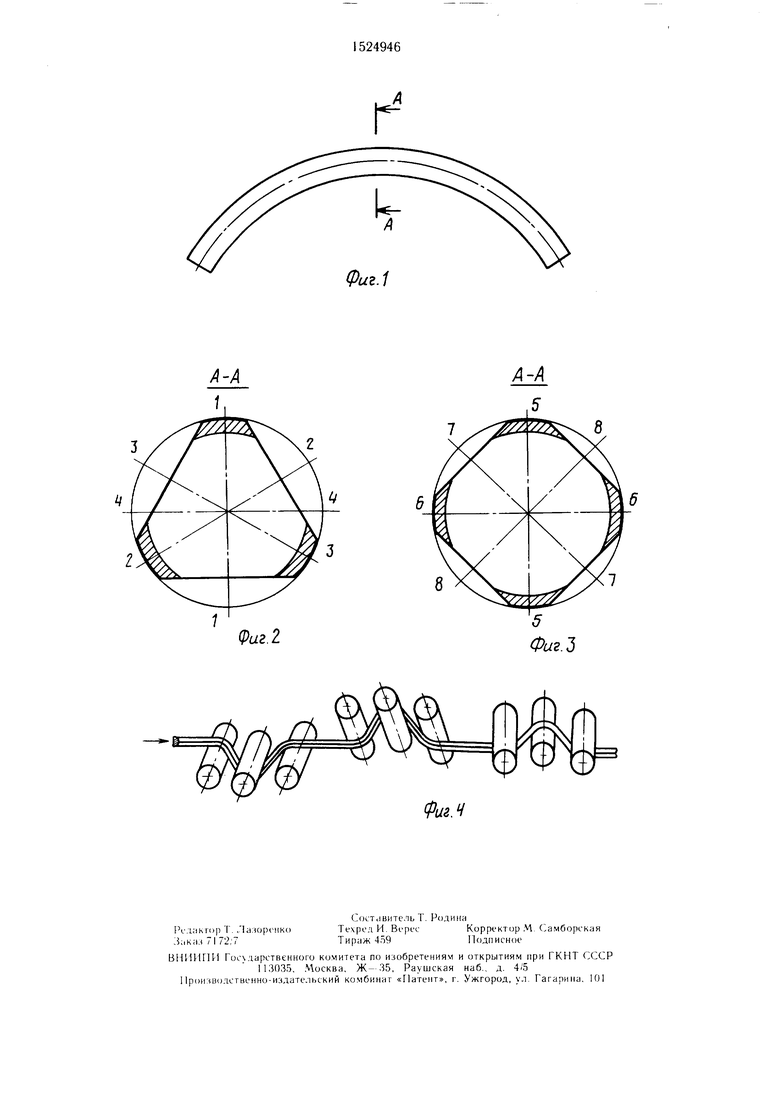
Изобретение относится к металлургическому производству и может быть использовано при прокатке проволоки и прутков. Целью изобретения является повышение механических свойств готовой продукции. Проводилась прокатка в трехвалковых калибрах круглой проволоки диаметром 10 мм из патентированной углеродистой стали на диаметр 7 мм с обжатием 31,1%. Знакопеременный изгиб проводили по трем плоскостям симметрии сечения заготовки, проходящим через ребра. 4 ил., 1 табл.
и . о )
§ 2 ь § о J 7
5 rJ П Л,
о;
S- -ё
Я О Ю
X /i 1 10
а О 21 и CJ с
СОOJ
in
jg-
оi;
Е3пз Е ::: i:
t: а; X и
г: J с -и г:, г: -с
OS и S
си л лrt11с
о q с;п;гс
я -
лГОГ
с; S х-гIT;-г ::
оиQJо ох 1CХс.Ь J(
t ;з
- -оХ
и-со1
о о о с
р||
:; X 5 2: ш 2 t щ СП г
и
о О) t
X о С
Фиг.1
Фиг. 2
Д/г.
| Авторское свидетельство СССР № 1151343, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ прокатки заготовок | 1985 |
|
SU1274784A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
